

簡約設計,不簡單內涵。觀看我們的鍍鋅管09CrCuSbH型鋼工廠價格產品視頻,用少的話語傳達真實的產品價值。
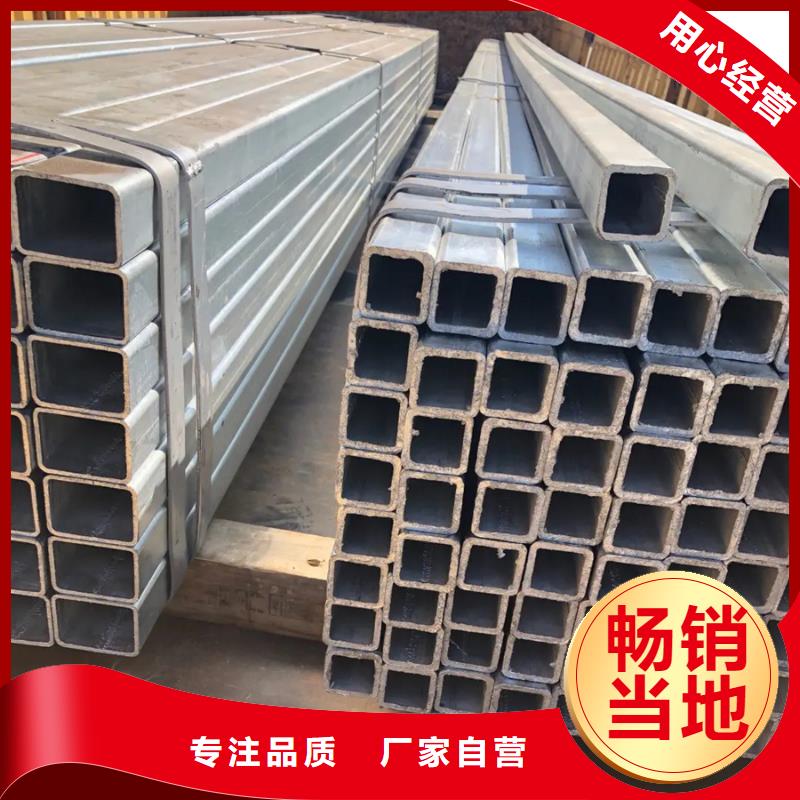
以下是:鍍鋅管09CrCuSbH型鋼工廠價格的圖文介紹

蘇滬金屬制品有限公司主營: 四川眉山09CuPCrNiA角鋼。 公司產品質量過關,價格優惠,歡迎來電咨詢,相信我們精心的努力,完善的服務體系,一定會得到大眾的認同。我們始終奉行“質量di yi、誠信為本、開拓進取、客戶至上”的經營理念為宗旨,并熱情歡迎新老客戶與我們建立長久的業務,謀求雙贏。 z u i主要的是我們價格很優惠,質量很過關!量大的還可以價格從優!總之我們的服務宗旨是質量di yi,薄利多銷!朱經理


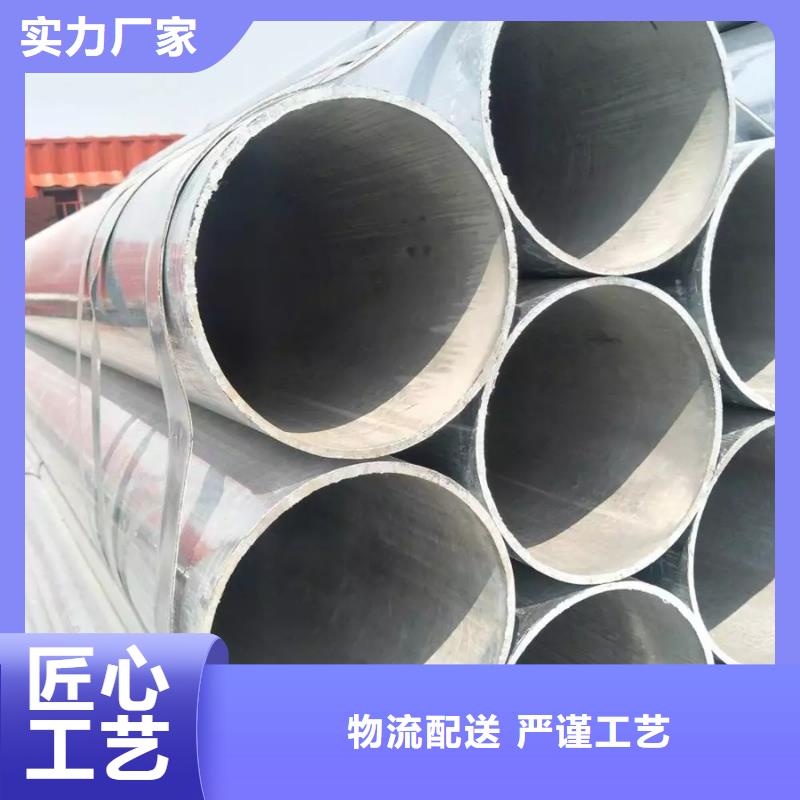
華爾網鍍鋅無縫管擴徑是利用液壓機或機械設備從鍍鋅無縫管的內腔側向移動,使無縫鋼管沿軸向擴徑成型的工作壓力生產工藝。機械設備法比液壓機法更簡單,效率更高。選用了世界上幾種鍍鋅無縫管擴徑工藝。 葉片的扇形塊沿軸向擴展,從而通過步進電機沿長短方向步進完成精加工管全長塑性變形的全過程。打開風扇塊,直到所有的風扇塊接觸到無縫鋼管的內腔。此時,跨距范圍內的無縫鋼管內圓鋼管各點半徑基本一致,華爾網16mn鍍鋅管基本為一整圈。扇塊的過去部分剛剛開始降低適應運動率,直到達到規定的部分,根據鍍鋅無縫管的質量,是成品管的中圈上部。 扇形塊在第2個環節開始進一步減速,直至到達規定位置,即工藝技術規定回彈前鍍鋅無縫管內圓的上部。扇形塊在鍍鋅無縫管的內圈上保持靜止一段時間,然后被彈起。鍍鋅無縫管兩側自動埋弧焊設備分為鍍鋅無縫管內焊和鍍鋅無縫管外焊。鍍鋅無縫管兩側自動埋弧焊機在鍍鋅無縫管領域稱為外焊。鍍鋅無縫管外焊是指無縫對接的過程,可以理解為:鍍鋅無縫管焊接和預焊時,該工藝是外焊,而不是內焊。原因是:鍍鋅無縫管是外焊還是內焊,都會影響無縫鋼管受熱時的物理變形。如果鍍鋅無縫管的外焊縫先焊接,可以減少數據和信息。



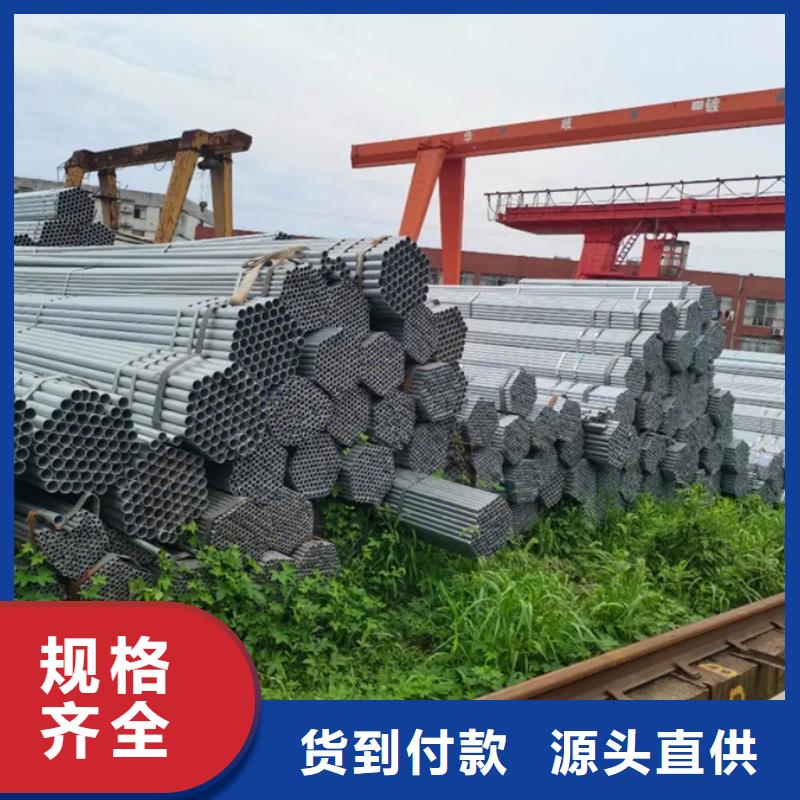
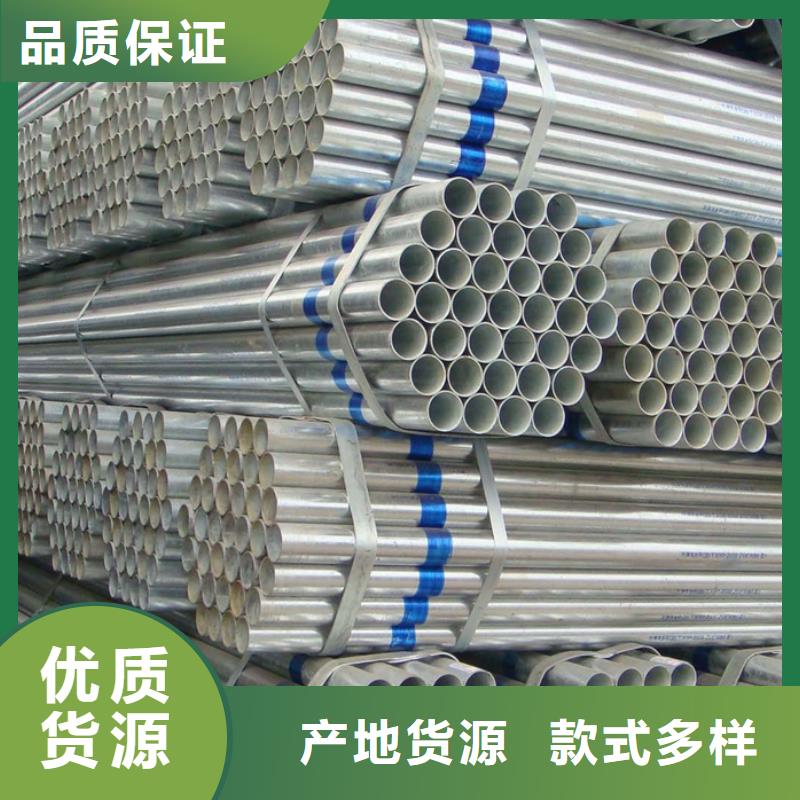
華爾鋼熱鍍鋅管物理變形規范,由于工程項目的需要,鍍鋅無縫管對電焊的焊接質量要求很高。先從外焊入手,可以保證鍍鋅無縫管電焊的熔透性和鍍鋅無縫管焊接的美觀和水平。以及鍍鋅無縫管焊接的直線直線度。鍍鋅無縫管兩側自動埋弧焊機在鍍鋅無縫管領域稱為內焊。鍍鋅無縫管的內焊是鍍鋅無縫管電焊的重中之重。原因在于它不僅電焊難度高,而且對焊接的要求也很高。鍍鋅無縫管焊接的探傷水平可以看這里。鍍鋅無縫管工作時,電流大,穿透深,不方便人眼觀察。經驗豐富的內部組長可以從鍍鋅無縫管工業電視上調整焊接電焊軌,在內焊時從外焊點的網絡熱點調整內焊速度。 華爾網熱鍍鋅管焊接前,主要是對鍍鋅無縫管進行加熱,控溫30分鐘后開始焊接。 焊接加熱、固層溫度和熱處理過程由熱處理過程溫控柜自動控制,采用遠紅外履帶式熱處理爐片,全自動設置曲線和描述曲線,熱電阻測溫。 加熱時熱阻測量點之間的距離為距焊縫邊界15mm-20mm。為了更好地防止鍍鋅無縫管焊接變形,每根立柱接頭由兩人對稱焊接,焊接方向由中間向兩側焊接。


