

以下是:管線管焊管定制不額外收費的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 10000噸 |
| 運費說明 | 電議 |
| 最小起訂 | 0 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
| 產品材質 | L245、L290、L360等 |
| 產品品牌 | 鵬鑫 |
| 產品規格 | 齊全 |
| 發貨城市 | 山東聊城 |
| 產品產地 | 山東聊城 |
| 加工定制 | 是 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品顏色 | 黑色 |
| 適用領域 | 用于石油、天然氣工業中的氣、水、油輸送等 |
| 是否進口 | 否 |
以下是:管線管焊管定制不額外收費的圖文視頻

【導語】:管線管焊管定制不額外收費,鵬鑫鋼鐵有限公司為您提供管線管焊管定制不額外收費的資訊,聯系人:李經理,電話:15106358106、15106358106,QQ:595117986,發貨地:聊城山東聊城經濟開發區武夷山路發貨到浙江省 舟山市 定海區、岱山縣、嵊泗縣。 浙江省,舟山市 舟山市,浙江省轄地級市,長江三角洲中心區城市,位于浙江省東北部,東臨東海、西靠杭州灣與寧波市、北接上海市,地勢由西南向東北傾斜,南部島大,海拔高,排列密集;北部島小,地勢低,分布稀疏;四面環海,屬亞熱帶季風氣候;截至2022年,全市下轄2區、2縣,總面積2.22萬平方千米,其中海域面積2.08萬平方千米,4696個島礁陸地總面積1440.2平方千米,常住人口為117萬人。市政府駐定海區海天大道681號。
管線管焊管定制不額外收費的詳細視頻已經上傳,通過視頻,您可以更深入地了解產品的功能和特點。
以下是:管線管焊管定制不額外收費的圖文介紹


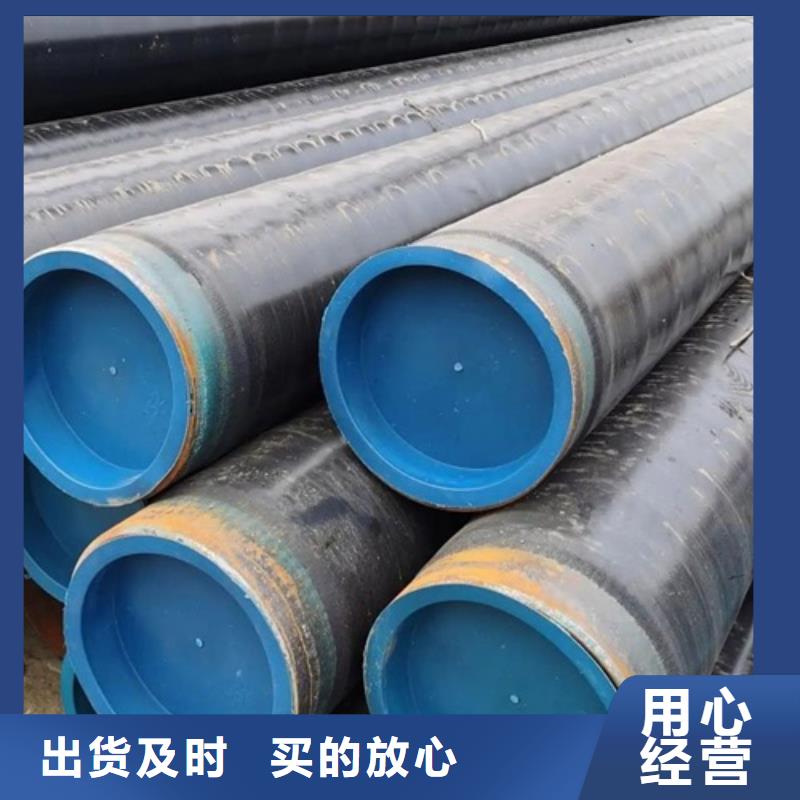
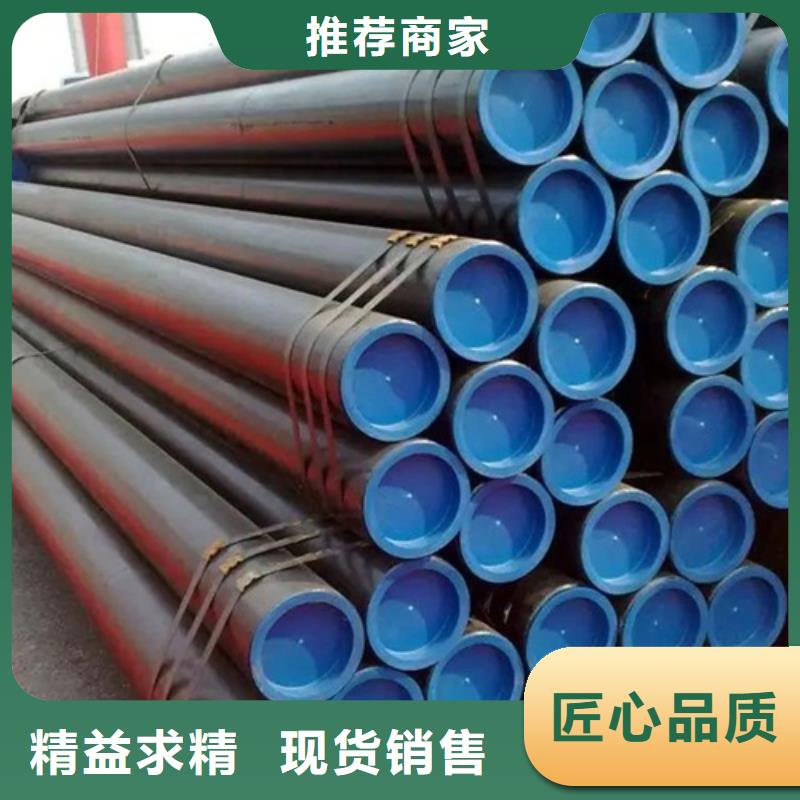
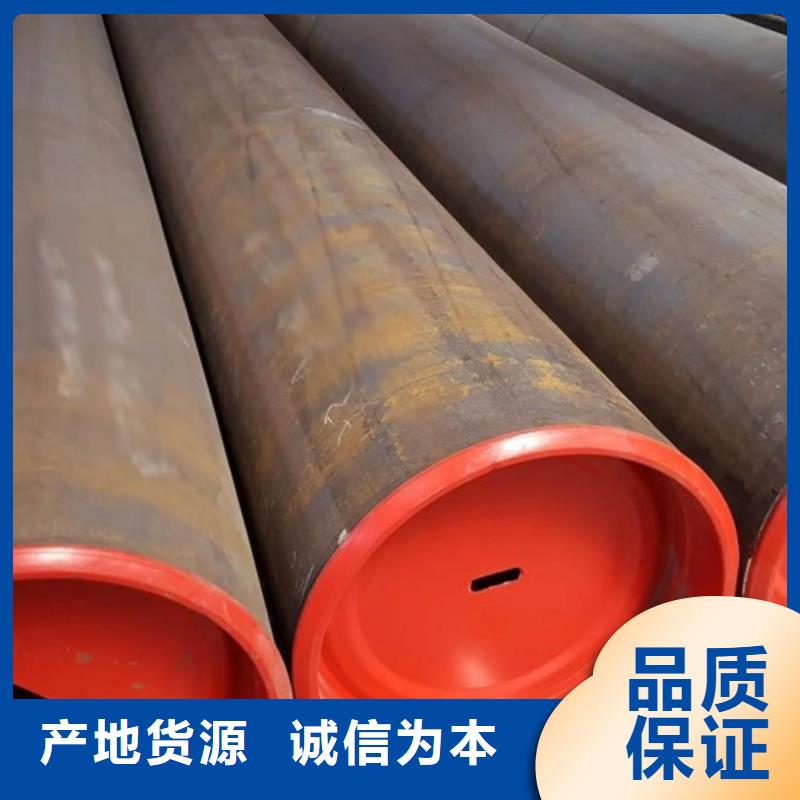
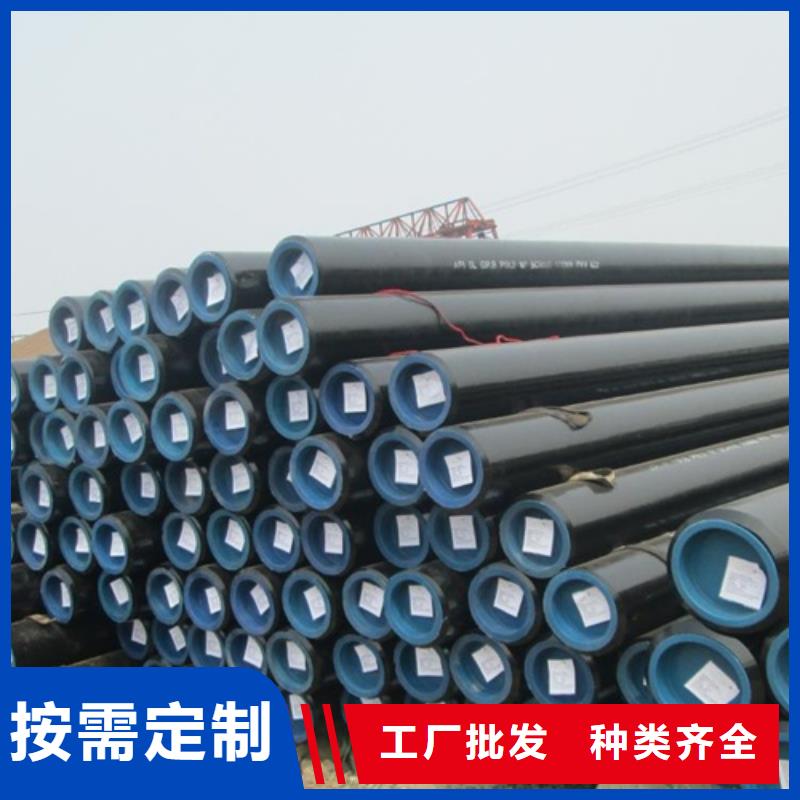
管線管主要用于石油、天然氣、化工、電力等行業中的氣、水、油等介質的輸送。所有產品里的自主研制開發的管線管產品現已形成PSL1等級管線管、PSL2等級管線管、海底管線管、酸性管線管、低溫管線管等多用途、次產品的制造能力,能滿足客戶不同的使用需求,強度級別*高達到X100Q/L690Q,鋼管外徑范圍:60.3~762mm,壁厚范圍:3.5mm~120mm。所有產品里的管線管產品質量穩定,廣泛應用于國內外眾多重點工程項目中。 可執行的其它標準: 國內標準:GB/T 9711-2017 國際標準:ISO 3183-2012,NACE MR0175/ISO 15156 殼牌標準:DEP 31.40.20.37 道達爾標準:TOTAL GS EP PLR 201 加拿大標準:CSA Z245.1-14 科威特標準:KOC-MS-001 PT.1 REV.2(2009),KOC-MS-018 挪威標準:DNV-OS-F101 伊朗標準:IPS-M-PI-190 其它標準



鵬鑫鋼鐵有限公司擁有技術研發隊伍、雄厚的技術創新和 浙江舟山焊管產品開發能力:擁有完善的質量保證體系、嚴格的管理制度、強大的生產能力和先進的檢測手段、雄厚的實力。我們本著求是創新開發進取團結奮進的精神,以振興民族工業為己任、在廣泛的 浙江舟山焊管領域里,為客戶提供及時有效的解決方案.


管線管激光焊接加工工藝 管線管的焊接前準備充分與一般的低碳鋼是相同的,務必注意的是要認真處理好焊縫規格型號和附近的熱鍍鋅層。便于熔透,焊縫規格型號要適當,一般60~65°,要留有一定的間隙,一般為1.5~2.5mm;便于減少鋅對焊接的滲透到,在焊之前,可將焊縫內的熱鍍鋅層以后再焊。 在實際工程監理工作方面,采用了集中打焊縫,沒留鈍邊制作工藝進行集中控制系統,兩層激光焊接加工加工工藝,減少了未熔透的幾率。 焊條應根據鍍鋅鋼管的基本原材料選用,一般低碳鋼由于充分考慮易可執行性,選用J422較為普遍。 焊接技巧:在焊兩層焊的一層焊接時,盡量使鋅層融化并使之汽化、蒸發而逸出焊接,可大大減少液態鋅留在焊接中。 在焊角焊縫時,一樣在一層盡量使鋅層融化并使之汽化、蒸發而逸出焊接,其方法是先將焊條頂部向前約5~7mm左右,當使鋅層融化后再回到原來位置再度向前電焊焊接。 再橫焊和仰焊時,如選用短渣焊條如J427,錯口趨于會并不大;倘若采用上下左右往返運條專業性,更可以得到無缺陷的電焊焊接質量。



管線管電焊焊接濺出的方法 管線管電焊焊接濺出的危害主要表現在:減少電焊焊接熔敷率,減少電焊焊接生產效率;濺出物易黏附在焊接件和噴頭上,危害激光焊接品質,使電焊焊接工作標準下降及施工時間;電焊焊接熔合不穩定,造成焊接外觀設計比較不光滑等缺點。要避免濺出的產生,下列五個對策應當對您有些協助: (一)管線管電弧焊中,針對每一種孔徑焊條的濺出率和電焊焊接電流量中間都具有著一定的規律性:在小電流量區濺出率較小,進到大電流量區濺出率也較小,而正中間區濺出率大。因此在挑選電焊焊接電流量時,應盡量繞開濺出率高的電流量地區。 (二)焊條外伸長短應盡量減少,可以更合理地降低管線管電焊焊接濺出。 (三)氣體保護焊機選用正正負極時因為電孤受陽極氧化色斑工作壓力危害,濺出猛增且顆粒物大,因而一般選用直流電反正負極接線方法。 (四)在電焊焊接控制回路中串連大的電感器。選用中等水平電流量標準氣體保護焊時,因弦長較短,與此同時熔滴和熔合都是在不斷地健身運動,熔滴與熔合非常容易產生短路故障全過程,因此氣體保護焊除大滴狀抵觸銜接外,也有一部分熔滴是短路故障銜接,在電焊焊接控制回路中串連大一些的電感器,使短路容量升高速度比較慢一些,那樣可以恰當地降低管線管電焊焊接濺出。 (五)氣焊槍豎直電焊焊接管線管時濺出量少,歪斜視角越大,濺出就越大。根據實踐經驗證明,氣焊槍前伸或后傾好不超過20°,大不可以高于25°。

【總結】:在浙江省舟山市采買管線管焊管定制不額外收費到鵬鑫鋼鐵有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李經理-15106358106,QQ:595117986,地址:《山東聊城經濟開發區武夷山路》。










