



更新時間:2025-01-22 15:43:22 瀏覽次數:13 公司名稱:鄭州 合縱新材料科技有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 70 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |






滾塑成型模具
3.1 概述
模具是滾塑成型中不可缺少的重要裝備。 滾塑模具簡單,為無壓成型模具,因此壁薄,輕質。滾塑模具由上下兩半模組成,并用夾板固定。為了排出模腔內形成的氣體,防止制品變形,模具上開設排氣孔。
在滾塑工業中,模具的制作有三種常用方法:鋼板焊接、鋁合金鑄造和電鍍成型。滾塑成型對模具材質強度要求不高,但必須具有良好的熱傳導性,并能抵擋頻繁加熱與冷卻過程中的應力交替。顯然低碳鋼、鋁、不銹鋼等都是理想的制模材料。選擇模具制作方法時通常要考慮以下三個方面:構造的復雜程度,模具的數量和制品表面質量要求。而在這三個要求中,制品的形狀和尺寸占主導地位。我們可根據不同的情況選用不同的制作方法。同時,在制造模具時,成本是另外的一個重要因素。模具制作成本包括了制模材料、模具厚度、分型面的位置、模具數量和表面處理情況等等。合理設計滾塑模具結構和正確選用模具材料是獲取表面光潔無氣泡、壁厚均勻無應力的優質制品的首要保證。
模具殼體的壁厚設計按常壓容器的設計規范進行,即從剛度計算出發,結合制品厚度、加熱方式及制模方法等綜合考慮。一般較大型的模具采用鋼板,其厚度為2—4mm,模具內壁要拋光。另外模具厚度取決于旋轉方向和加熱方式,用于熱液體傳導加熱的模具,壁較厚些,一般為7.9~12.7mm,以保證傳熱均勻,不發生熱點;而熱風循環加熱的模具,壁較薄些,一般為5~7mm。
3.2 鑄鋁模具
用傳統的砂型鑄造生產的鑄件精度低、制模周期長,鑄件表面質量更無法達到滾塑模的要求,鑄后還需人工打磨拋光。因此,生產滾塑用鑄鋁模就必須采用精密鑄造方法,同時引入快速制模技術,縮短模具的制造周期。只有這樣,滾塑成型投資少、見效快的優勢才能得以充分顯示。現代精密鑄造的工藝方法多種多樣,對于像滾塑模具這樣尺寸較大且形狀復雜的單件鑄件采用石膏型或陶瓷型鑄造是非常經濟的。如再配合采用熱模差壓澆注法,使鑄鋁合金的流動性大大提高,進一步減小了滾塑模體的壁厚,對加快滾塑成型中的熱量傳導、縮短成型周期是十分有利的。
3.3 快速制模技術
快速制模技術即運用快速造型技術RPM (Rapid Prototyping Moulding)制得的原型直接或間接地加工各種金屬模具的方法,是集CAD/CAM、化工、材料和精密機械等 成就于一身的高新技術。目前發展比較成熟的快速造型方法有激光造型法SLA、薄板層積法LOM、熔絲沉積法FDM和選擇性激光燒結法SLS等。在滾塑模制造中,用經過表面覆膜處理的LOM原型代替木模直接制造石膏型、陶瓷型(大件)或由原型經硅橡膠模過渡轉換得到石膏型、陶瓷型(小件),再用石膏型、陶瓷型澆注出金屬模具的方法,實現鑄鋁模的精密鑄造將是十分有利的。
4 滾塑成型制品質量控制
4.1 常見質量問題
簡單而實用是滾塑成型的一大優點,但同時也給該技術帶來了一些先天不足的缺陷。比如,制品內部易產生氣泡,而表面則易出現空洞;制品易出現彎曲、收縮、變色等。這些現象不但影響了制品的外觀形象,而且更重要的是嚴重損害了制品的力學性能。因此,研究氣泡的形成與消失,彎曲、收縮現象的形成與消失以及制品的沖擊強度對提高成型制品的質量具有十分重要的意義。
4.2氣泡與孔眼
氣泡的形成是因為當粉末粒子熔化并粘結在一起的時候,其間夾帶了空氣。在工業生產中,常采用提高加熱溫度的方法來減少或制品中的氣泡。因為當提高加熱溫度、延長或制品中的氣泡時,物料粘度減小,氣泡擴散容易。同時因為有更多的時間使氣泡擴散更徹底。這種方法對制品中的氣泡雖然有效,但是也有副作用。比如增加熔融溫度將導致成型周期延長,降低生產效率;高溫下物料被氧化,致使制品的力學性能降低,特別是沖擊強度尤為明顯。
4.3沖擊強度
影響制品沖擊強度的因素較多,比如加熱溫度、加熱時間、冷卻速度、粒子尺寸、模具材料等,其中加熱溫度和加熱時間是影響沖擊強度的主要因素。溫度過低,材料熔融不夠,導致制品沖擊強度降低;溫度過高則會引起塑料產生降解,同樣降低了制品的沖擊強度。熔體流動數率MFI與其沖擊強度有直接的關聯,MFI隨著沖擊強度的下降而下降。因而MFI可以作為制品沖擊強度的指征。
滾塑成型工藝制造的特大型聚乙烯儲罐
4.4收縮與變形
收縮、變形也是塑料滾塑成型制品的另一大缺陷。收縮、變形一般是由冷卻時形成的殘余應力引起的,試驗證明通過不同的冷卻方式交替進行冷卻可以減少制品的殘余應力,或者在冷卻期間向模具內充人壓縮空氣,即通過壓縮空氣使已固化塑料緊緊貼在模具的內壁,阻止它脫離模壁或變形,一直到塑料完全冷卻為止,這樣便起到了冷卻定型的作用。并且由于此法對于已固化塑料的內表面同時冷卻,改變了冷卻機理,從而減小了殘余應力,抑制了制品的收縮和變形。試驗證明,大部分塑料冷卻時通入0.11MPa的壓縮空氣即基本上收縮、變形現象。
5 滾塑成型研究進展
從國內外情況看,滾塑成型技術已經取得了很大的進步。研究工作者們為完善滾塑成型工藝和提高制品質量,近年來在加工過程的實驗研究及模擬仿真、滾塑成型專用樹脂、加工設備和模具的優化設計、工藝條件的控制等方面開展了大量研究。這些研究大多數是圍繞解決滾塑成型的兩個關鍵問題:1)滾塑成型對專用料要求苛刻;2)滾塑成型加工時間長、耗能高。
滾塑成型中,人們希望聚合物能象石膏漿那樣具有良好的塑化涂模性能。在現行加熱方式下,通過模具傳導給熱不足以使聚合物材料達到良好的塑化流動涂布效果,而只能依靠粉料自身在重力作用下的運動來實現沿模腔內壁均勻涂布,并一層層熔融成型。由于旋轉速度慢,這里離心力作用基本可以忽略(和金屬離心澆鑄存在較大差別)。粉料在模腔內運動受熱熔融并涂布在模腔內壁的過程十分復雜并且直接影響到制品的質量。下面一些研究動向值得關注。
①國外學者比較深人地研究了滾塑成型中粉體流動規律及其對成型效果的影響。研究結果表明,粉料在模腔內的運動可歸結為三種類型:穩態環流、雪崩流和滑動流。滾塑成型中 的是穩態環流,其次是雪崩流,而滑動流則難以得到合格制品。決定這些粉體流動形式的因素主要是粉料與模腔內壁間的摩擦系數和粒子本身由團聚力和幾何形狀等決定的流動性能。因此,滾塑成型專用料除了要求耐熱時間長以外,還對粉末粒子的形狀和摩擦系數有嚴格要求。
②在滾塑成型中,本質上都是通過外部熱源把模具加熱到塑料熔融溫度以上,然后由熱模具再將熱量傳導給內部的粉料。由于塑料導熱性差,要使全部物料充分熔融塑化需要很長時間,而且也無法使用擠出和注射成型加工中常用的粒料。滾塑成型中聚合物熔融凝結,是影響加工時間和制品質量的重要因素。
③為了進行工藝和設備優化以及提高制品質量,人們還利用滾塑加工過程的模型化和計算機仿真模擬等方面的研究,深入了解滾塑成型主要工藝參數對成型周期的影響。



一、河南
1. 一、中國化工第十一建設集團有限公司(襯塑管道改造)項目 (1000米鋼襯PE管道及配套管件)
2、河南省安裝公司中硅高科二期工程車間工藝管道項目(鋼襯PO管道及非標管件)
3、河南永銀化工實業有限公司年產16萬噸離子膜燒堿及20萬噸PVC項目用襯塑(PO)管道
4. 中太建設集團鄭州分公司 鋼襯PE直管及管件(泵房冷熱水處理系統)
5. 安陽湯陰縣永新助劑廠 鋼襯四氟直管及管件(濃硫酸輸送管線)
二、河北
1.石家莊森諾工貿有限公司 鋼襯PO管道(電廠循環水處理)
三、陜西
1.陜西略縣電廠 鋼襯PO直管及管件(化工廠循環水處理系統)
四、山西
1、山西方特環境工程投資有限公司侯馬電廠車間管道改造項目(600米鋼襯PE管道)
五、四川
1.成都化工集團磷石膏漿液用鋼襯塑管網建設一期工程(1150米鋼襯PO管道及配套管件)
2. 攀枝花市利達建材有限責任公司 鋼襯PP直管及管件(化工廠污水處理系統)
六、湖北
1.浙江錦江集團電廠回水管道項目(1200m鋼襯PE管道及配套管件)
2.武漢漢口綠色能源有限公司化工車間管道項目(1500m鋼襯PP管道及配套管件)
七、湖南
1.湖南碧綠環保產業發展有限公司金駒集團煤矸石發電廠二期工程襯塑管道項目(1200米鋼襯PO管道)
八、福建
1.福建省邵武市恒旭物資機電有限公司 鋼襯四氟乙烯管道及管件(福建省邵武市化工廠)
九、廣西
1.廣西南寧騰創商貿有限公司 (南寧化工廠鹽酸輸送用PO管道)
十、北京
1.北京慧翔科技有限公司 鋼襯PO直管及管件 (永銀化工)


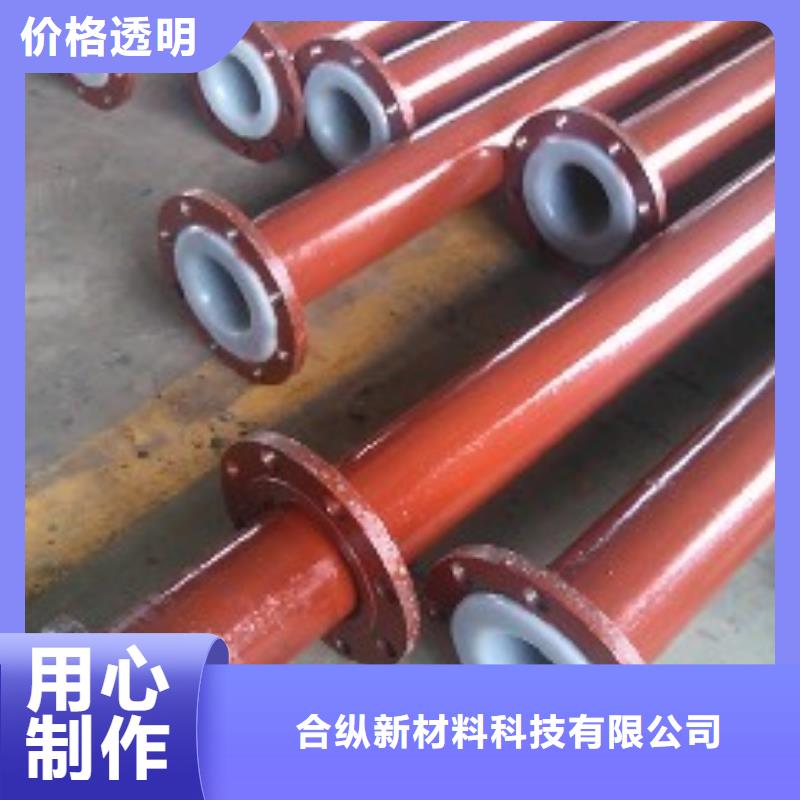
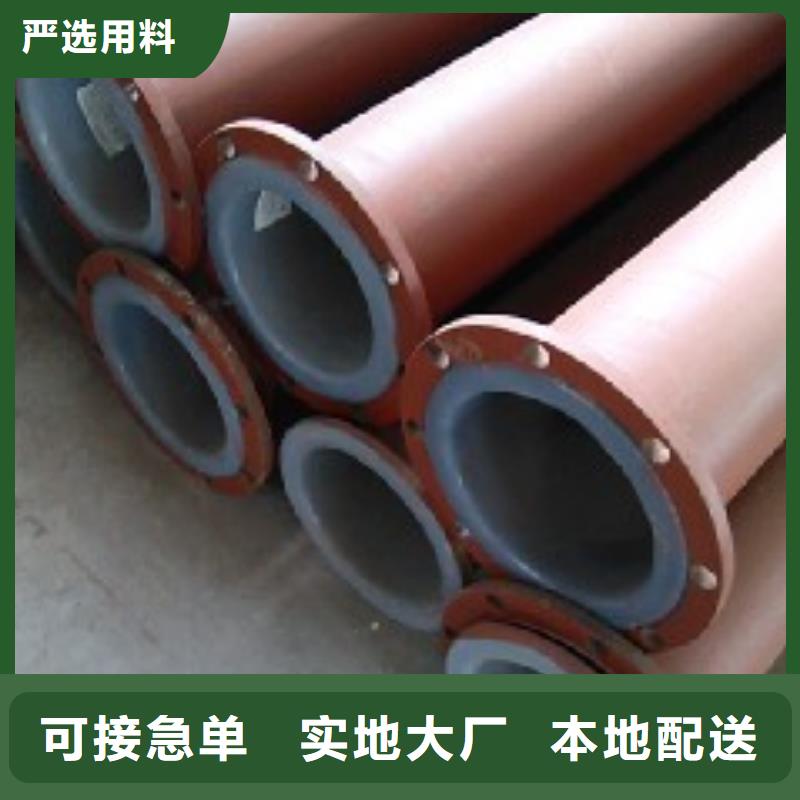
防腐管道-襯塑鋼管應用領域:
防腐管道-襯塑管道廣泛應用于石油、化工、化纖、氯堿、染料、農藥、醫藥、環保、冶煉、電力等行業的介質輸送及環保處理系統、飲水工程及給排水工程。
規格范圍:
DN25mm ~ DN600mm 長度可根據用戶需求任意定制。
近期防腐管道-襯塑管道部分案例:
1. 中國化工第十一建設機電有限公司(襯塑管道改造)項目 (1300m鋼襯PE管道及配套管件)
2. 成都化工集團磷石膏漿液用鋼襯塑管網建設一期工程(1150米鋼襯PO管道及配套管件)
3. 浙江錦江集團電廠回水管道項目(1200m鋼襯PE管道及配套管件)
4. 武漢漢口綠色能源有限公司化工車間管道項目(1500m鋼襯PO管道及配套管件)
5. 湖南碧綠環保產業發展有限公司金駒集團煤矸石發電廠二期工程襯塑管道項目(1200米鋼襯PO管道)
6. 山西方特環境工程投資有限公司侯馬電車間廠管道改造項目(600米鋼襯PE管道)
7. 河南省安裝公司中硅高科二期工程車間工藝管道項目(800米鋼襯PP管道)
鋼管內襯塑加工,鋼襯塑復合管
鄭州合縱新材料科技有限公司生產鋼塑復合管道,襯塑鋼管是以普通碳素鋼管作為基體,經冷拉復合或滾塑成型,它既有鋼管的機械性能,又有塑料管的耐腐蝕,緩結垢,不易生長生物的特點,是輸送酸、堿、鹽、有腐蝕性氣體等介質的理想管道。內襯食品級聚丙烯,能用于食品、醫藥及飲水等行業。
常見的襯塑鋼管有:鋼襯聚丙烯管(GSF.PP)鋼襯聚氯乙烯管(GSF.PVC),鋼襯聚乙烯管(GSF.PE),鋼襯聚烯烴管(GSF.PO)鋼襯聚四氟乙烯管(GSF.F4)。
襯塑鋼管特點:
1.具有優良的物理性能
2.具有極好的耐腐蝕性能
3.衛生、不積垢,不滋生生物、保證流體品質
4.耐化學腐蝕、耐土壤和海洋生物腐蝕,耐陰極剝離廣泛應用于石油、化工、化纖、氯堿、染料、農藥、醫藥、環保、冶煉、電力等行業的介質輸送及環保處理系統、飲水工程及給排水工程。
近期部分工程案例:
中國化工第十一建設機電有限公司(襯塑管道改造)項目 (1300m鋼襯PE管道及配套管件)
成都化工集團磷石膏漿液用鋼襯塑管網建設一期工程(1150米鋼襯PO管道及配套管件)
浙江錦江集團電廠回水管道項目(1200m鋼襯PE管道及配套管件)
武漢漢口綠色能源有限公司化工車間管道項目(1500m鋼襯PO管道及配套管件)
四、 超高尾礦管報價|高分子量管批發|耐磨輸送管道報價
鄭州合縱新材料科技有限公司生產超高尾礦管
超高分子量耐磨輸送管道的優勢:
輕質性
超高分子量聚乙烯管道比水還輕,這就給裝卸、運輸、安裝和使用帶來了很大的方便。
2、高抗沖擊性
超高分子量聚乙烯的抗沖擊性和吸收能居塑料之首,無論是外力強沖擊,還是內部壓力波動都難以使其開裂。其沖擊力強度為尼龍66的10倍,聚氯乙烯的20倍,聚乙烯的4倍。特別是在低溫環境,其沖擊強度反而達到更高值。超高分子量聚乙烯管道的這種柔性為輸送系統提供了可靠的保障。
3、高耐磨性
在諸多管道材料中,超高分子量聚乙烯的摩擦系數小,加之超高分子鏈特別長,使得超高分子量聚乙烯管道的耐磨性在運輸各種漿體時比鋼管、不銹鋼管高4-7倍,比聚氯乙烯管和聚乙烯管高10倍左右,大幅度提高了管道的使用壽命。
4、抗腐蝕性
基于超高分子量聚乙烯是一種飽和分子結構,故其化學穩定性極高,在一定溫度和濃度范圍內能耐各種高腐蝕性介質(酸、堿、鹽)及有機溶劑的侵蝕。
5、流動性
超高分子量聚乙烯有自潤滑性和不粘著性,摩擦系數小。特殊工藝生產的管道內壁抗腐蝕,抗磨損、不結垢,因此流動阻力小,可長期保持流速和流量不減。其內徑設計可比鋼管減少15.4%。
6、耐候性和抗老化性
我公司生產的黑色超高分子量聚乙烯管道有良好的耐候性和抗老化性。一方面,因為超高管材分子鏈中不飽和基因很少,分子量大;另一方面,因為添加了碳黑紫外線吸收劑,使得超高管材使用壽命大大超過了普通聚乙烯管材。使用60年左右,超高管材極可保持70%以



合縱新材料科技有限公司座落于鄭州港區工業園區,我公司主要產品有 四川資陽高分子聚乙烯管道等,我公司視產品質量為企業的生命,我們從原材料、除銹、涂敷到產品出廠的全過程進行質量跟蹤控制。完善的質量管理體系和 先進的檢測設備為用戶提供優良產品提供可靠保障。
先進的工藝、檢測設備,現代化的管理模式,高素質的員工隊伍,高比例的專業技術人員,完備的資格,完善售 后服務,合縱新材料科技有限公司熱忱歡迎國內外用戶來我公司考察,指導、洽談業務,全體員工將謁誠為您提供專業的服務。