

想要深入了解鋼板熱鍍鋅h型鋼匠心品質產品的各項功能和特點嗎?我們為您呈現的產品視頻將為您揭開產品的神秘面紗。請您抽出寶貴時間觀看,相信會給您帶來滿滿的驚喜和收獲。
以下是:鋼板熱鍍鋅h型鋼匠心品質的圖文介紹

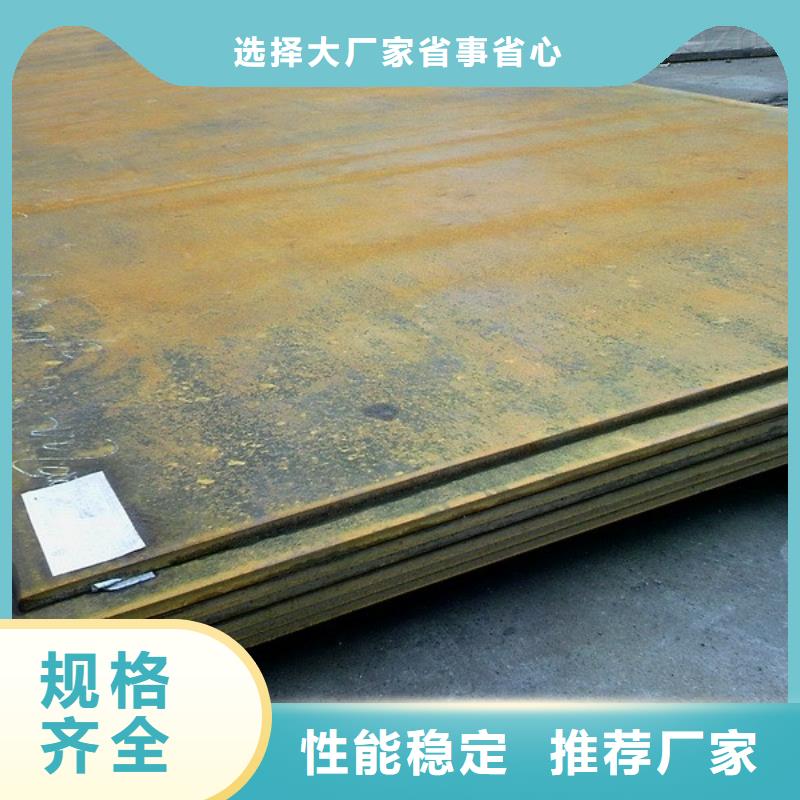
荊州熱軋鋼板
闊恒興旺貿易有限公司
信譽良好質優價廉

荊州熱軋鋼板的詳細介紹
定制定做嚴選材質

【天津闊恒興旺國際貿易有限公司】2.施工準備:2.1材料要求:2.1.1用于切割下料的鋼板應經質量部門檢查驗收合格,其各項指標滿足 規范的相應規定。2.1.2鋼板在下料前應檢查鋼板的牌號、厚度和表面質量,如鋼材的表面出現蝕點深度超過國標鋼板負偏差的部位不準用于產品。小面積的點蝕在不減薄設計厚度的情況下,可以采用焊補打磨直至合格。2.1.3在下料時必須核對鋼板的牌號、規格和表面質量情況,在確認無疑后才可下料。2.2施工設備及工具:2.2.1切割下料設備主要包括數控火焰切割機、數控等離子切割機、直條切割機、半自動切割機等。2.2.2在氣割前,先檢查整個氣割系統的設備和工具全部運轉正常,并確保的條件下才能運行,而且在氣割過程中應注意保持。2.2.3檢測及標識工具分別為:鋼尺、卷尺、石筆、記號筆等。3.切割操作工藝:3.1在進行自動切割時,吊鋼板至氣割平臺上,應調整鋼板單邊兩端頭與導軌的距離差在5mm范圍內。在進行半自動切割時,應將導軌放在被切割鋼板的平面上,然后將切割機輕放在導軌上。使有割炬的一側面向操縱者,根據鋼板的厚度選用割嘴,調整切割直度和切割速度。3.2根據自動切割及半自動切割方式的不同,調整各把割槍的距離,確定后拖量,并考慮割縫補償;在切割過程中,割槍傾角的大小和方向主要以鋼板厚度而定,割嘴傾角與割件厚度的關系及切割余量如下表所示:割嘴傾角與割件厚度的關系割件厚度<10≥10傾角方向后傾垂直傾角度數10°-15°0°鋼板切割余量表切割方式材料厚度mm割縫寬度留量(mm)備注氣割下料≤101~210~202.520~403.040以上4.0在進行厚板氣割時,割嘴與工件表面保持垂直,待整個斷面割穿后移動割嘴,轉入正常氣割,氣割將要到達終點時應略放慢速度,使切口下部完全割斷。





闊恒興旺貿易有限公司主要生產經營: 湖北荊州熱軋鋼板。我們公司始終遵循“質量為主,客戶至上,誠信為本”的經營理念。致力于提供高品質的產品,完善的售后服務,快捷的供貨。無論您身處何方,都能感受到我們專業技術人員迅捷優良的服務。公司以良好的信譽、優質的產品、雄厚的實力、低廉的價格享譽全國30多個省、市、自治區、直轄市,產品深得用戶依賴。歡迎新老客戶來電垂詢。