

聯系我們

您也許對延安本地以下產品新聞也感興趣
- 景區雕塑價值觀標牌質量放心
- 截流井閘門【電動啟閉機】實力優品
- 精密鋼管品質服務
- 重慶到貨運回程車整車運輸公司先托運后付款
- 激光切割機-激光切割機2000w專業生產設備
- 【橋梁景觀護欄不銹鋼橋梁護欄廠家直銷售后完善】
- 壓餅機多功能撕裂機廠家自營品質有保障
- 公共區域吸煙亭生產基地
- 花崗石實驗平臺精度等級
- 激光切割機1500w光纖激光切割機豐富的行業經驗
- 多功能可定制宣傳欄燈箱 戶外宣傳欄燈箱 不銹鋼宣傳欄燈箱 太陽能宣傳欄燈箱 發光宣傳欄燈箱 垃圾分類宣傳欄燈箱 戶外防銹液壓宣傳欄燈箱 校園宣傳欄燈箱定制 文化長廊宣傳欄燈箱 核心價值觀宣傳欄燈箱來圖定制
- 數控等離子切割機板管光纖激光切割機助您降低采購成本
- 景區雕塑價值觀標牌質量放心
- 截流井閘門【電動啟閉機】實力優品
- 精密鋼管品質服務
當前位置:
武漢 華宇誠數控科技有限公司 >
延安當地行業新聞News
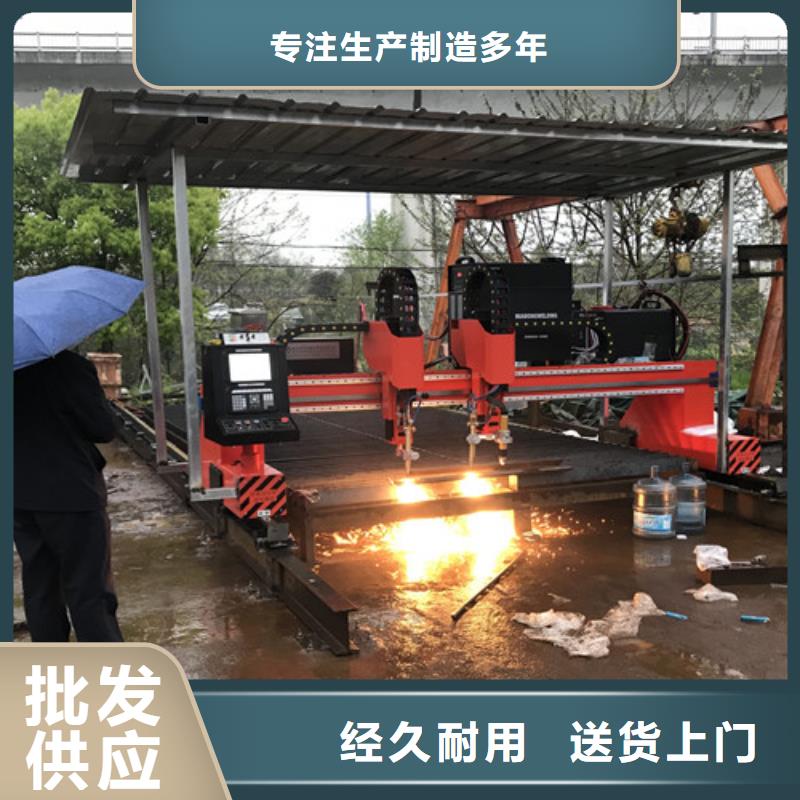
數控等離子切割機板管光纖激光切割機助您降低采購成本
更新時間:2025-02-08 15:55:46 瀏覽次數:3 公司名稱:武漢 華宇誠數控科技有限公司
以下是:數控等離子切割機板管光纖激光切割機助您降低采購成本的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電儀 |
| 發貨期限 | 3天 |
| 供貨總量 | 999 |
| 運費說明 | 供方支付 |
| 最小起訂 | 1 |
| 是否廠家 | 生產廠家 |
| 產品材質 | 鋼結構 |
| 產品品牌 | 華宇誠數控 |
| 產品規格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 產品型號 | YCLM-4000 |
| 質保時間 | 2年 |
| 適用領域 | 金屬鋼板切割 |
以下是:數控等離子切割機板管光纖激光切割機助您降低采購成本的圖文視頻


數控等離子切割機板管光纖激光切割機助您降低采購成本,華宇誠數控科技有限公司為您提供數控等離子切割機板管光纖激光切割機助您降低采購成本,聯系人:,電話:18986290037、18986290037,QQ:1051088151,請聯系華宇誠數控科技有限公司,發貨地:武漢江夏區廟山工業園特1號發貨到陜西省 延安市 寶塔區、延長縣、延川縣、子長市、安塞區、志丹縣、吳起縣、甘泉縣、富縣、洛川縣、宜川縣、黃龍縣、黃陵縣。 陜西省,延安市 2022年,延安市實現地區生產總值(GDP)2231.93億元,其中,產業增加值226.49億元,第二產業增加值1401.35億元,第三產業增加值604.09億元。三次產業構成為10.1:62.8:27.1。人均生產總值98390元。
想知道數控等離子切割機板管光纖激光切割機助您降低采購成本產品的獨特魅力嗎?視頻里的產品介紹,比文字更有說服力,一看便知!
以下是:數控等離子切割機板管光纖激光切割機助您降低采購成本的圖文介紹

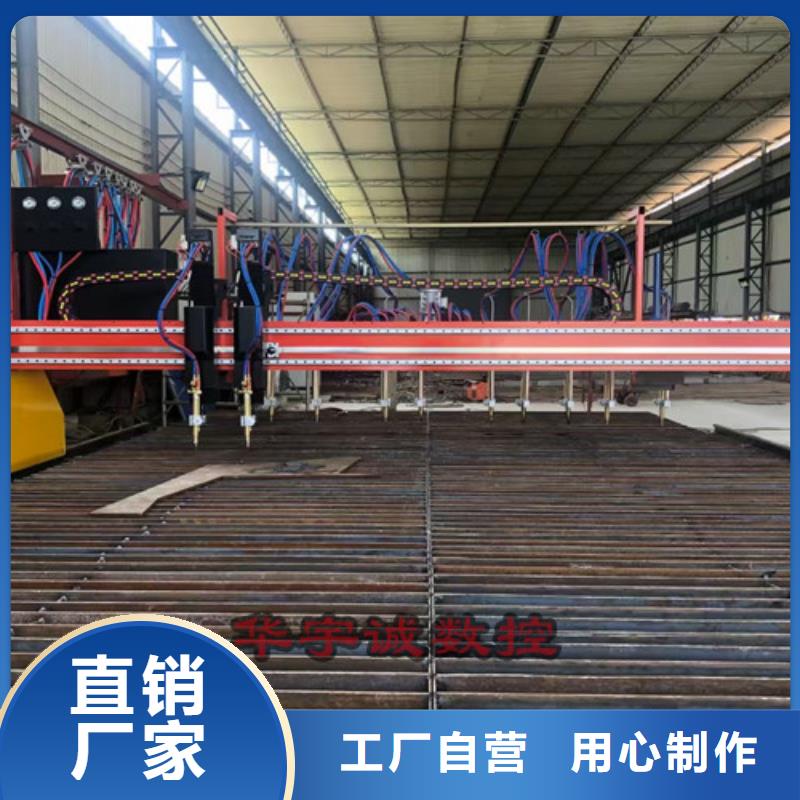
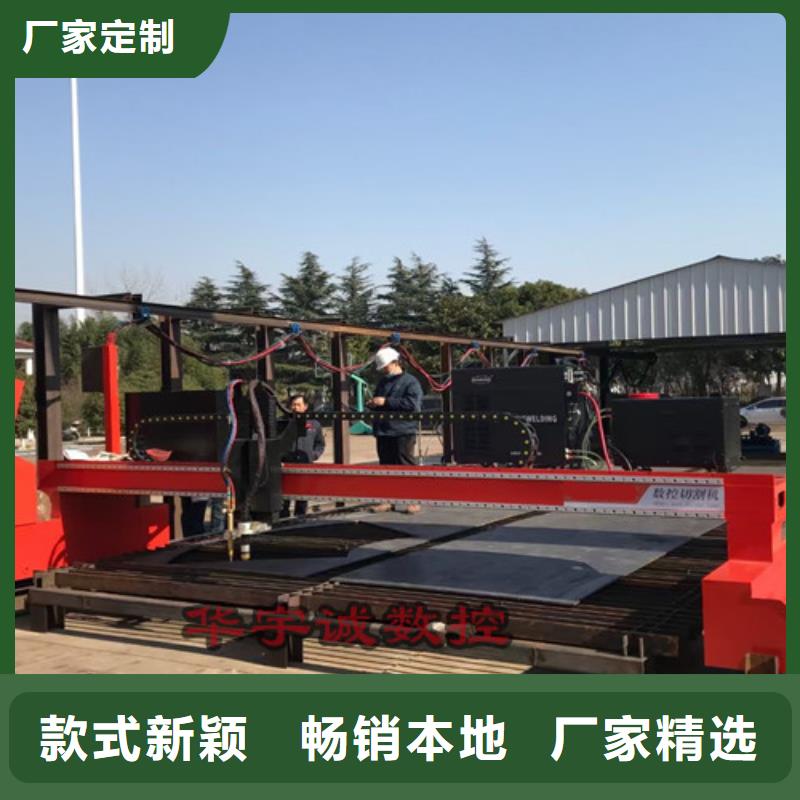
華宇誠數控科技有限公司
華宇誠數控科技有限公司經過全體員工長期以來堅持不懈的努力,現已發展成為一家集設計開發、生產加工、銷售、服務為一體的高新技術企業;是中國專業從事 陜西延安大功率激光切割機等制造商之一。


數控等離子切割機0該如何選擇,哪家質量好
對于數控等離子切割機0而言,好的品牌質量才能真正提高生產加工質量。數控等離子切割機0同一般半自動切割相比,其數控切割設備擁有眾多特優勢,如高能效、維護成本低、更加便捷的方案。在選取綜合的臺式數控切割解決方案前,考慮事項以及培訓事宜、普通切割材料的類型和厚度,以及要求的切割質量很重要。
1.設備的制造工藝,
從外觀可以看出一臺設備的制造工藝水平,無論從鈑金件還是選用零配件的質量還是外觀形狀,都能反映出一個廠家對產品質量的嚴格要求,選擇外觀做工細致,零部件質量可靠的廠家,在設備的穩定性能及質量上有所;
2.完善的售后服務體系,
任何一種工業設備,都不可能不用維護,所以完善的售后服務有助于設備的正常運行和客戶的正常生產,效率和經濟效益。
3.顧客還要根據自身加工場所的不同,
以及所要切割的板材的尺寸大小來選購。如果是一般的的中小企業板材加工,可以考慮便攜式數控切割機和懸臂式數控切割機,此類機型結構輕巧,并且成本較為低廉。在厚度不大的切割領域,特別是一些鈑金和廣告行業,就可以利用數控等離子切割機0的。對于一些異型切割,由于是特殊切割,可以考慮用數控相貫線切割機。比較大的板材,由于切割跨度大,小型的切割機很難適應,或者操作起來難度很大,一般情況下,就要用到龍門式數控切割機,此類設備用戶可以根據自身的加工條件向生廠家定做。



數控等離子切割是集數控、等離子和逆變電源技術于一體的高新技術,相對數控火焰切割具有切割速度快、效率高、切割面質量好、切割尺寸、工件熱變形小等優點,在鐵路、船舶、航空和機械制造等制造業中得到廣范應用。目前,制備車間有兩臺數控等離子切割設備,主要用于長大配件、形狀復雜的異形工件的切割下料,尤其是在當前公司小批量多品種訂單較多的生產形勢下,數控等離子切割的優勢愈加明顯。本文主要針對數控切割過程中出現的常見質量問題進行原因分析,并提出了解決和控制措施。1.數控等離子切割的工作原理數控等離子切割是以高溫、高速的等離子弧為熱源,以壓縮氣體為工作介質 , 通過被壓縮氣體電離形成高溫、高速的等離子電弧 , 將被切割的金屬或非金屬局部熔化(或蒸發),同時用高速、高壓氣流將已熔化的金屬或非金屬“吹離”基體而形成狹窄而光潔切口的一個過程,如圖1所示。圖片圖 1 數控等離子切割示意2.影響數控等離子切割的因素分析與控制措施數控等離子切割常見的質量缺陷有:穿孔缺陷、切割變形、熔渣、斷面傾斜以及波紋等。而在實際生產中影響切割質量的因素主要有:切割程序代碼、原材料平面度及內應力、起收弧缺陷、切割速度、切割順序、弧壓高度等,這些因素控制不當都會產生質量缺陷,因此如何采取控制措施質量缺陷是我們需要解決的主要問題。(1)切割程序代碼 數控等離子切割是通用數控程序代碼來實現產品加工的,因此程序代碼的正確與否,直接影響產品切割質量。在車間以往的切割生產中,曾發生過因程序代碼錯誤和錯誤調用產生的質量問題。控制措施:解決這一問題就要從源頭上加以控制,一是增加數控程序的校核過程,確保切割代碼正確性;二是建立程序和圖紙的資源庫,減少因多次編制造成的錯誤概率增加;三是對程序進行統一編號,規范管理,如:利用物料代碼的性對程序進行編碼,可以避免因程序調用錯誤產生質量問題。(2)原材料的不平度和內應力 原材料的不平度和內在應力,對切割質量的影響非常大。目前車間使用的大部分原材料在切割前都要經過預處理線拋丸除銹和底漆噴涂,尤其是2~8mm的卷板,在經過拋丸處理以后,內部應力分布不均勻,板材會產生不同程度的變形,影響數控等離子切割的尺寸精度。控制措施:針對原材料不平度和內應力,可以在切割前,對原材料增加一道校平工序,進一步釋放板材內在應力,一般將板材的平面度控制在≤2mm/m2,能夠有效保證切割產品質量。(3)起收弧缺陷 起收弧缺陷是等離子切割件中常見的切割缺陷。起弧缺陷一般是由板料不平、工件切割過程中發生變形或位移,起弧線、補償值設置不合理等原因造成的。由于板料不平,工件和母板脫離時會向下掉落,掉落瞬間會被等離子流灼傷,造成起弧缺陷。控制措施:根據實際情況設置提前收弧時間,使工件掉落時剛好停弧或者在編程時去掉引出線。另外對于工件切割過程中發生變形或位移,產生的起收弧微小缺陷可以通過設置四分之一圓弧的起收弧線來彌補。(4)切割速度 切割速度主要是影響切割斷面的斜度和波紋。切割速度加快會導致切口斜度變大,過快會在切口處出現波紋和毛刺,甚至會無法切透或斷弧。切割速度過慢也會出現毛刺,并會使切縫變寬,影響工件尺寸與質量,降低了切割效率。控制措施:數控等離子切割不同厚度的鋼板時,需選擇不同型號割嘴和耗材,同時也對應著不同的切割速度和切割參數設置。附表是本人針對精細等離子切割機整理的常用板材選擇割嘴和切割速度。精細等離子常用板材切割速度圖片(5)切割順序 切割順序的選擇對于保證切割質量也非常關鍵。尤其是在多種配件數控套裁下料時,切割順序的選擇將影響整張板材的成品率。在車間D11配件生產中,就出現了因切割順序選擇不當造成母材變形產生位移,使后續產品無法完成切割情況。控制措施:切割順序選擇應遵循先內后外,先小后大的原則;即先切割工件內輪廓,后切割外輪廓;先切割母材中面積小的零件,后切割大尺寸的零件,可使尺寸大的零件周邊的材料質量變輕,有利于減小大尺寸零件切割時產生的熱變形偏差;此外,在能保證的切割質量的前提下,應盡量選擇近的切割路線。(6)弧壓高度控制 弧壓高度是指在切割過程中等離子割炬與工件表面的高度距離,弧壓的高度主要會影響工件切口的斷面質量,因此弧壓控制也很重要,控制不當會導致斷弧或熔切不透。控制措施:在實際切割過程中 ,調整割炬高度與電弧壓力:割炬高度一般應在 3~6mm 之間,根據實際板厚與板料的不平度情況微調割炬高度與電弧壓力,在其他因素不變的情況下可減小切口的斜度,改善切口質量,減少斷弧率,達到更加理想的效果。、3.結語綜上所述,根據數控等離子切割工藝的特點和規律,通過采取得當措施就可減少切割缺陷、控制切割質量。總之,數控等離子切割機的切割質量控制除了以上提到的因素外還有其它影響因素,需要我們在實際操作中總結經驗并不斷改進。隨著數控技術自動化、柔性化、集成化、高速化的發展,我們相信數控切割技術的應用會越來越廣泛,而數控等離子切割技術也將會越來越完美。



數控等離子切割機切割速度和電源之間的關系我們都知道目前市場上的數控火焰切割機的切割厚度范圍為6-200mm,而數控等離子切割機的切割厚度去取決于與之相匹配的等離子電源的大小。因此我們可以將數控等離子切割機的速度與等離子電源選擇直接掛鉤,或者換個角度來理解就是,如果企業希望提高數控等離子切割機的生產加工效率,更換等離子電源將是為經濟和直接的手段。數控等離子切割機速度和電源之間的關系表現在以下幾三個個方面:1、等離子切割機的型號,此型號一般為等離子切割機輸出電流大小,例如40A、60A、100A、200A等。根據機型功率的大小不同,選擇的切割電流大小不同,切割速度也不盡相同,以上你給出的數據沒有說明你選的是什么品牌及型號的等離子切割機,所以無法給出詳細的數據;2、切割工件的材質不同,根據不同的切割材質,切割速度也不同,常見的切割材料:碳鋼、不銹鋼切割速度較快、鑄鐵稍慢、其次是鋁、慢的是銅,因為銅和鋁比較難切,切割速度比前兩種要慢得多,而且同等功率的等離子切割銅和鋁材時切割厚度比不銹鋼、碳鋼要小得多。3、切割現場輸入電壓的大小,一般工廠電源電壓為交流380V,但由于各工廠現場的情況不同,一般電壓在365V到410V之間波動(當然甚至有的地方相差更大),因此輸入電壓也是影響切割速度的一個因素。企業如果覺得數控等離子切割機的切割速度滿足不了自己的需求時,多半是等離子電源出了問題。我們在選擇數控等離子切割機時,一定要選擇適合自己生產需要的等離子電源,否則就會出現事倍功半的現象。

數控等離子切割機板管光纖激光切割機助您降低采購成本,華宇誠數控科技有限公司為您提供數控等離子切割機板管光纖激光切割機助您降低采購成本產品案例,聯系人:,電話:18986290037、18986290037,QQ:1051088151,發貨地:江夏區廟山工業園特1號。