
我們?yōu)槟尸F(xiàn)了一部精彩絕倫的鋼管噴漆熱軋方鋼支持定制加工產(chǎn)品視頻,讓您感受產(chǎn)品的獨(dú)特之處。
以下是:鋼管噴漆熱軋方鋼支持定制加工的圖文介紹

鋼管噴漆磷化技術(shù)磷化是一種化學(xué)與電化學(xué)反應(yīng)形成磷酸鹽化學(xué)轉(zhuǎn)化膜的過(guò)程,所形成的磷酸鹽轉(zhuǎn)化膜稱之為磷化膜。磷化的目的主要是:給基體金屬提供保護(hù),在一定程度上防止金屬被腐蝕;用于涂漆前打底,提高漆膜層的附著力與防腐蝕能力;在金屬冷加工工藝中起減摩潤(rùn)滑使用。磷化是常用的前處理技術(shù),原理上應(yīng)屬于化學(xué)轉(zhuǎn)換膜處理,主要應(yīng)用于鋼鐵表面磷化,有色金屬(如鋁、鋅)件也可應(yīng)用磷化。5. 鈍化技術(shù)鈍化是化學(xué)清洗中后一個(gè)工藝步驟,是關(guān)鍵一步,其目的是為了材料的防腐蝕。鍋爐、反應(yīng)器等設(shè)備經(jīng)酸洗、水沖洗、漂洗后,金屬表面很清潔,非常活化,很容易遭受腐蝕,所以必須立即進(jìn)行鈍化處理,使清洗后的金屬表面生成保護(hù)膜,減緩腐蝕。對(duì)設(shè)備酸洗鈍化處理,各類油污、銹、氧化皮、焊斑等污垢,處理后表面變成均勻銀白色,大大提高不銹鋼抗腐蝕性能,適用于各種型號(hào)碳鋼不銹鋼零件、板材及其設(shè)備。


宏鉅天成鋼管有限公司自成立以來(lái),堅(jiān)持以守誠(chéng)、便捷、資源整合、促進(jìn)行業(yè)為理念,堅(jiān)守主業(yè)、專注副業(yè),深挖 廣西來(lái)賓冷拔方鋼上下游產(chǎn)業(yè)結(jié)構(gòu),以行業(yè)領(lǐng)軍為愿景,為 廣西來(lái)賓冷拔方鋼行業(yè)的發(fā)展為使命,狠抓管理、認(rèn)真學(xué)習(xí)、專業(yè)培訓(xùn),打造出一支專業(yè)化團(tuán)隊(duì),成為了行業(yè)的新星。



鋼管噴漆一般情況下,若其他條件相同,硬度值越高,耐磨性(或抗磨性)越好,如量具、刃具和磨球等就是如此。硬度高低可表現(xiàn)可削性的好壞。如許多材料(特別是鋼鐵材料),當(dāng)其硬度值處于179~230HB范圍時(shí),其可切削性能佳,過(guò)高或過(guò)低都會(huì)使其可切削性變差。Q345b鋼管等壓力容器和壓力容器構(gòu)件的內(nèi)部,常常存在著不易發(fā)現(xiàn)的缺陷,如焊縫中的未熔合、未焊透、夾渣、氣孔、裂紋等。要想知道這些缺陷的位置、大小、性質(zhì),對(duì)每一臺(tái)鍋爐或壓力容器進(jìn)行破壞性檢查是不可能的,為此要用無(wú)損探傷方法。即在不破壞結(jié)構(gòu)物的前提下,利用物理方法檢查、測(cè)量工件或結(jié)構(gòu)物的物理量變化,以推斷工件或結(jié)構(gòu)物內(nèi)部組織狀況和缺陷情況。無(wú)損檢測(cè)的目的是:改進(jìn)制造工藝,保證產(chǎn)品質(zhì)量。在產(chǎn)品制造過(guò)程中,可以提前發(fā)現(xiàn)缺陷,避免產(chǎn)品報(bào)廢,從而節(jié)約工時(shí)和費(fèi)用,降低產(chǎn)品制造的成本。提高產(chǎn)品的可靠性,保證產(chǎn)品的使用,避免事故的發(fā)生。把無(wú)損探傷運(yùn)用到產(chǎn)品的設(shè)計(jì)、制造、安裝、使用、維修各個(gè)環(huán)節(jié)中;通過(guò)一系列的檢測(cè),判定設(shè)計(jì)、原材料、制造工藝和運(yùn)行的好壞,并找出可能引起破損的因素,隨后加以改進(jìn),從而提高產(chǎn)品的可靠性。


酸洗鋼管貨源充足 全國(guó)發(fā)貨
酸洗鋼管一般較常見(jiàn)的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機(jī)通過(guò)錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成鋼管。鋼管內(nèi)徑由定徑機(jī)鉆頭的外徑長(zhǎng)度來(lái)確定。
鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過(guò)噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。冷拔(軋)無(wú)縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(yàn)(探傷)→標(biāo)記→入庫(kù)。
酸洗鋼管用途冷拔(軋)無(wú)縫鋼管的軋制方法較熱軋(擠壓無(wú)縫鋼管)復(fù)雜。它們的生產(chǎn)工藝流程前三步基本相同。不同之處從第四個(gè)步驟開(kāi)始,圓管坯經(jīng)打空后,要打頭,退火。退火后要用專門的酸性液體進(jìn)行酸洗。酸洗后,涂油。然后緊接著是經(jīng)過(guò)多道次冷拔(冷軋)再坯管,專門的熱處理。熱處理后,就要被矯直。
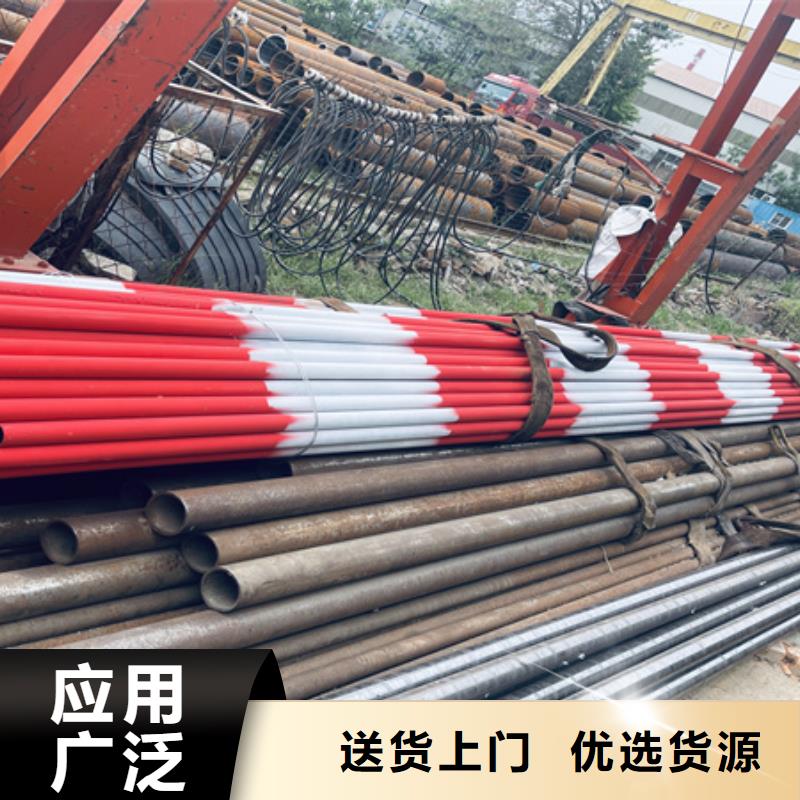
鋼管經(jīng)矯直后由傳送帶送至金屬探傷機(jī)(或水壓實(shí)驗(yàn))進(jìn)行內(nèi)部探傷。若鋼管內(nèi)部有裂紋,氣泡等問(wèn)題,將被探測(cè)出。鋼管質(zhì)檢后還要通過(guò)嚴(yán)格的手工挑選。鋼管質(zhì)檢后,用油漆噴上編號(hào)、規(guī)格、生產(chǎn)批號(hào)等。鋼管噴漆



點(diǎn)擊查看宏鉅天成鋼管有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】