

30秒一段產品介紹視頻,帶你了解不銹鋼板201不銹鋼管歡迎來電咨詢產品的功能、特點和使用方法。
以下是:不銹鋼板201不銹鋼管歡迎來電咨詢的圖文介紹

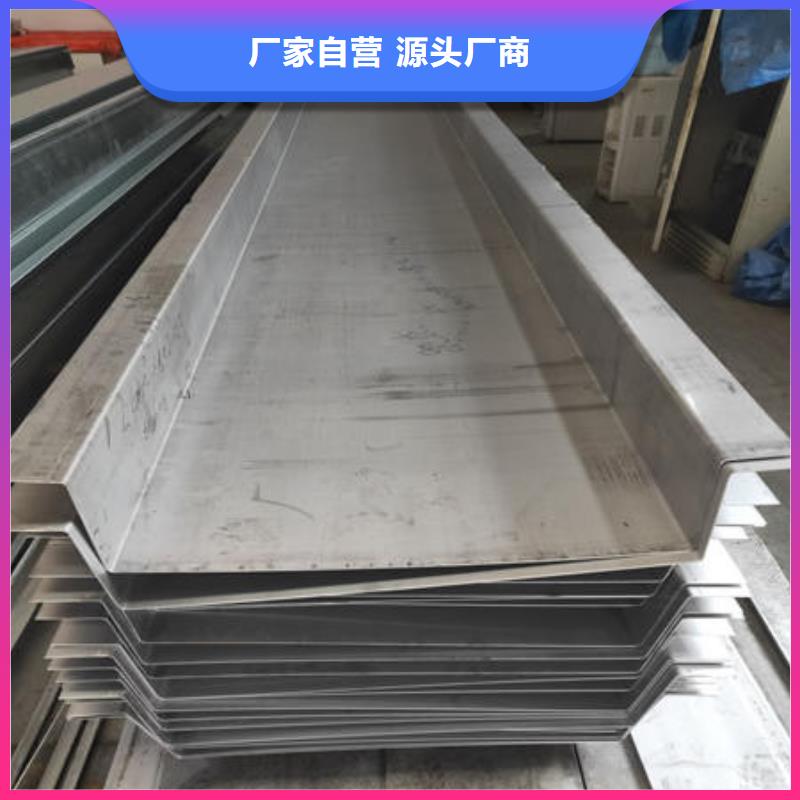
不銹鋼板201不銹鋼管歡迎來電咨詢

不銹鋼制品的拋光工藝可以分為打磨和出光兩部分,上道轉入拋光工序的工件進行目測檢驗,如焊縫是否有漏焊,焊穿,焊點深淺不均勻,偏離接縫太遠,局部凹陷,對接不齊,是否有較深劃痕,碰傷,嚴重變形等在本工序無法補救的缺陷,如果有上述缺陷應返回上道工序修整.如果無上述缺陷,進入本拋光工序。粗磨,用600號的砂帶在三面上往返磨削工件,本工序要達到的目標是去掉工件焊接留下的焊點,以及在上步工序出現的碰傷,達到焊口圓角初步成型,水平面和垂直面基本無大劃痕,無碰傷。半精磨,用800號的砂帶按照前面往返磨削工件的方法中磨工件的三面,主要是對前面工序出現的接縫進行修正以及對粗磨后產生的印痕進行進一步的細磨,對前面工序留下的印痕要反復磨削,達到工件表面無劃痕,基本變亮。精磨,用1000號的砂帶主要是對前步工序出現的細小紋線的修正磨削,磨削方法與上同.本工序要達到的目標是磨削部分與工件未磨削部分的接縫基本消失,工件表面進一步光亮,通過本工序磨削后的工件要基本接近鏡面效果。


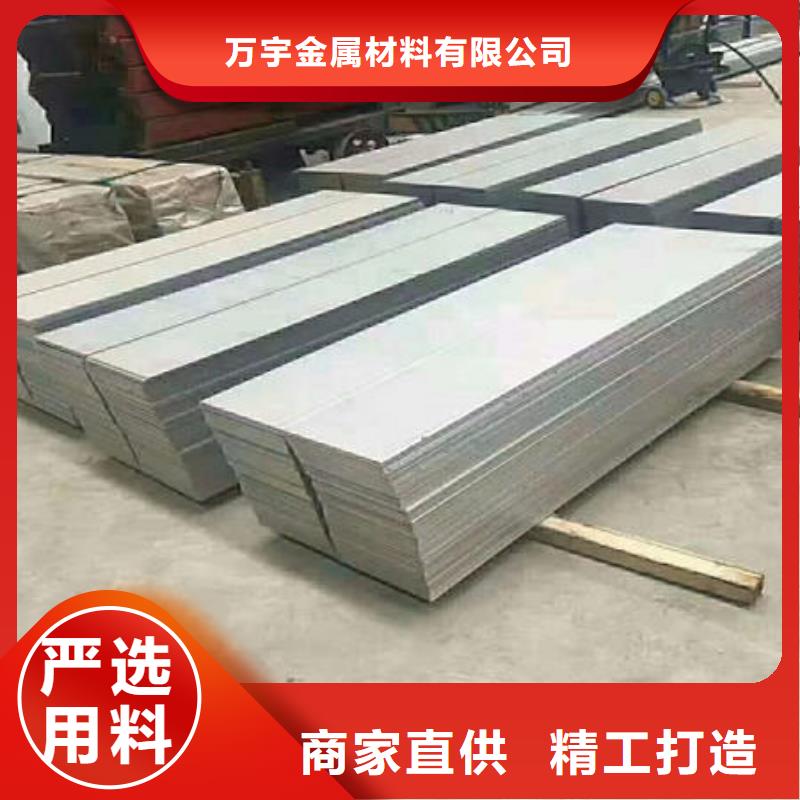
選擇不銹鋼板要考慮使用操作條件,例如手工操作或自動操作,熱壓機的性能和類型,對壓制材的質量要求如硬度、光澤等。還要考慮經濟核算,每次新拋磨的鋼板,要求能生產一緩質量的裝飾板次數。此外,選擇鋼板的合理厚度時,應考慮其使用時間、質量、剛度,同時要考慮板材受壓時的強度要求;熱傳導性能;壓力的分布,壓板的幅面規格。如果鋼板厚度不夠,容易彎曲,勢將影響裝飾板生產。如果厚度過大,鋼板過重,不僅增加鋼板的成本,而且也會給操作上帶來不必耍的困難。同時還要考慮不銹鋼板加工或使用時應留的余量。銅板的厚度沒有 一致的,但力求在同一張鋼板的厚度盡量一致,一般中等規格的鋸板,厚度公差為0.05一o.15毫米。如要求過嚴,研磨費用也將隨之增高。一般是抗張力大、堅硬度大構鋼板,耐機械損害性能越大,使用耐久性較長,但研磨殛加工費用也比較高。



萬宇金屬材料有限公司自成立以來便堅持以質量為生命,以服務為保障,以客戶滿意為目標,現已與全國多個城市 內蒙古通遼不銹鋼卷產品經銷商建立了合作關系。我公司將繼續秉承“顧客至上,銳意進取”的經營理念,堅持“客戶至上”的原則為廣大客戶提供更好的服務。歡迎您前來參觀咨詢!


