

為了讓您更地了解我們的珩磨管缸筒產地采購,我們精心制作了產品視頻。我們將帶您領略產品的非凡之處,讓您對它有更深入的了解和認識。
以下是:珩磨管缸筒產地采購的圖文介紹

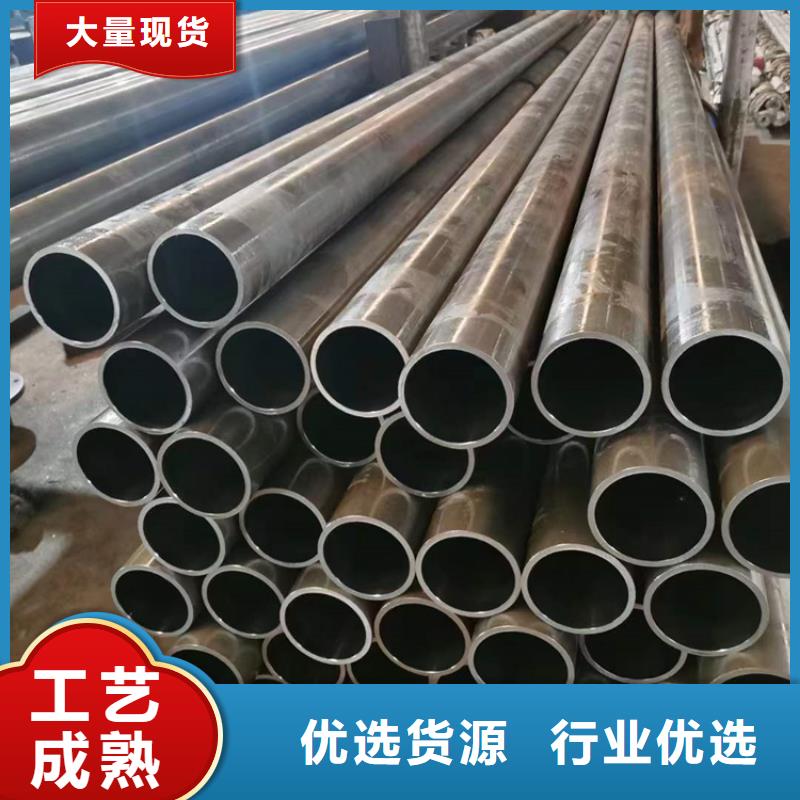
山東威海企業旺旺珩磨管絎磨管油缸管滾壓后的表面粗糙度大大減小,提高了絎磨管的配合性。珩磨管所謂滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使表面的不平整度碾平,從而達到改變表面結構、機械特性、性質和尺寸的終目的。這種滾壓加工技術是磨削無法做到了,同時滿足光整加工和強化的要求。滾壓加工的原理是利用金屬在常溫狀態下的冷塑性特點,利用滾壓工具對工件施加一定的壓力,使工件表層金屬產生塑性流動,從而降低工件表面的粗糙程度。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,提高金屬硬度和強度,改善工件表面的耐磨性、耐蝕性和配合性。油缸專用絎磨管生產加工工藝我廠擁有多臺大型珩磨機和專業的操作人員。主要生產液壓缸筒,標準絎磨管,高精度冷拔管,氣缸管等產品。特殊要求的需定制且雙方協議即可! 絎磨管是用4~6根砂條組成的珩磨頭對內孔進行光整加工。珩磨不但生產率高,并且加工精度也很高,一般尺寸精度可達IT5~IT6級,表面粗糙度可達0.8~0.1μm,并且能修正孔的幾何形狀偏差。


油缸缸筒選用的就是大口徑的珩磨管,并在其端部配有支承襯套,要跟大家強調的是珩磨管支承襯套的裝配部位和裝配間隙,不能出現較大的誤差,以免損壞缸筒內壁,甚至是導致鋼桶報廢。一般情況下,支承襯套是鑲在珩磨管導向套內徑凹槽處,它主要是對活塞桿起導向及支承作用,要求其內徑與活塞桿外徑間隙保持在0.08-0.16mm之間。如果間隙小于0.08mm時,活塞桿的運動阻力就會增大,造成油缸發顫,支承襯套磨損加快,嚴重時伴有異響,失去支承作用。但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發生偏磨,使得襯套單邊受力,導致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內徑接觸,其理想的設計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。



山東威海珩磨管絎磨管油缸管珩磨油缸管有些變化是對外部電源的需要,但也要付出代價。當傳統的道路已經行不通了,企業迫切需要尋找新的發展路徑,當沒有什么比“倒逼機制”更有效得多。“要規模”是在新的常態,倒逼企業經濟發展方式,顛覆思維和生產組織的傳統模式,不斷求新求變,不斷追求超越自我的突破,只有這樣,才能實現可持續發展。珩磨油缸管余勇深有感觸地說,珩磨油缸管改革前的“陣痛”,但蝴蝶成長的煩惱。涅槃是一種痛苦鳳凰浴火重生,只要我們看看它與發展的角度來看,把它和使用改革,將能夠成功地找到解決“陣痛”食譜。在整個“關閉”,中國珩磨油缸管業將在更廣闊的發展空間,迎來。珩磨油缸管



安達液壓機械有限公司以 山東威海液壓油缸管產品質量為基石謀求發展,以誠信為根本謀求利益,把 山東威海液壓油缸管產品質量、誠信務實、合作共贏視為公司的命脈,公司秉承讓客戶放心,讓用戶安心的理念,得到了廣大用戶的一致認同與好評,我們堅信在您們的支持與幫助下,我們將會越來越好,為廣大用戶提供更加優質的 山東威海液壓油缸管產品,貼心的服務。
