想要直觀了解X60螺旋管-X60螺旋管免費寄樣產品嗎?別猶豫,快來觀看我們的視頻,讓產品自己說話!
以下是:X60螺旋管-X60螺旋管免費寄樣的圖文介紹

螺旋管生產工藝分析:
(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。
(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。
(3)成型前,帶鋼經過矯平、江西宜春附近剪邊、江西宜春同城刨邊,表面清理輸送和予彎邊處理。
(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。
(5)采用外控或內控輥式成型。
(6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。
(7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接規(guī)范。
(8)焊完的焊縫均經過在線連續(xù)超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。

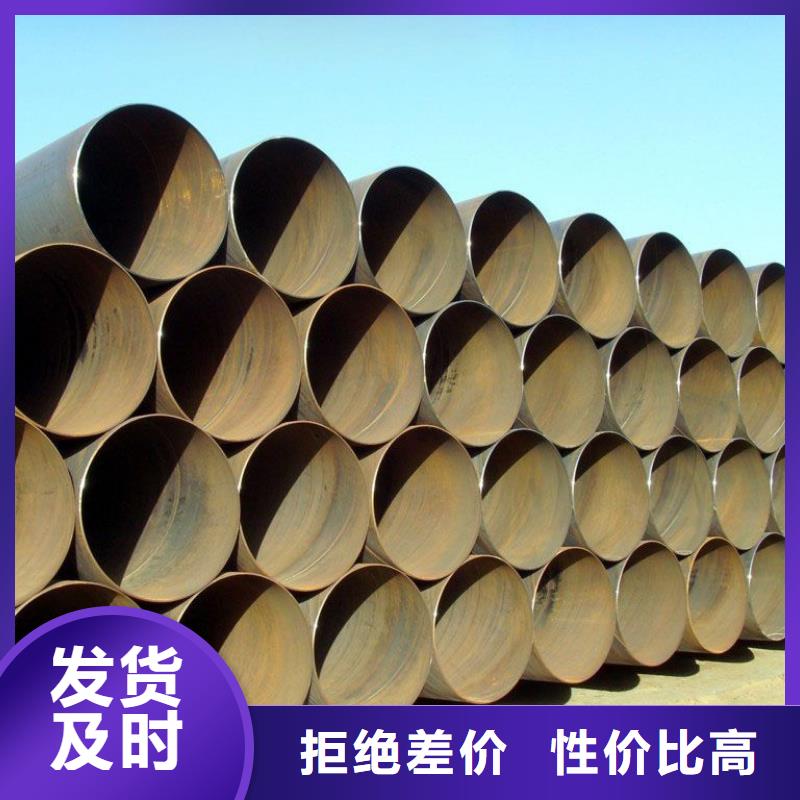
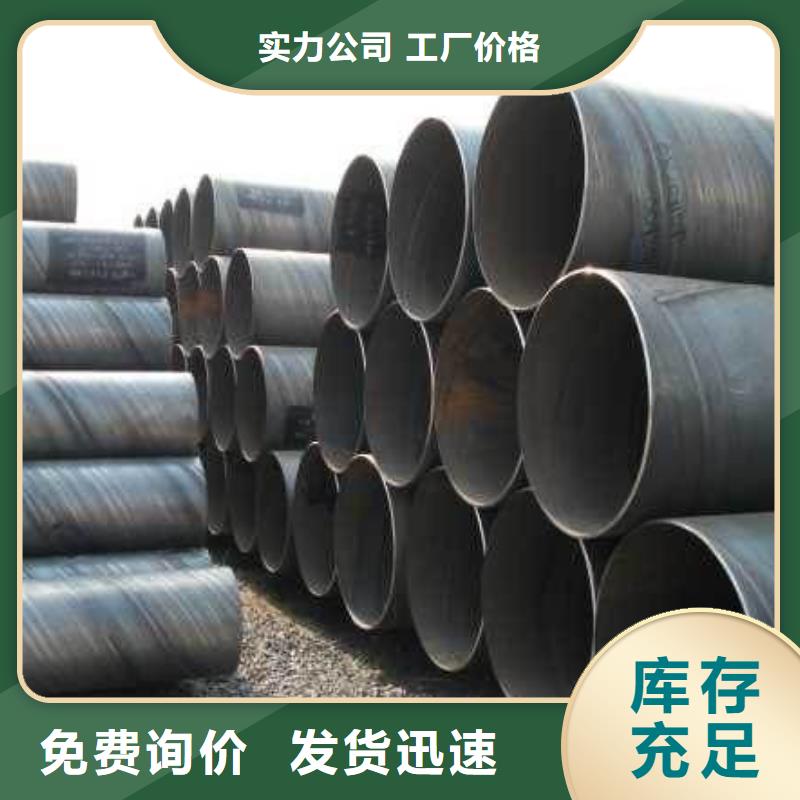
螺旋管是以螺旋鋼卷為原料制成的螺旋焊縫鋼管,其經常被加熱和擠壓,并通過自動雙絲雙面埋弧焊工藝進行焊接。 螺旋鋼管將帶鋼送入焊接管單元。 在經過多輥軋制后,將帶材逐漸卷成具有開口間隙的圓形管坯。 調整壓輥的縮徑以將焊接間隙控制在1?3mm,并使焊點的末端平齊。
焊接加工
1.如果間隙太大,則鄰近效應會降低,渦流熱會不足,焊縫晶間接頭會變質且未熔合或破裂。
2.如果間隙太小,則鄰近效應會增加,焊接熱會太大,焊縫會燒焦; 否則將壓制和軋制焊縫以形成深坑,這會影響焊縫的表面質量。


螺旋管在制作螺旋焊管過程中,需注意以下幾個問題:
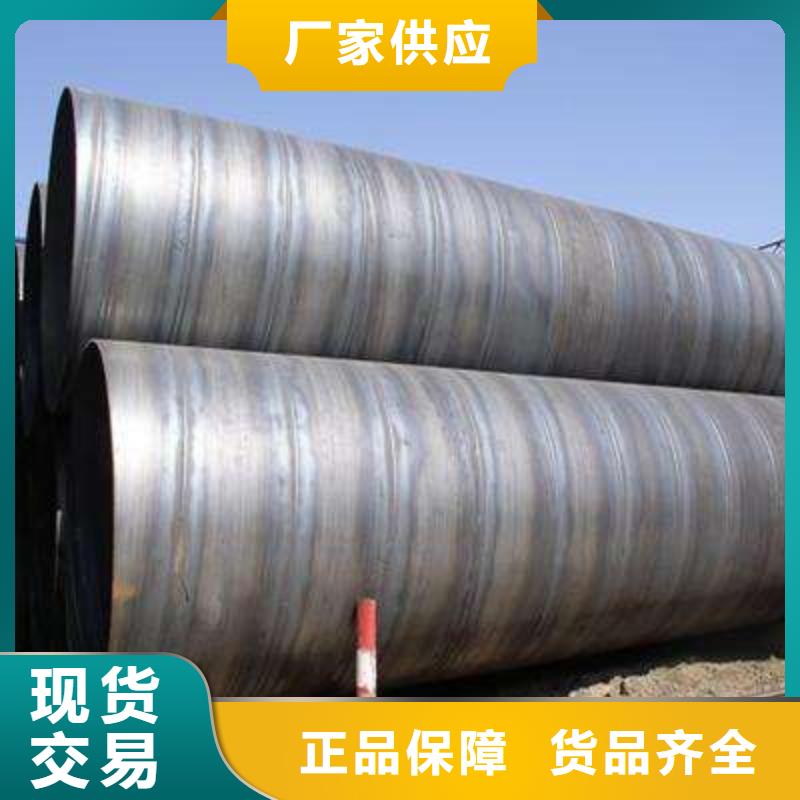
涂油打標:在檢查合格的螺旋鋼管進行涂油操作以防腐蝕,并根據客戶的要求進行打標。 矯平銑邊:使用壓砧機將原來卷曲的鋼板調平,再通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、江西宜春當地板邊平行度和坡口形狀。剪切成型:將鋼 板沿外沿螺旋卷曲成管狀。對焊切割:采用雙面埋弧焊技術進行預焊接,內焊接,外焊接。將焊接成型的鋼管使用等離子尺切割成規(guī)范長度。目視檢查:由專業(yè)技術人員對一些基本的參數進行檢查。



聚力群達金屬材料有限公司堅持以共同發(fā)展、成長、共贏,創(chuàng)造價值;一切以客戶的價值為根本;用感恩的心做人,用高質量 江西宜春光亮扁鋼贏的尊重! 竭誠歡迎新老朋友蒞臨我公司考察指導,并愿建立長期合作關系,我們將提供熱情的服務 熱誠為您服務!


