


鋼管樁注漿施工l245直縫焊管量大從優(yōu)的詳細(xì)視頻已經(jīng)上傳,從產(chǎn)品的外觀到內(nèi)在,從功能到性能,視頻將為您呈現(xiàn)一個(gè)真實(shí)、的產(chǎn)品形象。
以下是:鋼管樁注漿施工l245直縫焊管量大從優(yōu)的圖文介紹
")
")
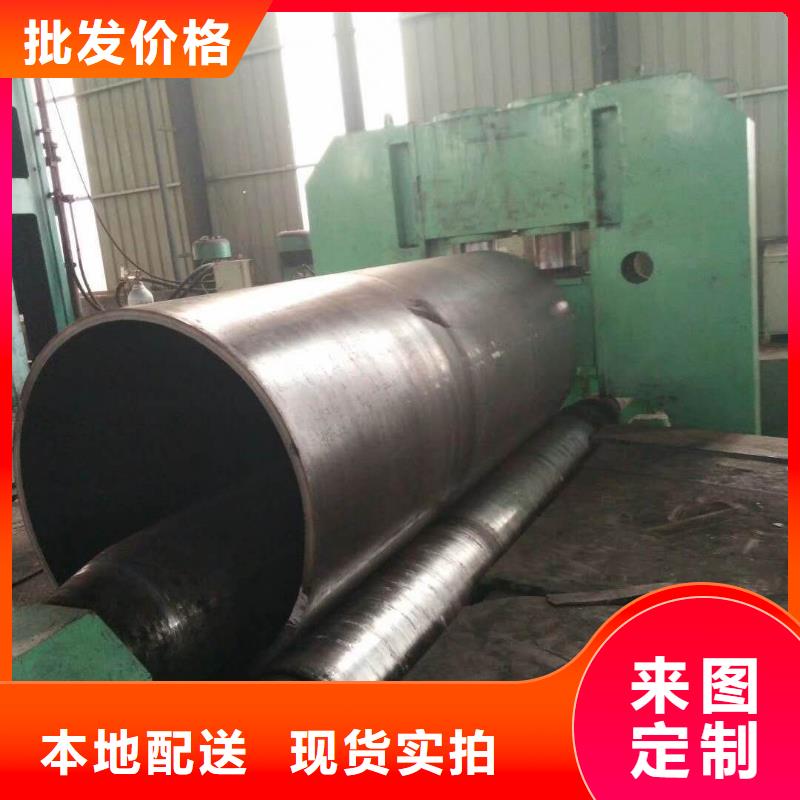
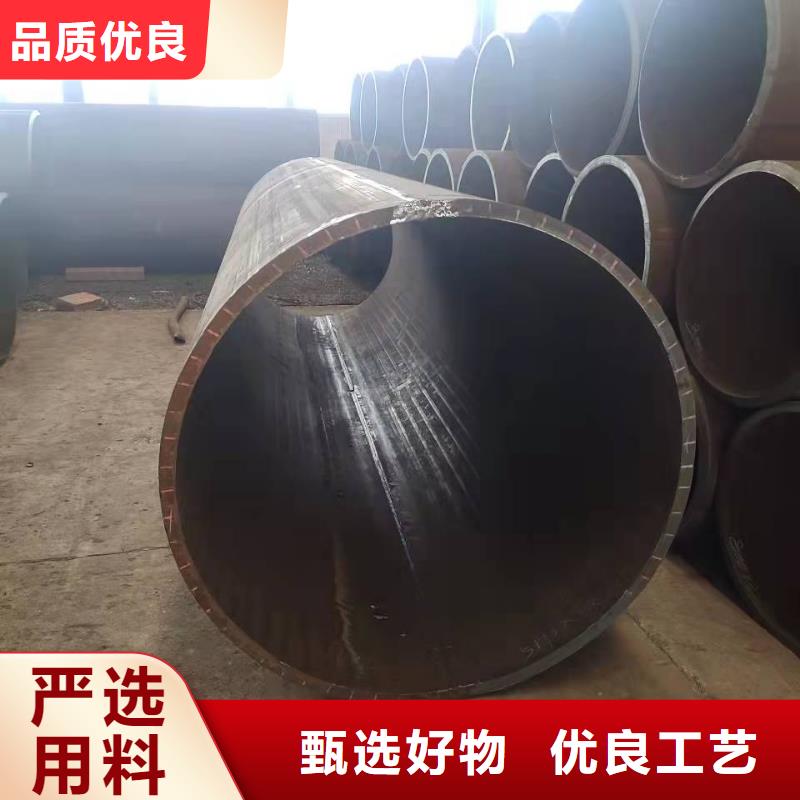
鋼板卷管管節(jié)的卷制 在卷管加工過程中,應(yīng)防止板材表面損傷。對有嚴(yán)重傷痕的部位必須進(jìn)行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設(shè)計(jì)壁厚。鋼板卷管采用一次性成型工藝,卷制時(shí),先將鋼板兩頭壓彎,直徑應(yīng)小于卷管直徑。然后調(diào)整滾床壓力,分二到三次卷制鋼管。將卷好的管節(jié)點(diǎn)焊加固,御下滾床后運(yùn)往焊接平臺施焊。對焊接完的管節(jié)進(jìn)行第二次滾圓,卷管的校圓樣板的弧長應(yīng)為管子周長的1/6~1/4;樣板與管內(nèi)壁的不貼合間隙應(yīng)符合下列規(guī)定: 1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。 2離管端200mm的對接縱縫處不得大于2mm。 3其他部位不得大于1mm。 4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊縫不能雙面成型的卷管,當(dāng)公稱直徑大于或等于600mm時(shí),宜在管內(nèi)進(jìn)行封底焊。
")
")
")
本公司技術(shù)力量雄厚,生產(chǎn)設(shè)備齊全、檢測手段完善,主要產(chǎn)品有 江西撫州橋式濾水管。公司擁有完整、科學(xué)的質(zhì)量管理體系,堅(jiān)持“質(zhì)量圖生存,誠信贏聲譽(yù),創(chuàng)新求發(fā)展”的經(jīng)營理念愿以優(yōu)良產(chǎn)品,良好的服務(wù)真誠期待國內(nèi)國際朋友的光臨合作!公司的誠信、實(shí)力和產(chǎn)品質(zhì)量獲得業(yè)界的認(rèn)可。歡迎各界朋友蒞臨參觀、指導(dǎo)和業(yè)務(wù)洽談。張經(jīng)理13863598006
")
")
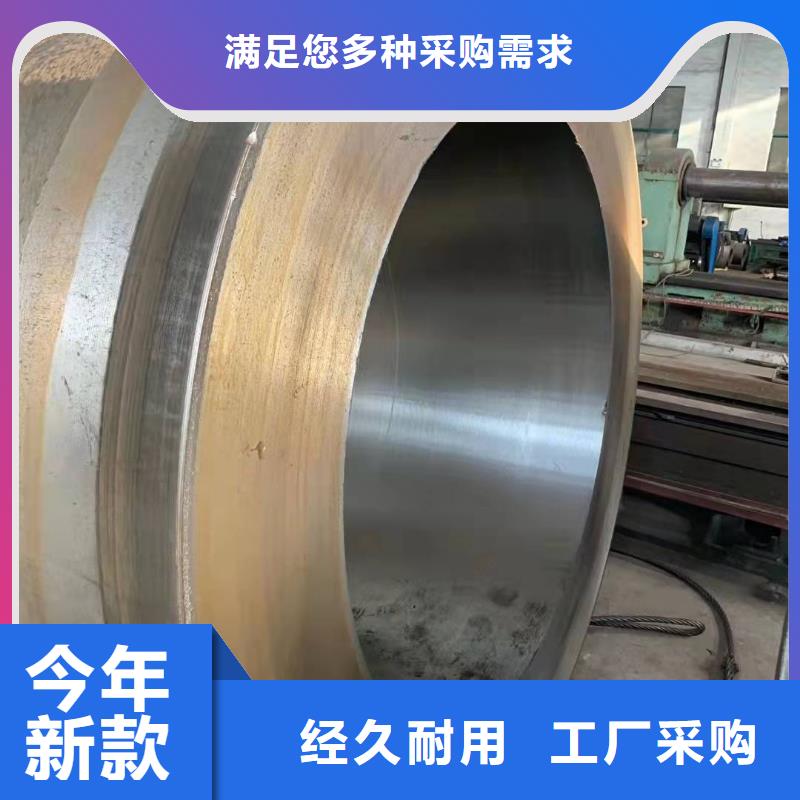
首先是將鋼板卷管由上游輥道進(jìn)入矯直機(jī)入口輥道。當(dāng)卷管頭部被入口輥道中間位置傳感元件感應(yīng)到時(shí),輥道減速。 其次是當(dāng)卷管頭部被入口輥道末端位置傳感元件感應(yīng)到時(shí),入口輥道段下落,入口快開缸閉合延時(shí)開始計(jì)時(shí)。管頭進(jìn)入入口矯直輥中間位置時(shí),入口快開缸閉合,卷管被咬入,同時(shí)入口第二段輥道下落。 其次是通過快開缸延時(shí)的設(shè)定,管頭進(jìn)入中間輥和出口輥中間位置時(shí),中間輥、出口輥快開缸相繼閉合,卷管進(jìn)入矯直過程。 其次是當(dāng)管尾離開入口輥道中間位置傳感元件時(shí),入口輥道 段上升。當(dāng)管尾離開入口輥道末端位置傳感元件時(shí),入口輥道第二段上升,同時(shí)通過快開缸延時(shí)的設(shè)定,管尾到達(dá)入口輥、中間輥和出口輥中間位置時(shí),入口輥、中間輥、出口輥快開缸相繼打開。
")
")
")
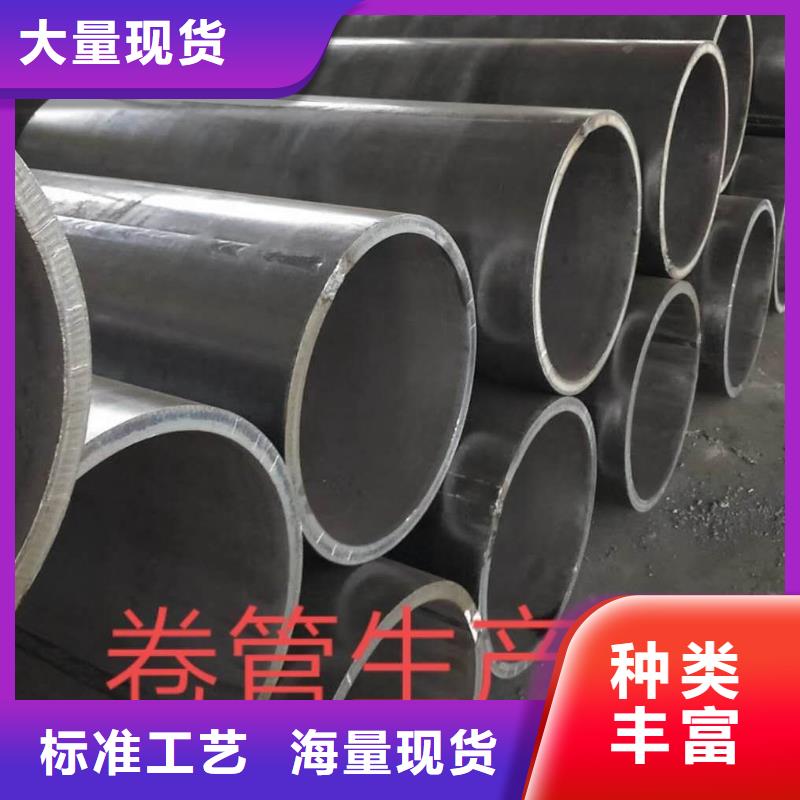
大口徑鋼板卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖 :材料檢查 檢查材料質(zhì)量合格證明書、標(biāo)識及檢驗(yàn)報(bào)告是否符合現(xiàn)行有關(guān)標(biāo)準(zhǔn)及規(guī)范的要求。鋼板厚度及允許偏差是否符合產(chǎn)品標(biāo)準(zhǔn)的要求。鋼材外觀質(zhì)量是否符合 現(xiàn)行有關(guān)標(biāo)準(zhǔn)的規(guī)定,當(dāng)鋼材表面有銹蝕、麻點(diǎn)或劃痕等缺陷時(shí),其深度不得大于鋼材厚度允許偏差值的12;鋼材表面的銹蝕等級應(yīng)符合現(xiàn)行 標(biāo)準(zhǔn)涂裝前鋼材表面銹蝕等級和除銹等級GB8923規(guī)定的C級及C級以上;鋼材端邊或斷口處不應(yīng)有分層、夾渣等缺陷。
")
點(diǎn)擊查看山特金屬制品有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
