



走進真實的場景,感受產品的獨特魅力!我們的塑料閘門拍門品質優選視頻將帶您深入了解產品的每一個細節,讓您對其優點和特點一目了然。
以下是:塑料閘門拍門品質優選的圖文介紹


河畔水利機械廠 吉林四平平板鋼閘門產品注重質量,價格,服務,試營銷公司活動政策(運費減半政策,互利互惠政策,資源共享政策,會員系統政策,資金流動政策,等精彩活動)吸引不少同行與行外的人稱贊。歡迎前來河畔水利機械廠。期待您的來臨。


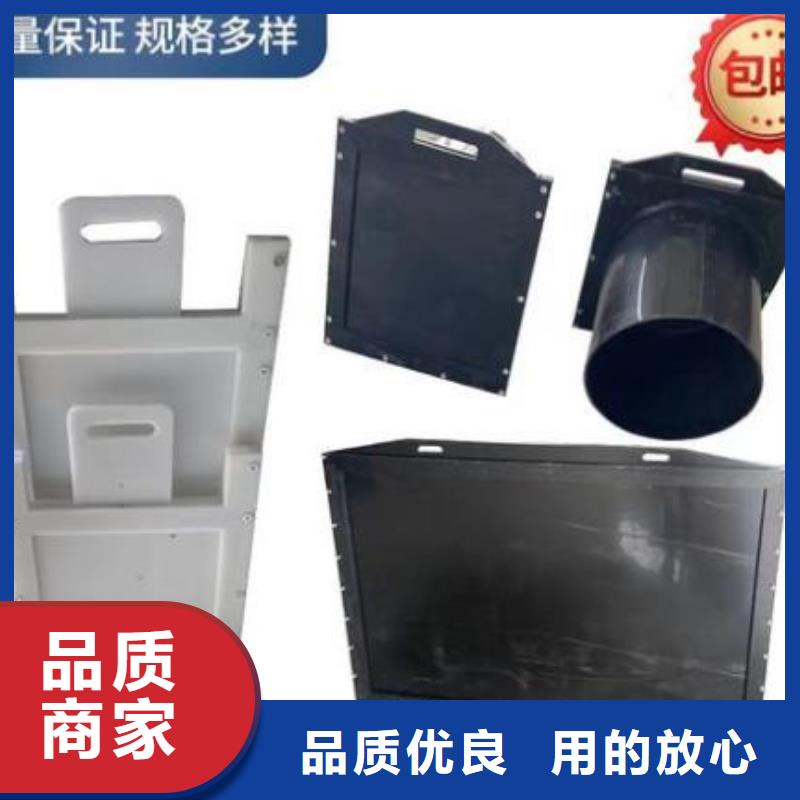
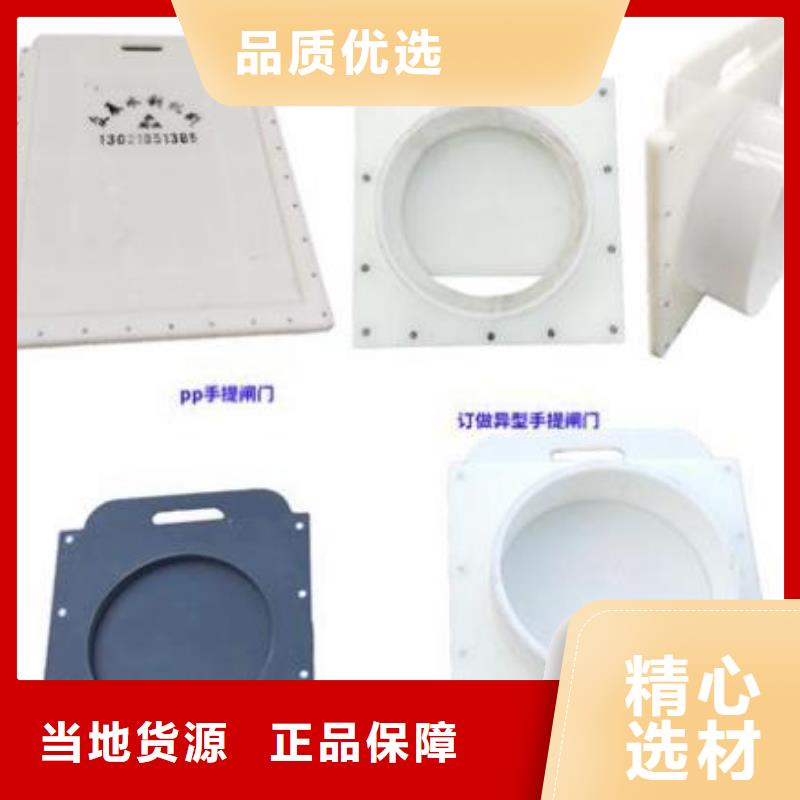
由于塑料閘門標高不相致,所以傳動螺桿的長短,軸導架的設置與否,視其具體尺寸而定(詳情見本廠產品樣本)。吊耳,吊塊,銷軸主要用于傳動螺桿與門體連接,使門體作上,下往復運動的動力源來于啟閉機。門體向上全部打開時,水則疏通,反之,則為截止。如因工作需要調節水位時,也可半啟半閉,以達到疏通,截止,調節水位之目的。其次就是塑料閘門的主要結構,統的市場情況下,包括:門框,門體。因塑料閘門在水下工作密封面,軸導架,導軌,小規格的與門框連在起,大規格的與門框分體,啟閉裝置,傳動螺桿,吊耳,也可與門體為體等。




塑料閘門節吊入后與支臂下端連接,并調整面板半徑合格。吊入第2節與*節對接,根據廠內預組裝時的定位裝置定位,并調整檢查各項目合格。依次吊入所有門節,與支臂連接好后進行固定,各節之間點焊定位。
2.4、閘門焊接
門葉焊接前用樣板檢查面板弧度和弧面半徑,以及門葉中心偏差等,檢查結果合格后,經監理認可,方可進行拼裝焊縫的焊接。門葉焊接按分節由下向上依次進行。每個節間焊縫焊接順序為隔板、翼板、面板。首***行定位焊接,焊接長度為50mm以上,間距為300mm。完成后檢查焊接質量,如有缺陷應后重新焊接。定位焊后進行正式焊接。焊接面板時安排6~8個焊工采用分段退步對稱焊接。將正縫焊接60%~80%后,再進行背縫清根和焊接,然后將正縫焊接完成。每條焊縫均采用多層多道焊,焊縫的層間接頭應錯開,以保證接頭焊接質量。 從事焊接的焊工和無損檢測人員,必須是取得資質的合格焊工。焊條的保管、烘烤及使用按已規定的程序嚴格進行。


