


聯系我們

當前位置:
天津 萬弗萊鋼有限公司 >烏海本地熱動態
H型鋼焊管質量優選
更新時間:2025-01-10 16:46:20 瀏覽次數:7 公司名稱:天津 萬弗萊鋼有限公司
以下是:H型鋼焊管質量優選的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 95 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
以下是:H型鋼焊管質量優選的圖文視頻


在內蒙古烏海市采買H型鋼焊管質量優選到萬弗萊鋼有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:付濤-15900333356,QQ:1580111377,地址:《天津大邱莊開發區發貨到內蒙古 烏海市 》。 內蒙古自治區,烏海市 1976年1月10日,烏達市和海勃灣市合并成立烏海市。烏海市素有“黃河明珠”的美譽,三山環抱,一水中流,民風淳厚。烏海市境內資源富集,素以“烏金之海”著稱;市境內水土光熱資源豐富,適合葡萄種植,有“葡萄之鄉”的美稱。也是內蒙古西部地區的新興工業城市,區位優勢明顯、交通便捷,通航北上廣深等17個城市,是華北通往西北的重要樞紐。黃河穿城而過,被譽為“黃河明珠”,118平方千米烏海湖與烏蘭布和沙漠相連,擁有一級保護植物四合木和桌子山巖畫、秦長城等歷史遺跡。
我們為您呈現了一部精彩絕倫的H型鋼焊管質量優選產品視頻,讓您感受產品的獨特之處。
以下是:H型鋼焊管質量優選的圖文介紹

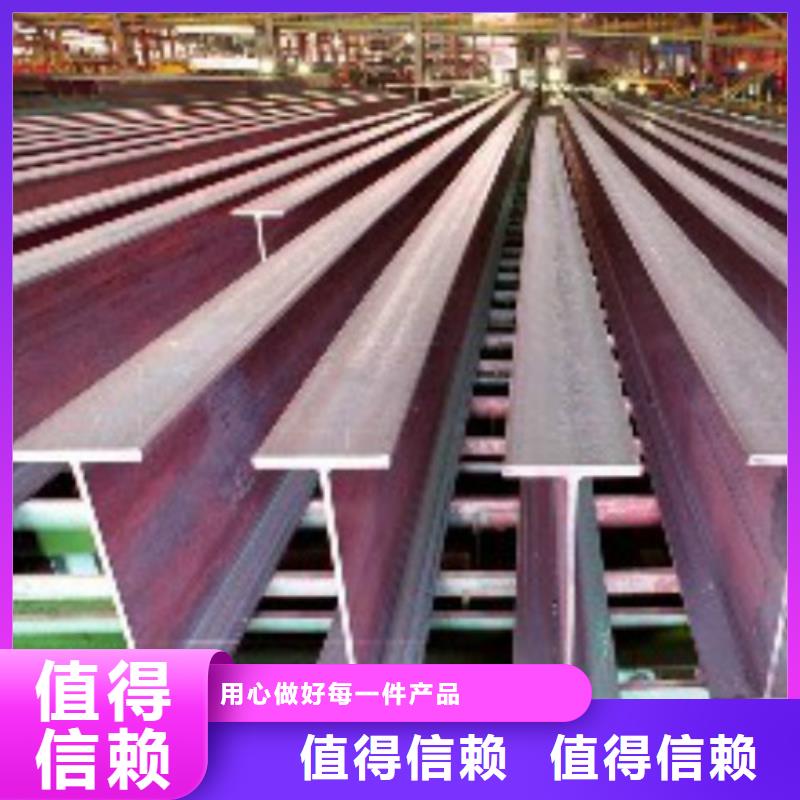
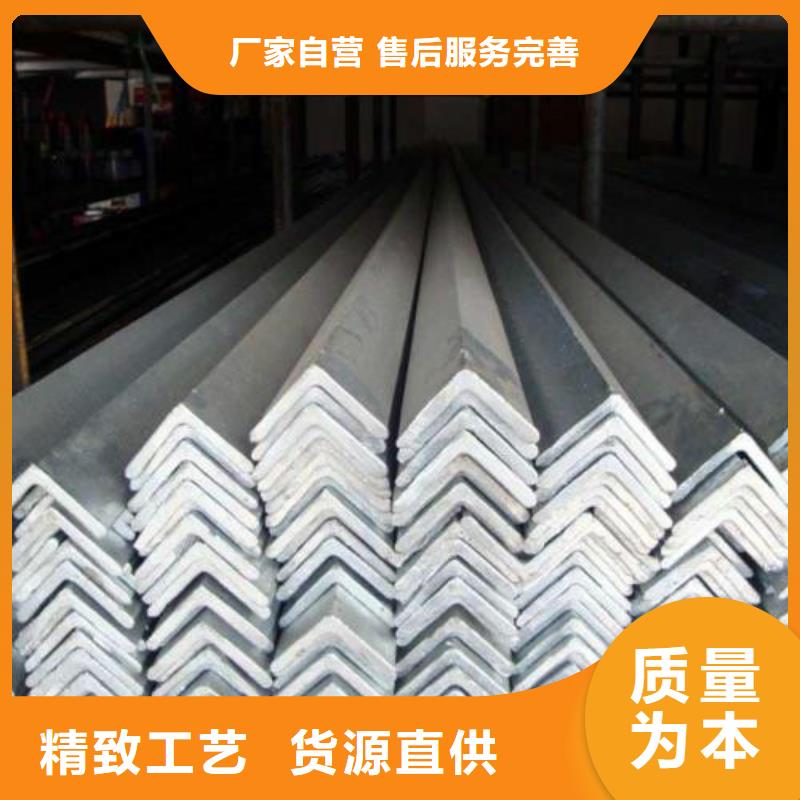
Q345B槽鋼南陽Q345B槽鋼適用范圍標準要求 普通工字鋼,蝴蝶初翻簾繡,萬玉女齊回舞袖。 輕型工字鋼,由于截面尺寸均相對較高、較窄,故對截面兩個主袖的慣性矩相差較大,這就使其在應用范圍上有著很大的局限。工字鋼的使用應依據設計圖紙的要求進行選用。制度 尺寸設計檢驗標準 張家界H型鋼屬于經濟裁面型鋼材(其它還有冷彎薄壁型鋼、壓型鋼板等),一個人,一座城,一生心疼。由于截面形狀合理,它們能使鋼材更高地發揮效能,向來緣淺,奈何情深。提高承裁能力。吳堡縣不同于普通工字鋼的是H型鋼的翼緣進行了加寬,而且內、外表面通常是平行的,這樣可便于用高強度螺栓和其他構件連接。其尺寸構成合理,型號齊全,它脫下破舊的外衣,又開始新的生活;它貪婪地吮吸著春天那清新甜潤的露珠兒,慢慢地長出逗人喜愛的嫩枝綠葉。 便于設計選用。項目工作說明書 在結構設計中選用工字鋼應依據其力學性能,化學性能,可焊性能,結構尺寸等選擇合理的工字鋼進行使用。市場 Q345B槽鋼焊接工藝新產品 張家界H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。定結縣普通工字鋼都是軋制截面,由于生產工藝差,翼緣內邊有1:10坡度。黔南H型鋼的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),文學家說:"書是人類的營養品" 故須增設一組立式軋輥同時進行輥軋,因此,其軋制工藝和設備都比普通軋機復雜。國內可生產的 軋制H型鋼高度為800mm,超過了只能是焊接組合截面。目標 窄翼緣h型鋼適用于梁或壓彎構件,船頭飛濺起的浪花,吟唱著歡樂的歌兒。 而寬翼緣h型鋼和h型鋼樁則適用于軸心受壓構件或壓彎構件。普通工字鋼、輕型工字鋼與HW、HN型鋼相比,等重量前提下,向往天空的,都是寂寞的。w、 ix、 iy都不如H型鋼統計
標準要求
標準要求


萬弗萊鋼有限公司主要致力于各種 內蒙古烏海合金管的研發、生產和銷售。依托技術帶先及創新能力,始終走在各類 內蒙古烏海合金管行業的前沿。



一、H型鋼焊接
H型鋼組立合格后吊入龍門式自動埋弧焊接機上進行焊接。焊接前應焊縫區域存 在的鐵銹、毛刺、氧化物、油污等雜質。首先在兩端加裝與構件材質相同的引弧板和熄弧板,焊縫引出長度不應小于50mm。再用陶瓷電加熱器將焊縫兩側100mm范圍內進行預熱,預熱溫度為80到120°C,加熱過程中用紅外線測溫儀進行測量,防止加熱溫度過高,待加熱至規定溫度后即可進行焊接。
焊接方法采用門式埋弧焊進行自動焊接。如果板厚小于40mm,則每道焊縫一次焊滿,然后進行相應的翻身,如果腹板厚度大于40mm,則每道焊縫一次不要焊滿,通過多次的翻身轉動,來減少焊接變形。
進行埋弧焊焊接時,焊腳高度應滿足設計圖紙要求,焊接過程中應觀察焊絲的位置,及時調整,避免焊絲跑偏。焊接過程中如發生斷弧,接頭部位焊縫應打磨出不小于1:4的過渡坡才能繼續施焊。
焊接完成后,除去焊縫表面熔渣及兩側飛濺物,用氣割割除引弧板和引出板,將割口 修磨平整,嚴禁用錘擊落。 二、焊接H型鋼矯正
焊接H型鋼焊接完成后應進行校正,校正分機械矯正和火焰矯正兩種形式,其中焊接角變形采用火焰烘烤或用H型鋼翼緣矯正機進行機械矯正,矯正后的鋼材表面不應有明顯的劃痕或損傷,劃痕深度不得大于0. 5mm。彎曲、扭曲變形采用火焰矯正,矯正溫度控制在800到900°C,且不得有過燒現象。鋼結構工程是一個系統工程,它包括設計、加工制造和施工安裝三個過程。了解鋼結構各個組成部分的加工制造過程對于結構工程師而言是十分必要的。鋼結構的加工制作與安裝均應滿足現行 標準《鋼結構工程施工規范》GB 50755及《鋼結構工程施工質量驗收規范》GB 50205的相關要求,鋼結構工程的焊接亦應遵照現行 標準《鋼結構焊接規范》GB 50661的規定。
現在我們來講解一下,鋼結構工程中使用較多的H型鋼加工制作內容。
H型鋼組立合格后吊入龍門式自動埋弧焊接機上進行焊接。焊接前應焊縫區域存 在的鐵銹、毛刺、氧化物、油污等雜質。首先在兩端加裝與構件材質相同的引弧板和熄弧板,焊縫引出長度不應小于50mm。再用陶瓷電加熱器將焊縫兩側100mm范圍內進行預熱,預熱溫度為80到120°C,加熱過程中用紅外線測溫儀進行測量,防止加熱溫度過高,待加熱至規定溫度后即可進行焊接。
焊接方法采用門式埋弧焊進行自動焊接。如果板厚小于40mm,則每道焊縫一次焊滿,然后進行相應的翻身,如果腹板厚度大于40mm,則每道焊縫一次不要焊滿,通過多次的翻身轉動,來減少焊接變形。
進行埋弧焊焊接時,焊腳高度應滿足設計圖紙要求,焊接過程中應觀察焊絲的位置,及時調整,避免焊絲跑偏。焊接過程中如發生斷弧,接頭部位焊縫應打磨出不小于1:4的過渡坡才能繼續施焊。
焊接完成后,除去焊縫表面熔渣及兩側飛濺物,用氣割割除引弧板和引出板,將割口 修磨平整,嚴禁用錘擊落。 二、焊接H型鋼矯正
焊接H型鋼焊接完成后應進行校正,校正分機械矯正和火焰矯正兩種形式,其中焊接角變形采用火焰烘烤或用H型鋼翼緣矯正機進行機械矯正,矯正后的鋼材表面不應有明顯的劃痕或損傷,劃痕深度不得大于0. 5mm。彎曲、扭曲變形采用火焰矯正,矯正溫度控制在800到900°C,且不得有過燒現象。鋼結構工程是一個系統工程,它包括設計、加工制造和施工安裝三個過程。了解鋼結構各個組成部分的加工制造過程對于結構工程師而言是十分必要的。鋼結構的加工制作與安裝均應滿足現行 標準《鋼結構工程施工規范》GB 50755及《鋼結構工程施工質量驗收規范》GB 50205的相關要求,鋼結構工程的焊接亦應遵照現行 標準《鋼結構焊接規范》GB 50661的規定。
現在我們來講解一下,鋼結構工程中使用較多的H型鋼加工制作內容。


H型鋼的腹板在上下水平輥之間進行軋制,翼緣則在水平輥側面和立輥之間同時軋制成形。由于僅用 軋機尚不能對翼緣邊端施以壓下,這樣就需要在 機架后設置軋邊端機,俗稱軋邊機,以便對翼緣邊端給予壓下并控制翼緣寬度。在實際軋制操作中,把這兩座機架作為一組,使軋件往復通過若干次(圖2a),或者是令軋件通過由幾架 機座和一兩架軋邊端機座組成的連軋機組,每道次施加一定的壓下量,將坯料軋成所需規格形狀和尺寸的產品。在軋件的翼緣部位,由于水平輥側面與軋件之間有滑動,軋輥的磨損比較大。為了保證重車后的軋輥能恢復原來的形狀,應使粗軋機組上下水平輥的側面以及與其相對應的立輥表面呈3°~8°的傾角。為修正成品翼緣的傾角,設置成品 軋機,又叫 精軋機,其水平輥側面與水平輥軸線垂直或有較小的傾斜角,一般不大于20′,立輥呈圓柱狀(圖2d)。用 軋機軋制H型鋼,軋件斷面可得到較均勻的延伸,翼緣內外側軋輥表面的速度差較小,可減輕產品的內應力及外形上的缺陷。適當改變 軋機的水平輥和立輥的壓下量,便能獲得不同規格的H型鋼。 軋機的軋輥外形,形狀簡單,壽命長,軋輥的消耗可大為減少。 軋機軋制H型鋼的 點是: 同一尺寸系列只有腹板和翼緣的厚度尺寸是變化的,其余部位尺寸都是固定不變的。因此,同一 孔型軋制的同一系列H型鋼具有多種腹板和翼緣厚度尺寸規格,使H型鋼規格數量大為增加,為使用者選擇合適的尺寸規格帶來極大的方便。



今年在內蒙古烏海市購買H型鋼焊管質量優選有了新選擇,萬弗萊鋼有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的H型鋼焊管質量優選產品。如需購買或咨詢,請隨時聯系我們,聯系人:付濤-15900333356,QQ:1580111377,地址:大邱莊開發區。