



生產流程上的體現:
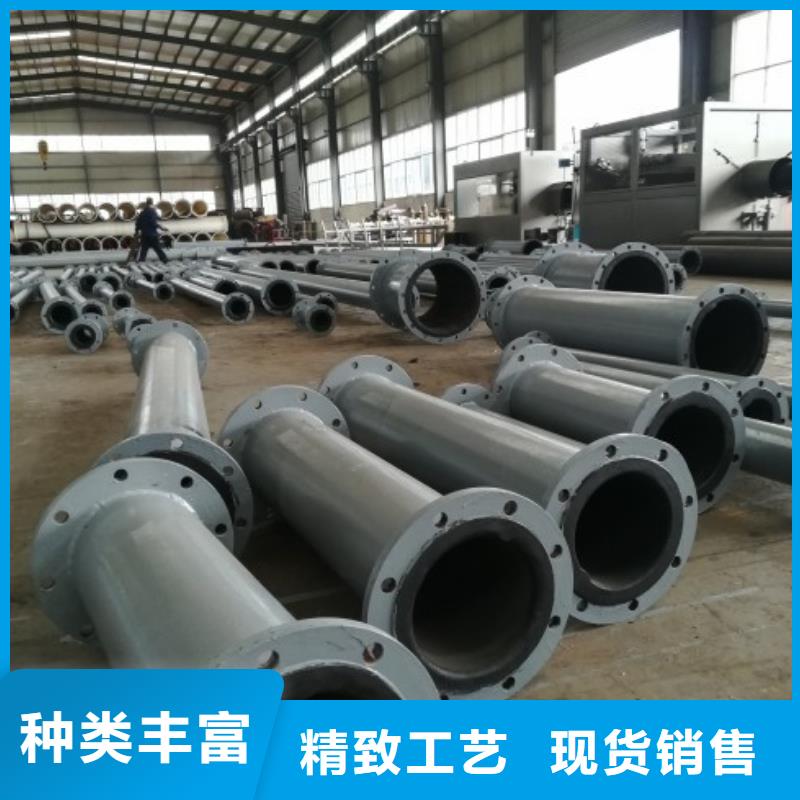
1、對管道或者管件按照用戶需求的數據尺寸進行切割和焊接連接法蘭;
2、對焊接好的鋼體進行檢驗,要求尺寸精準,焊縫平整飽滿,檢驗合格后送進噴砂房噴砂除銹。
3、噴砂完成對管體進行涂抹膠漿,襯膠管道膠漿要涂刷4遍以后才可以粘貼膠板,每一層膠漿要間隔8小時以上(因天氣情況而定),由此可見,襯膠管道的工藝復雜,生產周期長,全部由人工操作。
4、此刻膠漿涂完以后,根據管體尺寸剪裁電廠脫硫系統襯膠管道生產技術
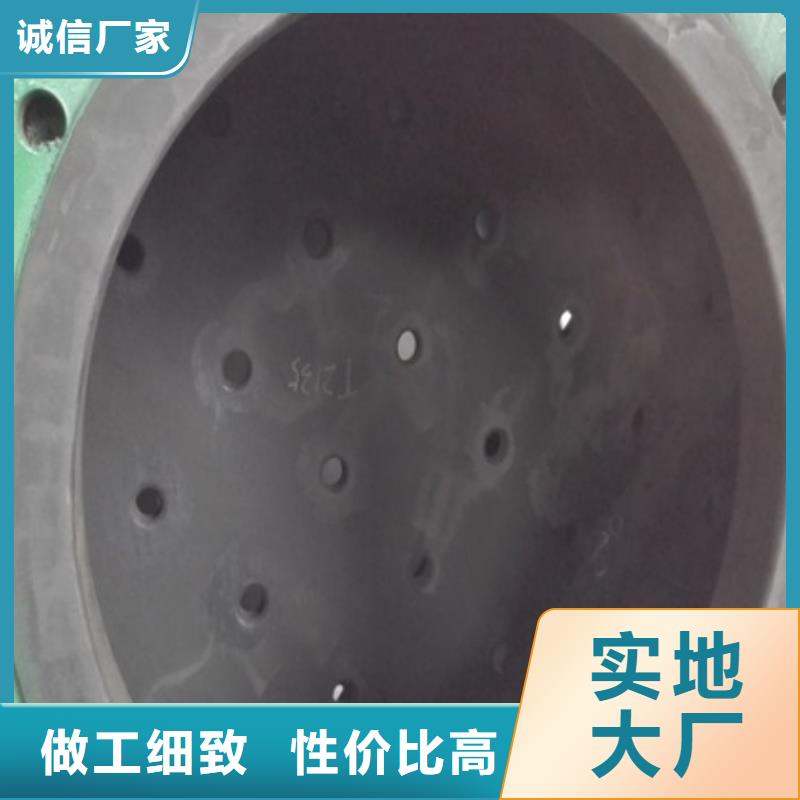
貼襯法采用熱烙法時應嚴格控制烙鐵的溫度,一般控制在100-200℃為宜。烙膠時,烙鐵不得在膠板上停留,烙膠應以中部開始往四周趕走氣泡。烙膠時發現氣泡應及時用針刺破,將氣體抖燼,然后用烙鐵壓實。硫化前應對完成襯貼設備進行檢查,發現問題要及時處理。硫化根據設備的大小以及所襯橡膠膠種選擇硫化方式。基于襯里的質量和經濟觀點來看,橡膠襯里首先應考慮采用硫化罐硫化法。成品質量控制應檢查膠層的硬度及電火花檢查襯里層有無漏電現象。如有則應修補。
5、襯膠管道全部制作好以后就可以進行硫化,硫化溫控制在150度--180度,壓力控制在4MPa,持續進行8個小時以后開始逐步冷卻降溫,待溫度全部降下來以后還要再進行打磨、檢驗,全部工序完成以后才可以出交給用戶。
襯膠管道生產工藝是常繁瑣的,并且全部工序都是手工制作,這就影響了襯膠管道的生產效率,但質量得到保證。 有的客戶問過產品價格和制作周期后說我們企業工作效率不行,不可等,但我們廠家不會因為您的一個單子而違規生產,所以請廣大客戶見諒。當您了解了制作工藝,您可能就明白很多。
技術檢測上的體現:
一、工作壓力:≤1.6mPa,承受負壓,介質溫度:-50℃~150℃,襯層厚度:設備8±1mm,管配件DN25~DN50 3mm DN65~DN100 5mm DN125~200 7mm DN250~DN400 9mm
二、技能需求:
1、設備制作驗收規范按HGJ92-90規范、GHJ33-91規范;
2、設備及管件法蘭按GB2555-81、GHJ45-91規范或用戶需求制造;
3、設備焊接按GB/T4709-92規范,焊縫按GB13985-88規范;
4、選用JG-873型電火花孔探傷儀,輸出電壓5KV-30KV探頭在防腐襯里層表面以移動速度不超越50mm/s探測,以不擊穿為合格。
襯膠,管道襯膠哪家做的質量好洛陽縱橫制造為您呈現
洛陽縱橫制造有限公司生產的襯膠,襯膠設備、管道襯膠,設備襯膠,,襯塑管道,襯膠防腐管道,鋼襯四氟聚乙烯管道及彎頭,襯膠三通,襯膠四通,襯膠異徑管等。根據物體介質的不同選擇不同的產品,這樣才能達到項目的需求。襯膠,管道襯膠產品被廣泛應用在火電、化工、環保,污水,礦山、海水淡化等行業領域之中。

南充鋼襯塑


襯膠管道為復合型雙層型更復合型工作壓力必須,就算用以煤矸石磚工作狀況,在內腔損傷時外界的無縫鋼管也可以考慮給與管路維護及其拆換檢修的時間。襯膠管道承受壓力考慮時壁厚減薄仍然不危害襯里及其外部的磕磕碰碰,安裝時不用憂慮,支撐架支撐點,管路重量較輕摩擦阻力耗費小而襯陶瓷管在貨運物流及安裝上面較白費心機。襯膠管道的管洞,不容易磕磕碰碰。陶瓷管道,里邊的瓷器貼片式易破。



縱橫機械制造有限公司配有標準的 四川南充鋼襯塑中心質檢室,質檢員經過專業檢測中心培訓,采用先進的 四川南充鋼襯塑檢驗設備,對 四川南充鋼襯塑產品的各項技術指標做出準確的分析,確保產品質量穩定、。



