


聯系我們

當前位置:
裕盛鋼板倉有限公司 >
普洱本地行業News
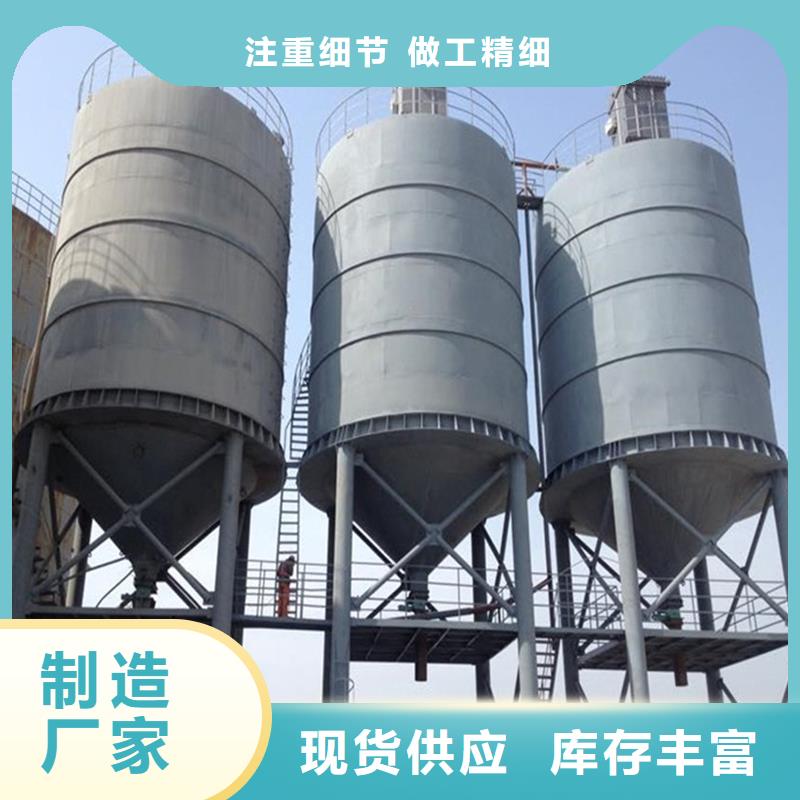
散裝倉可隨時發貨
更新時間:2025-02-11 09:45:34 瀏覽次數:15 公司名稱: 裕盛鋼板倉有限公司
以下是:散裝倉可隨時發貨的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 9999/噸 |
| 發貨期限 | 電議 |
| 供貨總量 | 99999988 |
| 運費說明 | 電議 |
| 是否廠家 | 是 |
| 產品材質 | Q235B-Q355D |
| 發貨城市 | 山東聊城 |
| 產品產地 | 山東聊城 |
| 加工定制 | 定制加工 |
| 可售賣地 | 全國 |
| 適用領域 | 工業、農業、倉儲 |
以下是:散裝倉可隨時發貨的圖文視頻





散裝倉可隨時發貨,裕盛鋼板倉有限公司為您提供散裝倉可隨時發貨產品案例,聯系人:谷云建,電話:15606359299、16606357772,QQ:1657330744,發貨地:經濟技術開發區北城街道發貨到云南省 普洱市 。 云南省,普洱市 西漢,思茅地區屬哀牢地。清代,實行“改土歸流”,于雍正七年(1729年),將車里宜慰司所轄瀾滄江以東思茅、普騰、勐烏、烏得、整董、橄欖壩等六版納分出設普洱府。1953年3月28日,云南省普洱區專員公署改為云南省思茅專員公署。2003年10月30日,撤銷思茅地區,設立地級思茅市。2007年1月21日,思茅市更名為普洱市。2018年12月29日,民委關于命名普洱市為“全國民族團結進步創建示范市”。
想要快速了解散裝倉可隨時發貨產品?視頻給你直觀的感受!
以下是:散裝倉可隨時發貨的圖文介紹

1、墊腳槽鋼高度保持水平。對平臺墊腳槽鋼高度進行找平,確保各平臺槽鋼高度一致,使庫體板承受上部荷載均勻,將庫體變形將到 。同時,內部吊耳盡量靠近豎向加強肋或環向加強肋,或吊耳根部加方板,增加接觸與庫體的接觸面積,減小庫體局部由于受力不均產生的變形。
2、庫體板方板時,確保場地平整,鋼板平鋪,同時度提高等級,放線切割時均由專業人員負責,確保方板度。從而使上下兩節庫體板間距均勻,減少強力拼合的情況。
3、鋼板倉確定合理的焊接工藝順序,減小焊接應力集中,縮小變形。
(1)豎向對接焊縫焊接時,先進行間斷焊,間斷焊長度不超過20公分,同時板兩端預留20---30公分不焊接,間斷焊接完成后,用錘擊方式焊接殘余應力后將剩余焊縫焊接(板兩端焊縫除外)完成,同時錘擊焊接殘余應力。
(2)環向對接焊縫焊接時,先將T型口對齊,確保平整不錯邊,對T型口兩邊進行橫向焊接大約50公分左右,錘擊殘余應力后,然后分段退焊或跳焊,沿環縫方向均分,大約完成環縫工程量的一半時,再進行錘擊,焊接應力后將剩余焊縫焊完,錘擊焊接應力即可。
(3)如因兩板縫隙不均或焊工水平差異無法一次焊接成型,必須進行兩遍或多遍焊接,且 遍焊接完成后焊接應力后方可進行第二遍焊接。


裕盛鋼板倉有限公司恪守顧客至上, 云南普洱鍍鋅螺旋鋼板倉、裝配式儲糧倉、玉米鋼板倉、熟料庫質量優良,價格合理 的宗旨。承蒙各界朋友的協助與支持,我公司將不斷發展壯大。全體員工熱誠歡迎海內外客商前來參觀訪問



焊接式鋼板倉在礦業領域的應用及其特殊要求?
在礦業領域,焊接式鋼板倉常用于儲存礦石、云南普洱同城礦粉等物料。由于這些物料往往具有重量大、云南普洱同城磨蝕性強等特點,因此鋼板倉的設計需要滿足一些特殊要求。首先,鋼板倉需要具有足夠的承載能力和穩定性,以承受物料的重量和側壓力。其次,鋼板倉的倉壁需要采用耐磨材料或進行耐磨處理,以延長使用壽命。同時,考慮到礦業環境的復雜性和多變性,鋼板倉還需要具有適應性強、云南普洱同城易于維護和檢修等特點。此外,在設計和制造過程中,還需要充分考慮礦山的地理位置、云南普洱當地氣候條件等因素,以確保鋼板倉的可靠運行。

散裝倉可隨時發貨_裕盛鋼板倉有限公司,固定電話:16606357772,移動電話:15606359299,聯系人:谷云建,QQ:1657330744,經濟技術開發區北城街道 發貨到 云南省普洱市。