廠家直銷")
品質(zhì)保障")
售后無憂")

想要更直觀地感受數(shù)控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低產(chǎn)品的魅力嗎?那就趕緊點(diǎn)擊視頻,開啟你的采購(gòu)之旅吧!
以下是:數(shù)控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低的圖文介紹
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
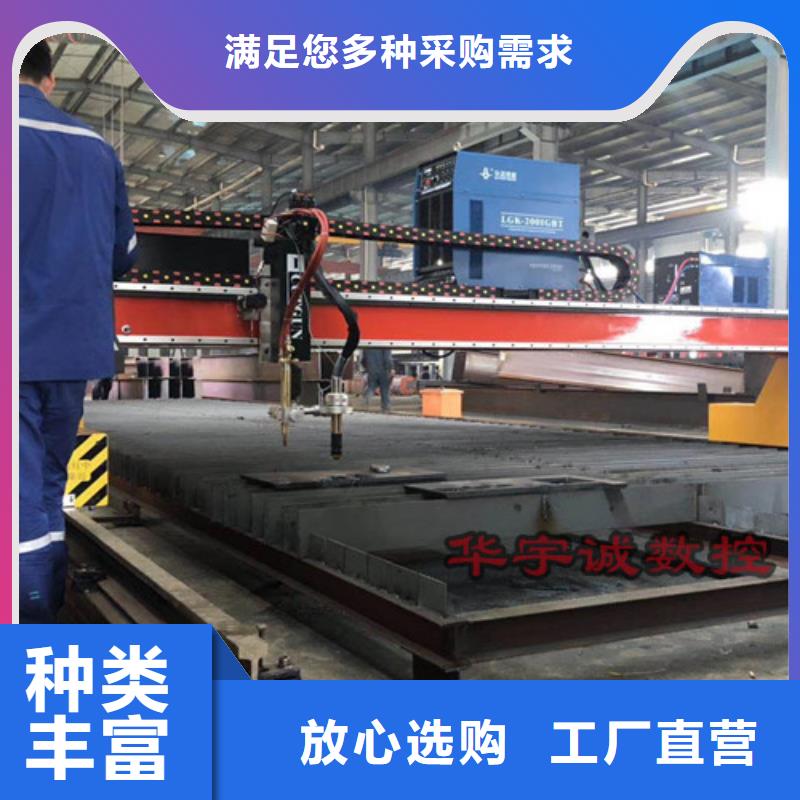
等離子切割技術(shù)是以高溫高速的等離子弧為熱源、將被切割的金屬局部熔化、并同時(shí)用高氣流將已熔化的金屬吹走、形成狹窄切縫。在傳統(tǒng)的數(shù)控等離子切割機(jī)加工方式上,有70%以上的用戶所接觸和了解的都僅僅只是空氣等離子切割工藝,當(dāng)然,這也是由于空氣等離子切割所具有的成本優(yōu)勢(shì)使得國(guó)內(nèi)大多數(shù)用戶企業(yè)難以接觸更為的等離子切割技術(shù)。以嘉倍德科技迅鋒系列數(shù)控等離子切割機(jī)為代表的品牌設(shè)備制造商來看,數(shù)控等離子切割機(jī)在技術(shù)方面是集等離子切割技術(shù)、逆變電源技術(shù)、數(shù)控技術(shù)于一體建立在計(jì)算機(jī)控制、等離子弧特性研究、電力電子等學(xué)科共同進(jìn)步基礎(chǔ)之上的機(jī)械設(shè)備。等離子切割加工技術(shù)應(yīng)用目前已在相關(guān)行業(yè)中得到廣泛普及,從切割原理來說,不同類型的等離子切割機(jī)設(shè)備之間并無太大區(qū)別,之所以導(dǎo)致出現(xiàn)切割加工質(zhì)量的差異,一方面取決于不同種類等離子切割機(jī)設(shè)備自身的質(zhì)量及運(yùn)行精度,另一方面則表現(xiàn)在選購(gòu)的等離子切割機(jī)電源。以數(shù)控等離子切割機(jī)為例,在使用過程中因所選用的電源不同,其切割效果有普通與精細(xì)之分,加上設(shè)計(jì)結(jié)構(gòu)的不同,綜合反映在切割質(zhì)量區(qū)別相對(duì)明顯,這里武漢嘉倍德科技將為大家簡(jiǎn)要比較一下兩類等離子切割機(jī)設(shè)備的區(qū)別。1. 類激光精細(xì)數(shù)控等離子切割機(jī)精細(xì)等離子弧電流密度很高,通常是普通等離子弧電流密度的數(shù)倍,由于引進(jìn)了諸如旋轉(zhuǎn)磁場(chǎng)等技術(shù),其電弧的穩(wěn)定性也得以提高,因此,其切割精度相當(dāng)高。國(guó)產(chǎn)的Rapier精細(xì)等離子切割表面質(zhì)量已達(dá)激光切割的下限,成本遠(yuǎn)低于激光切割。精細(xì)等離子目前較普通機(jī)用等離子價(jià)格要高很多,但是比激光切割機(jī)還是要便宜,而且精度也是激光切割機(jī)的下線,目前進(jìn)口類代表主要有德國(guó)凱爾貝類激光精細(xì)等離子電源,美國(guó)飛馬特精細(xì)等離子電源,美國(guó)海寶精細(xì)等離子電源,美國(guó)凱博精細(xì)等離子電源,國(guó)產(chǎn)類代表Rapier精細(xì)等離子切割電源。2. 空氣數(shù)控等離子切割機(jī)根據(jù)所使用的主要工作氣體,主要分為氬等離子弧切割、氧等離子弧切割和空氣等離子弧切割等幾類。切割電流一般在100A以下,切割厚度小于30mm。其價(jià)格較精細(xì)等離子電源價(jià)格要便宜,但是切割是的工件坡口度,毛刺和掛渣要多一些,客戶購(gòu)買時(shí)要了解自己加長(zhǎng)的范圍及精度要求,進(jìn)口類主要代表有美國(guó)飛馬通機(jī)用等離子電源,美國(guó)海寶普通機(jī)用等離子電源。
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
數(shù)控等離子切割機(jī)的選擇應(yīng)注意什么?不同的人可能對(duì)數(shù)控切割設(shè)備的購(gòu)買有不同的看法一些人認(rèn)為它復(fù)雜又麻煩,另一些人認(rèn)為它簡(jiǎn)單明了數(shù)控切割機(jī)選擇的關(guān)鍵不是你聽到的,而是你需要的現(xiàn)在我將和大家分享如何選擇數(shù)控切割設(shè)備首先,要確定的因素是要切割的金屬厚度如果通常切割細(xì)金屬,首先必須考慮使用低電流等離子體切割機(jī),即使小機(jī)器切割一定厚度的金屬,切割質(zhì)量也可能無法保證,相反,切割效果可能幾乎為零,可能存在殘馀物每臺(tái)機(jī)器都有類似的切削厚度范圍,以確保組態(tài)符合您的需求。其次,如果要在航班之間自動(dòng)切斷或切斷,請(qǐng)確保反映機(jī)器工作負(fù)荷的持續(xù)時(shí)間。負(fù)載時(shí)間僅是設(shè)備在溫度過高而無法冷卻之前的連續(xù)運(yùn)行時(shí)間第三,大多數(shù)等離子切割機(jī)都有利用高頻引導(dǎo)電流穿越空氣的導(dǎo)引弧。但是,由于高頻可能會(huì)干擾周圍的電子設(shè)備,因此,首先這些潛在的高頻問題可能非常有益。第四,等離子火炬上有各種各樣的外部部件需要更換你要找的機(jī)器應(yīng)該少用耗材供應(yīng)減少導(dǎo)致成本降低。
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
不少準(zhǔn)備選購(gòu)數(shù)控切割機(jī)的客戶,都在發(fā)愁一個(gè)問題,就是數(shù)控切割機(jī)怎么編程?數(shù)控切割機(jī)發(fā)展到今天已經(jīng)很成熟了,雖然系統(tǒng)是采用國(guó)際通用G碼編程,不少人認(rèn)為自己記不住或不認(rèn)識(shí)G碼,如何實(shí)現(xiàn)編程?如何操作數(shù)控切割機(jī)呢?但是現(xiàn)在隨著智能與人工應(yīng)用的發(fā)展,在使用和操作數(shù)控切割機(jī)的時(shí)候,根本是無需編程的,今天奧迅切割設(shè)備小編就拿數(shù)控等離子切割機(jī)為例,講解一下怎么編程?
奧迅切割機(jī)內(nèi)置圖形
首先現(xiàn)在數(shù)控切割機(jī)操作系統(tǒng)一般都內(nèi)置了部分常規(guī)切割圖形,像咱們奧迅數(shù)控切割機(jī)里面,都存儲(chǔ)了48種常規(guī)作業(yè)圖形樣式,當(dāng)客戶使用的時(shí)候,只需要修改相關(guān)參數(shù),例如圓形來說,需要修改需要切割的圓形半徑尺寸,以及需要切割數(shù)量,和選擇切割的圓形為成品配件或是挖空廢料件即可,通過以上指令后,等離子數(shù)控切割機(jī)就可以自動(dòng)操作了。整個(gè)過程根本是無需編程,也無需客戶讀懂或認(rèn)識(shí)G碼。
CAD繪制切割圖形
其次客戶需要切割的圖形非常規(guī)圖形,畢竟每個(gè)客戶生產(chǎn)的需求不同,針對(duì)于系統(tǒng)庫(kù)木有的圖形,客戶就需要編程了,不懂G碼如何實(shí)現(xiàn)編程呢?其實(shí)問題并不難,首先客戶需要在CAD上畫出自己想要切割的圖形,以及各個(gè)標(biāo)量參數(shù),然后把圖形輸出到桌邊文件。然后客戶打開隨機(jī)贈(zèng)送的自動(dòng)編程操作軟件,通過選擇文件打開剛做好的CAD圖形,然后軟件就是自動(dòng)轉(zhuǎn)化為切割代碼。客戶點(diǎn)擊另存為保存好輸出的txt格式文件。然后把輸出后的txt文件復(fù)制到U盤,插入等離子數(shù)控切割機(jī)的操作主機(jī),就可以實(shí)現(xiàn)所需圖形的切割操作了。實(shí)際整個(gè)所謂是編程過程,客戶根本木有實(shí)際編寫G碼,也根本無需讀懂G碼,就這么簡(jiǎn)單的操作了,所以我們奧迅給客戶講解的時(shí)候曾舉例說,只要你能學(xué)會(huì)操作老年手機(jī),就可以完全可以操控我們的數(shù)控切割機(jī),無需編程就這么簡(jiǎn)單。
奧迅切割機(jī)切割案例
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
數(shù)控等離子切割機(jī)的加工質(zhì)量對(duì)于企業(yè)生產(chǎn)具有十分重要的意義,在目前等離子切割所應(yīng)用的多個(gè)領(lǐng)域中,對(duì)于精度及坡口斜度的改進(jìn)將為企業(yè)的二次加工帶來顯著效益,今天,我們專門找來影響等離子切割質(zhì)量的五項(xiàng)重要因素,為方便用戶深入了解這五大參量對(duì)于數(shù)控等離子切割機(jī)加工質(zhì)量的改進(jìn)與實(shí)際操作,下面我們將分別予以介紹。一、數(shù)控等離子切割機(jī)工作氣體數(shù)控等離子切割機(jī)工作氣體與流量是影響切割質(zhì)量效果的一項(xiàng)主要參數(shù),目前所普遍采用空氣等離子切割只為眾多工作氣體中的一類,概因使用成本相對(duì)較低而得到廣泛普及,但從加工效果來說的確有所欠缺,我們所指的數(shù)控等離子切割機(jī)工作氣體包括切割氣體和協(xié)助氣體,有些設(shè)備還要求起弧氣體,通常要根據(jù)切割材料的種類,厚度和切割方法來選擇合適的工作氣體。切割氣體既要保證等離子射流的形成,又要保證去掉切口中的熔融金屬和氧化物。過大的氣體流量會(huì)帶走更多的電弧熱量,使得射流的長(zhǎng)度變短,導(dǎo)致切割能力下降和電弧不穩(wěn);過小的氣體流量則使等離子弧失去應(yīng)有的挺直度而使切割的深變淺,同時(shí)也容易產(chǎn)生掛渣;所以氣體流量一定要與切割電流和速度很好的配合。現(xiàn)在的等離子弧切割機(jī)大多靠氣體壓力來控制流量,因?yàn)楫?dāng)割炬孔徑一定時(shí),控制了氣體壓力也就控制了流量。切割一定板厚材料所使用的氣體壓力通常要按照客戶提供的數(shù)據(jù)選擇,若有其它的特殊應(yīng)用時(shí),氣體壓力需要通過實(shí)際切割試驗(yàn)來確定。常用的工作氣體有:氬氣、氮?dú)狻⒀鯕狻⒖諝庖约癏35、氬-氮混合氣體等。1.空氣中含有體積分?jǐn)?shù)約78%的氮?dú)猓岳每諝馇懈钏纬傻膾煸闆r與用氮?dú)馇懈顣r(shí)很想像;空氣中還含有體積分?jǐn)?shù)約21%的氧氣,因?yàn)檠醯拇嬖冢每諝獾那懈畹吞间摬牧系乃俣纫埠芨撸煌瑫r(shí)空氣也是很經(jīng)濟(jì)的工作氣體。但單獨(dú)使用空氣切割時(shí),會(huì)有掛渣以及切口氧化、增氮等問題,而且電極和噴嘴的壽命較低也會(huì)影響工作效率和切割成本。2.氧氣可以提高切割低碳鋼材料的速度。使用氧氣進(jìn)行切割時(shí),切割模式與火焰切割很想像,高溫高能的等離子弧使得切割速度更快,但是必須配合使用抗高溫氧化的電極,同時(shí)對(duì)電極進(jìn)行起弧時(shí)的防沖擊保護(hù),以延長(zhǎng)電極的壽命。3.氫氣通常是作為協(xié)助氣體與其它氣體混和作用,氣體H35(氫氣的體積分?jǐn)?shù)為35%,其余為氬氣)是等離子弧切割能力好的氣體之一,這主要得利于氫氣。由于氫氣能顯著提高電弧電壓,使氫等離子射流有很高的焓值,當(dāng)與氬氣混合使用時(shí),其等離子射流的切割能力大大提高。一般對(duì)厚度70mm以上的金屬材料,常用氬+氫作為切割氣體。若使用水射流對(duì)氬+氫氣等離子弧進(jìn)一步壓縮,還可獲得更高的切割效率。4.氮?dú)馐且环N常用的工作氣體,在有較高電源電壓的條件下,氮?dú)獾入x子弧有較好的穩(wěn)定性和比氬氣更高的射流能力,即使是切割液態(tài)金屬粘度大的材料如不銹鋼和鎳基合金時(shí),切口下緣的掛渣量也很少。氮?dú)饪梢詥为?dú)使用,也可以同其它氣體混和使用,如自動(dòng)化切割時(shí)經(jīng)常使用氮?dú)饣蚩諝庾鳛楣ぷ鳉怏w,這兩種氣體已經(jīng)成為高速切割碳素鋼的標(biāo)準(zhǔn)氣體。有時(shí)氮?dú)膺€被用作氧等離子弧切割時(shí)的起弧氣體。5.氬氣在高溫時(shí)幾乎不與任何金屬發(fā)生反應(yīng),氬氣等離子弧很穩(wěn)定。而且所使用的噴嘴與電極有較高的使用壽命。但氬氣等離子弧的電壓較低,焓值不高,切割能力有限,與空氣切割相比其切割的厚度大約會(huì)降低25%。另外,在氬氣保護(hù)環(huán)境中,熔化金屬的表面張力較大,要比在氮?dú)猸h(huán)境下高出約30%,所以會(huì)有較多的掛渣問題。即使使用氬和其它氣體的混合氣切割也會(huì)有粘渣傾向。因此,現(xiàn)已很少單獨(dú)使用純氬氣進(jìn)行等離子切割。
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
華宇誠(chéng)數(shù)控科技有限公司奉行“抓市場(chǎng),促管理,講效益”的質(zhì)量方針,恪守“誠(chéng)實(shí)守信精心制造污染保護(hù)環(huán)境以人為本遵規(guī)守法持續(xù)改進(jìn)”為宗旨,愿以優(yōu)良的品牌,合理的 云南怒江大功率激光切割機(jī)價(jià)位,熱情的服務(wù),真誠(chéng)與廣大客戶合作,共創(chuàng)民族工業(yè)美好的未來。
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
數(shù)控等離子切割機(jī)的編程一般分為手動(dòng)和自動(dòng)兩種方式,這兩種方式有自己的優(yōu)點(diǎn),在一些情況下可以用自動(dòng)編程,這就要根據(jù)實(shí)際的情況來決定用什么樣的編程方式了,現(xiàn)在給大家介紹一下關(guān)于等離子數(shù)控切割機(jī)的編程方式。數(shù)控等離子切割機(jī)自動(dòng)編程的加工過程零件輪廓坐標(biāo)信息可由POLYLINE命令完成,它是由一系列首尾相連的直線和圓弧組成。在圖形數(shù)據(jù)庫(kù)中以頂點(diǎn)(即相連點(diǎn))子實(shí)體的形式保存信息,與形狀位置有關(guān)的信息有兩個(gè):一是頂點(diǎn)(VERT.Ex)的坐標(biāo)值,二是頂點(diǎn)凸度(BULGE)。PoLYline命令繪制后的實(shí)體輪廓外形,可利用o與ectARX函數(shù)方便地知道各頂點(diǎn)的坐標(biāo)值和凸度值,這樣就得到了零件輪廓上直線的起點(diǎn)、終點(diǎn)、坐標(biāo)和圓弧起點(diǎn)、終點(diǎn)、半徑、圓心的幾何信息。在對(duì)輪廓要求不嚴(yán)格時(shí),如護(hù)欄花形、文字等,也可用LINE命令,利用粗插補(bǔ)的原理,連續(xù)描述零件實(shí)體輪廓外形,直接生成頂。數(shù)控等離子切割機(jī)手工編程大體過程如下:分析零件圖樣一數(shù)控工藝處理一數(shù)學(xué)處理一編寫NC代碼一校驗(yàn)、調(diào)試NC程序一首件試切一誤差分析,枯燥、繁瑣、易出錯(cuò)、指令語(yǔ)法難記憶。而對(duì)復(fù)雜的加工零件描述點(diǎn)過多更不適用。自動(dòng)編程時(shí)AutoCAD20oo可直接由二維圖形描述零件輪廓的圖形實(shí)體直接生成數(shù)控加工代碼,則可以避免人工編程復(fù)雜的記憶。明顯提高編程效率和編程質(zhì)量。尤其是在復(fù)雜的輪廓編程中,更能發(fā)揮其優(yōu)勢(shì)。數(shù)控等離子切割機(jī)的編程一般分為手動(dòng)和自動(dòng)兩種方式,這兩種方式有自己的優(yōu)點(diǎn),在一些情況下可以用自動(dòng)編程,這就要根據(jù)實(shí)際的情況來決定用什么樣的編程方式了,現(xiàn)在給大家介紹一下關(guān)于等離子數(shù)控切割機(jī)的編程方式。數(shù)控等離子切割機(jī)自動(dòng)編程的加工過程零件輪廓坐標(biāo)信息可由POLYLINE命令完成,它是由一系列首尾相連的直線和圓弧組成。在圖形數(shù)據(jù)庫(kù)中以頂點(diǎn)(即相連點(diǎn))子實(shí)體的形式保存信息,與形狀位置有關(guān)的信息有兩個(gè):數(shù)控等離子切割機(jī)一是頂點(diǎn)(VERT.Ex)的坐標(biāo)值,二是頂點(diǎn)凸度(BULGE)。PoLYline命令繪制后的實(shí)體輪廓外形,可利用o與ectARX函數(shù)方便地知道各頂點(diǎn)的坐標(biāo)值和凸度值,這樣就得到了零件輪廓上直線的起點(diǎn)、終點(diǎn)、坐標(biāo)和圓弧起點(diǎn)、終點(diǎn)、半徑、圓心的幾何信息。在對(duì)輪廓要求不嚴(yán)格時(shí),如護(hù)欄花形、文字等,也可用LINE命令,利用粗插補(bǔ)的原理,連續(xù)描述零件實(shí)體輪廓外形,直接生成頂。
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
控等離子切割機(jī)龍門式激光切割機(jī)好產(chǎn)品價(jià)格低")
點(diǎn)擊查看華宇誠(chéng)數(shù)控科技有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】