以下是:紫銅管黃銅帶質(zhì)檢嚴格放心品質(zhì)的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 70/米 |
|---|
| 發(fā)貨期限 | 1 |
|---|
| 供貨總量 | 10000 |
|---|
| 運費說明 | 1 |
|---|
| 最小起訂 | 1 |
|---|
| 質(zhì)量等級 | A |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | T2 TP2 |
|---|
| 產(chǎn)品品牌 | 辰昌盛通 |
|---|
| 產(chǎn)品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 山東 |
|---|
| 產(chǎn)品產(chǎn)地 | 天津 |
|---|
| 加工定制 | 市 |
|---|
| 產(chǎn)品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品重量 | 121 |
|---|
| 產(chǎn)品顏色 | 紅色 |
|---|
| 質(zhì)保時間 | 121 |
|---|
| 外形尺寸 | 1 |
|---|
| 適用領(lǐng)域 | 導(dǎo)電 |
|---|
| 是否進口 | 是 |
|---|
| 質(zhì)量認證 | A |
|---|
| 產(chǎn)品功率 | 導(dǎo)電 |
|---|
| 工作溫度 | 621 |
|---|
| 材質(zhì) | T2 |
|---|
| 廠家 | 辰昌盛通 |
|---|
| 盤管 | 軟態(tài) |
|---|
| 直管 | 硬態(tài) |
|---|
| 銅含量 | 9999 |
|---|
| 可定做 | 是 |
|---|
以下是:紫銅管黃銅帶質(zhì)檢嚴格放心品質(zhì)的圖文視頻
紫銅管黃銅帶質(zhì)檢嚴格放心品質(zhì),辰昌盛通金屬材料有限公司專業(yè)從事紫銅管黃銅帶質(zhì)檢嚴格放心品質(zhì),聯(lián)系人:王欣,電話:0635-2119178、13686355178,QQ:1978623870,發(fā)貨地:聊城經(jīng)濟技術(shù)開發(fā)區(qū)1號路東發(fā)貨到山東省 萊蕪市 萊城區(qū)、鋼城區(qū),以下是紫銅管黃銅帶質(zhì)檢嚴格放心品質(zhì)的詳細頁面。 山東省,萊蕪市 2017年,萊蕪市實現(xiàn)生產(chǎn)總值896.02億元,按可比價格計算,比2016年增長7.2%。
想要更直觀地感受紫銅管黃銅帶質(zhì)檢嚴格放心品質(zhì)產(chǎn)品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!
以下是:紫銅管黃銅帶質(zhì)檢嚴格放心品質(zhì)的圖文介紹
檢嚴格放心品質(zhì)")
檢嚴格放心品質(zhì)")
紫銅管的焊接一般采用50%. 45%. 35%或25%的銀焊條,均需有良好的活動性,而且要有助焊劑的匡助。所用助焊劑應(yīng)是柔性混合物或粉狀.
紫銅管焊接用碳化火焰。其焊接順序為:
(1)加熱前,先將助焊劑涂在待焊部位.
(2)加熱插入紫銅管和套管,將火焰嘴在兩點間連續(xù)往返移動。不可將火焰直接遇到助焊劑。加熱鋼管時溫度要比加熱銅管時略高一些。
(3)當紫銅管加熱完畢,助焊劑熔化成液體時,立刻將預(yù)熱過的焊條放在焊點上,焊條一開始熔化,就使火焰嘴在間往返移動,直至焊料流入兩管間縫隙內(nèi)。
(4)將火焰移開,讓焊料與焊接點接觸,維持幾秒鐘后再拿開。假如懷疑或查出兩管間仍有曠地空閑.可再次加熱,使火焰嘴在兩點連續(xù)移動。必要時可添加少量焊料。
檢嚴格放心品質(zhì)")
檢嚴格放心品質(zhì)")
檢嚴格放心品質(zhì)")
從市場情況來看,紫銅管大幅上漲提振市場心,同時由于多數(shù)銅廠推漲,現(xiàn)貨貿(mào)易商多積極跟漲。午后隨著高位成交表現(xiàn)一般,部分獲利盤有套現(xiàn)需求,全天成交與上一交易日相差不大。目前下游旺季用銅需求繼續(xù)釋放,短期需關(guān)注高價資源下的需求持續(xù)性。
今日早盤期貨市場大幅上漲,現(xiàn)貨市場心明顯提振,商家報價大幅拉漲,低位成交尚可,但紫銅管高位成交有些乏力。午后隨著期貨的繼續(xù)走高,部分城市價格再度拉漲,高位成交整體一般。目前市場需求韌性較好,但隨著價格的持續(xù)走高,對下游的承受力有一定的考驗。短期在期盤的大漲及庫存壓力不大的支撐下,市場價格仍有上行的趨勢,不過仍需關(guān)注后期需求面的表現(xiàn)。
據(jù)市場反饋,今日紫銅管期貨持續(xù)走強以及近期銅廠結(jié)算相對偏高刺激,多地商戶多高賣為主。南北價差呈持續(xù)收窄狀態(tài),從銅廠了解到,近期整體出口訂單較好,南下資源稀少,加之市場成交偏好,對價格提漲有較強支撐。
檢嚴格放心品質(zhì)")
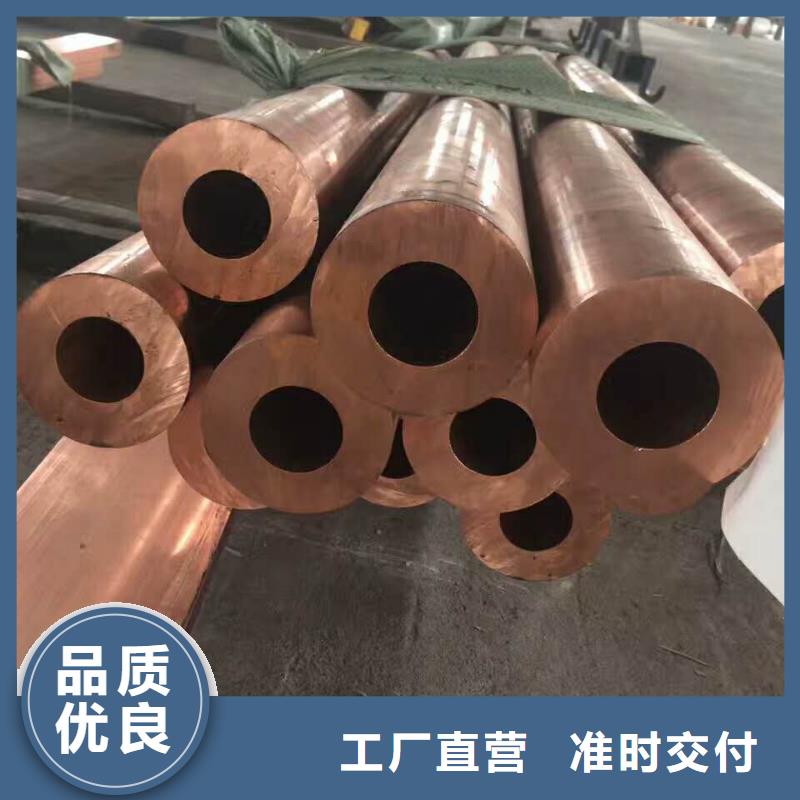
銅管(又稱為紫銅管),常用于自來水管道、供熱以及制冷管道,可在不同環(huán)境中使用。銅管集金屬與非金屬管的優(yōu)點于一身,在冷熱水系統(tǒng)
銅管
銅管
中獨占熬頭,是 的連接管道。銅管耐火且耐熱,在高溫下仍能保持其形狀和強度,不會有老化現(xiàn)象。
銅管的耐壓能力是塑料管和鋁塑管的幾倍乃至幾十倍,它可以承受當今建筑中 水壓。在熱水環(huán)境下,隨著使用年限的延長,塑料管材的承壓能力顯著下降,而銅管的機械性能在所有的熱溫范圍內(nèi)保持不變,故其耐壓能力不會降低,也不會出現(xiàn)老化的現(xiàn)象。
銅管的線性膨脹系數(shù)很小,是塑料管的1/10,不會因為過度的熱脹冷縮而導(dǎo)致應(yīng)力疲勞破裂。
銅管的強度更大,在保證有效內(nèi)徑要求下,外徑更小,更適于暗埋。
檢嚴格放心品質(zhì)")
檢嚴格放心品質(zhì)")
銅在焊接過程中,有易氧化、易變形、易蒸騰(如鋅等)、易生成氣孔等不良現(xiàn)象,給焊接帶來困難。因而焊接銅管時,有必要合理挑選焊接工藝,正確運用焊具和焊件,嚴厲遵守焊接操作規(guī)程,不斷提高操作技能,才干取得優(yōu)質(zhì)的焊縫。 銅管道的焊接DN 小于等于25 的管道選用無鉛錫銅合金焊接銜接。DN 大于25 時選用無鉛低銀磷銅焊接銜接。
8.1 焊接工序
1)將鋼管結(jié)尾及七口用鋼棉清潔潔凈。不要用砂布或砂紙清潔,因為會影響清潔的接口而導(dǎo)致很差的焊接效果。 2)管子清潔完畢,應(yīng)當即涂上焊藥助熔劑涂在接口部分和卡口里隙。要將足夠的熔劑薄薄地涂敷在合作面上,并馬上拼裝,這樣塵埃和臟物才不會污染毛細空隙 3)將管完全刺進到卡口的頂端,滾動管子上的套管以確保接頭上的熔劑敷均勻,并承認管子完全刺進承插口底部,然后擦去剩余的焊藥,接頭就拼裝好能夠加熱了。 4)一般運用氧-作為氣源,LPG 焊進行加熱。焊火焰應(yīng)對著銜接處然后對整個銜接部分進行繼續(xù)加熱。這樣能夠避免部分加熱過量。 5)焊吹口不宜過小,避免使熱量過于會集。焊接時吹管應(yīng)與鉛管筆直,不停地移動火焰,以避免部分過熱和熔劑在增加釬料前碳化 6)先加熱銅管再加熱接頭,直到被加熱部分變成暗紅色,此刻 釬料與管子觸摸時,釬料就應(yīng)該熔化, 7)移開火焰。假如釬料沒有熔化,應(yīng)繼續(xù)加熱接頭,再試一次。依造毛細效果將熔化的釬料吸入套管口,直到套管口上呈現(xiàn)一個完好的釬料環(huán)移開火焰。 8)特別留意火焰不要與釬料直觸摸摸,應(yīng)是接頭處的熱量熔化釬料。為清潔銅管,焊藥必定具有必定程度的腐蝕性,在釬焊完結(jié)之有必要加以清潔。所謂的“自清潔”熔劑有游離,因為它們的腐蝕性,一般狀況下并不引薦運用9)焊接時只需加足充溢毛細空隙的釬料就能夠了,釬料過多只會在接頭底部構(gòu)成小球,或許跑進管子里邊。 10)小口徑管子,當運用釬料時,釬料的長度大允等于管子地直徑就足以添滿焊口了。
8.2 焊接過程:
1) 將焊接的部分完全清潔潔凈。2) 去掉銅管結(jié)尾一切的毛刺3)用鋼棉或砂布將接頭部分清潔潔凈4)確保銅管結(jié)尾有恰當并且光滑的套插部分5)焊接紫銅合金時,將火焰調(diào)至中性。6) 用焊圍著接頭部分的四周來回移動以便使接頭部分均勻受熱。跟著套插的部分受熱翹起,它會擴張并脫離銅管,然后焊料距離。7)將焊接的接頭部分加熱,當?shù)竭^的溫度時,焊條會館 化并掉下一小部分,將火焰移開約兩寸,將火焰沿焊接部分米回移動,以便繼續(xù)加熱,8)按淡紅色的指示參加焊條直到焊接完結(jié)中止,讓其圍著接頭部分漫流直到接口處構(gòu)成一圈細的焊縫不同的方位
9.整理
焊接完結(jié)后,先讓工件在末遭到任何移動之前冷卻下來使釬料凝結(jié),并用濕布和熱水擦洗管子外壁以鏟除去一切殘留的熔劑,假如熔劑殘留在體系中會對銅管構(gòu)成部分腐蝕。
10.閥門裝置:
10.1 裝置前,應(yīng)仔細查看核對類型與規(guī)格,是否契合規(guī)劃要求。查看閥桿和閥盤是否靈敏,有無卡阻和傾斜現(xiàn)象閥盤有必要封閉緊密。 10.2 裝置前,有必要先對閥門進行強度和緊密性實驗,不合格的不得進行裝置。閥門實驗規(guī)則如下: 1)低壓閥門應(yīng)從每批(同制造廠、同規(guī)格、同類型、一起到貨)中查看10%,至少一個,進行強度和緊密性實驗。若有不合格,再查看20%,如仍有不合格則需逐一查看。 2)高、中壓閥門和運送有毒(有毒、刷毒物質(zhì)的規(guī)則見 勞作總局頒布的《壓力容器督查規(guī)程》)及甲、乙類火災(zāi)物質(zhì)(見《建筑規(guī)劃防火規(guī)范》)的閥門均應(yīng)逐一進行強度和緊密性實驗。 3)閥門的強度和緊密性實驗使用潔清水進行,當作業(yè)介質(zhì)為輕質(zhì)石油產(chǎn)品或溫度大于120℃的石油蒸餾產(chǎn)品的閥門,使用火油進行實驗。 4)閥門的強度實驗應(yīng)按下列規(guī)則進行: a 公稱壓力小于或等于32MPa 的閥門其實驗壓力為公稱壓力的1.5 倍; b 公稱壓力大于或等于32MPa 的閥門其實驗壓力按表 1-68; c 實驗時刻少于5 分鐘,殼體、填料無滲漏為合格。 5)除蝶閥、止回閥、底閥、節(jié)流閥外的閥門,緊密性實驗一般應(yīng)以公稱壓力進行,在不能夠斷定公稱壓力時,也可用1.25 倍的作業(yè)壓力進行實驗,以閥瓣密封面不漏為合格。公積壓力小于或等于2.5MPa 的給水用的鑄鐵、鑄銅閘閥答應(yīng)有不超越表1-69 的滲漏量。 6)公稱壓力小于1MPa,且公稱直徑大于或等于600mm的閘閥可不獨自進行水壓強度和緊密性實驗。強度實驗在體系試壓時按管道體系的實驗壓力進行,緊密性實驗可用色印辦法對閘板密封面進行查看,按合面應(yīng)接連。 7)對焊閥門的緊密性實驗獨自進行,強度實驗一般可在體系實驗時進行。 8)緊密性實驗不合格的閥門,須崩潰查看并重作實驗。 9)合金鋼閥門應(yīng)逐一對殼體進行光譜分析,復(fù)查原料。合金鋼及高壓閥門每批取10%,且不少于一個,崩潰查看閥門內(nèi)部零件,如不合格則需求逐一查看。 10)崩潰查看的閥門質(zhì)量應(yīng)契合下列要求: a 合金鋼閥門的內(nèi)部零件進行光譜分析,原料正確; b 閥座與閥體結(jié)合結(jié)實; c 閥芯與閥座的結(jié)合杰出,并無缺點; d 閥桿與閥芯的銜接靈敏、牢靠; e 閥杯無曲折、銹蝕,閥桿與填料壓蓋合作適度,螺紋無缺點; f 閥蓋與閥體接合杰出;墊片、填料、螺栓等完全,無缺點。 11)閥件查看工序如下: a 拆開閥門(閥芯不從閥桿上卸下); b 清洗、查看悉數(shù)零件并光滑活動部件; c 拼裝閥門,包含裝置墊片、密封填料及查看活動部件是否靈敏好用; d 修整在拆開、裝置時所發(fā)現(xiàn)的缺點; e 要求斜體閥門有必要到達規(guī)范的要求。
11.工程質(zhì)量要求及查驗標準
檢嚴格放心品質(zhì)")
檢嚴格放心品質(zhì)")
檢嚴格放心品質(zhì)")
為了滿足市場上對 山東萊蕪紫銅排不同規(guī)格和工藝質(zhì)量的需求。現(xiàn)每年自主研發(fā)或應(yīng)客戶需求開發(fā)設(shè)計推出多款 山東萊蕪紫銅排新品。 “誠信、務(wù)實、創(chuàng)新、開拓”是公司的生存信念,憑著的產(chǎn)品和優(yōu)質(zhì)的服務(wù),辰昌盛通金屬材料有限公司與國內(nèi)眾多公司、政府單位建立了穩(wěn)定的業(yè)務(wù)合作關(guān)系,獲得客戶的一致好評。 我們愿以高品質(zhì)的 山東萊蕪紫銅排產(chǎn)品、優(yōu)惠的價格、快速周到的服務(wù)與您共同創(chuàng)造出更美好的明天!
檢嚴格放心品質(zhì)")
檢嚴格放心品質(zhì)")
從市場情況來看,紫銅管大幅上漲提振市場心,同時由于多數(shù)銅廠推漲,現(xiàn)貨貿(mào)易商多積極跟漲。午后隨著高位成交表現(xiàn)一般,部分獲利盤有套現(xiàn)需求,全天成交與上一交易日相差不大。目前下游旺季用銅需求繼續(xù)釋放,短期需關(guān)注高價資源下的需求持續(xù)性。
今日早盤期貨市場大幅上漲,現(xiàn)貨市場心明顯提振,商家報價大幅拉漲,低位成交尚可,但紫銅管高位成交有些乏力。午后隨著期貨的繼續(xù)走高,部分城市價格再度拉漲,高位成交整體一般。目前市場需求韌性較好,但隨著價格的持續(xù)走高,對下游的承受力有一定的考驗。短期在期盤的大漲及庫存壓力不大的支撐下,市場價格仍有上行的趨勢,不過仍需關(guān)注后期需求面的表現(xiàn)。
據(jù)市場反饋,今日紫銅管期貨持續(xù)走強以及近期銅廠結(jié)算相對偏高刺激,多地商戶多高賣為主。南北價差呈持續(xù)收窄狀態(tài),從銅廠了解到,近期整體出口訂單較好,南下資源稀少,加之市場成交偏好,對價格提漲有較強支撐。
檢嚴格放心品質(zhì)")
檢嚴格放心品質(zhì)")
檢嚴格放心品質(zhì)")
聯(lián)系人:王欣,電話:13686355178,辰昌盛通金屬材料有限公司在山東省萊蕪市本地專業(yè)從事紫銅管黃銅帶質(zhì)檢嚴格放心品質(zhì),山東省萊蕪市各個縣市以及周邊城市均可提供送貨上門服務(wù)!