


想了解復(fù)合耐磨鋼板,銹蝕鋼板您身邊的廠家產(chǎn)品的更多信息?一部視頻,讓你輕松get到所有重點(diǎn)!
以下是:復(fù)合耐磨鋼板,銹蝕鋼板您身邊的廠家的圖文介紹
合耐磨鋼板,銹蝕鋼板您身邊的廠家")
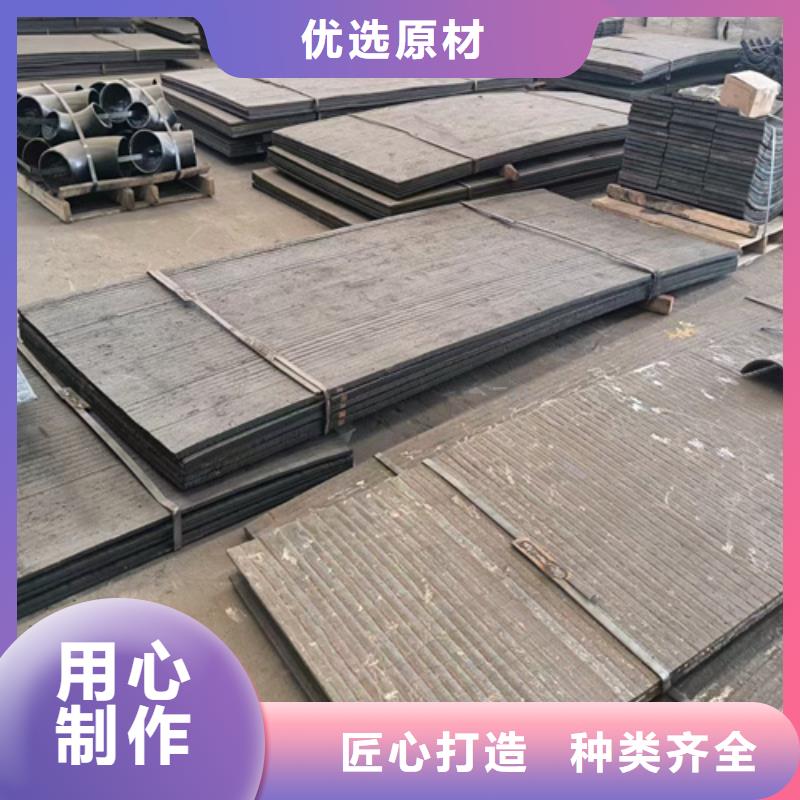
復(fù)合鋼板的調(diào)平堆焊后的復(fù)合鋼板一般會(huì)出現(xiàn)較嚴(yán)重的變形,母板越薄,變形越嚴(yán)重。堆焊時(shí),為防止母板變形,一般會(huì)在母板四周采用壓板或壓杠壓緊。但在焊接熱應(yīng)力作用下,母板可產(chǎn)生平面方向的收縮位移。變形嚴(yán)重時(shí),收縮位移量可達(dá)母板長(zhǎng)度尺寸的5%一8%。當(dāng)焊后松開壓板時(shí),復(fù)合鋼板會(huì)產(chǎn)生翹曲變形。經(jīng)過(guò)研究與試驗(yàn),采用卷板機(jī)調(diào)平的方法可以調(diào)平復(fù)合板,將制備好的變形的板通過(guò)卷板機(jī)的作用,卷弧拉伸基板母材,母板的變形會(huì)逐步變小,后消失,尺寸較大、泰州靖江同城變形較嚴(yán)重的鋼板需多次拉伸才可調(diào)平。采用這種方法可使復(fù)合鋼板的不平度不大于5mm/㎡,可以滿足像襯板、泰州靖江同城溜槽、泰州靖江同城料斗、泰州靖江同城篩板等對(duì)平整度要求不是特別高的設(shè)備及零件的使用要求。復(fù)合耐磨鋼板
合耐磨鋼板,銹蝕鋼板您身邊的廠家")
合耐磨鋼板,銹蝕鋼板您身邊的廠家")
①經(jīng)過(guò)短短幾個(gè)月的使用,發(fā)現(xiàn)現(xiàn)使用的導(dǎo)向板存在著嚴(yán)重的偏磨現(xiàn)象,從上而下磨損逐漸加重。終因下邊緣磨損過(guò)量致使導(dǎo)向板失效,現(xiàn)役材料接觸區(qū)呈楔形,喪失了導(dǎo)向板的作用。同時(shí)在工作中,由于導(dǎo)向板呈楔形,鉆箱向后面傾斜,鉆桿在鉆孔過(guò)程中不能垂直于頂板,在打孔過(guò)程中經(jīng)常會(huì)打斜眼,嚴(yán)重影響錨桿支護(hù)的強(qiáng)度;鉆箱離工作臺(tái)太近,且導(dǎo)向板呈楔形導(dǎo)致鉆箱斜置,下落過(guò)程中鉆箱很容易與工作臺(tái)相撞.嚴(yán)重影響鉆箱的使用壽命和整機(jī)的開機(jī)時(shí)間,很大程度上影響了煤礦生產(chǎn)速度。②從直觀地發(fā)現(xiàn)導(dǎo)向板與鉆架主體之間的接觸表面上布滿了沿摩擦方向的劃痕,且有較多明顯可辨的溝槽,可見(jiàn)鉆箱工作中發(fā)生了較嚴(yán)重的磨粒磨損。(2)微觀分析通過(guò)使用發(fā)射掃描電子顯微鏡對(duì)現(xiàn)有導(dǎo)向板的磨損面進(jìn)行掃描電鏡(SEM)觀察分析。從的SEM圖像可以看到導(dǎo)向板的接觸表面上有擠壓剝落的現(xiàn)象,同時(shí)其表面也產(chǎn)生了大量由切削和犁溝作用形成的溝槽。通過(guò)SEM圖像并結(jié)合磨粒磨損產(chǎn)生的原因可以看出導(dǎo)向板的損傷主要是來(lái)源于磨粒磨損。同時(shí)在磨損表面還存在大量的疲勞磨損和茹著磨損的痕跡,這些都會(huì)影響現(xiàn)有導(dǎo)向板的。復(fù)合耐磨鋼板
合耐磨鋼板,銹蝕鋼板您身邊的廠家")
合耐磨鋼板,銹蝕鋼板您身邊的廠家")
合耐磨鋼板,銹蝕鋼板您身邊的廠家")
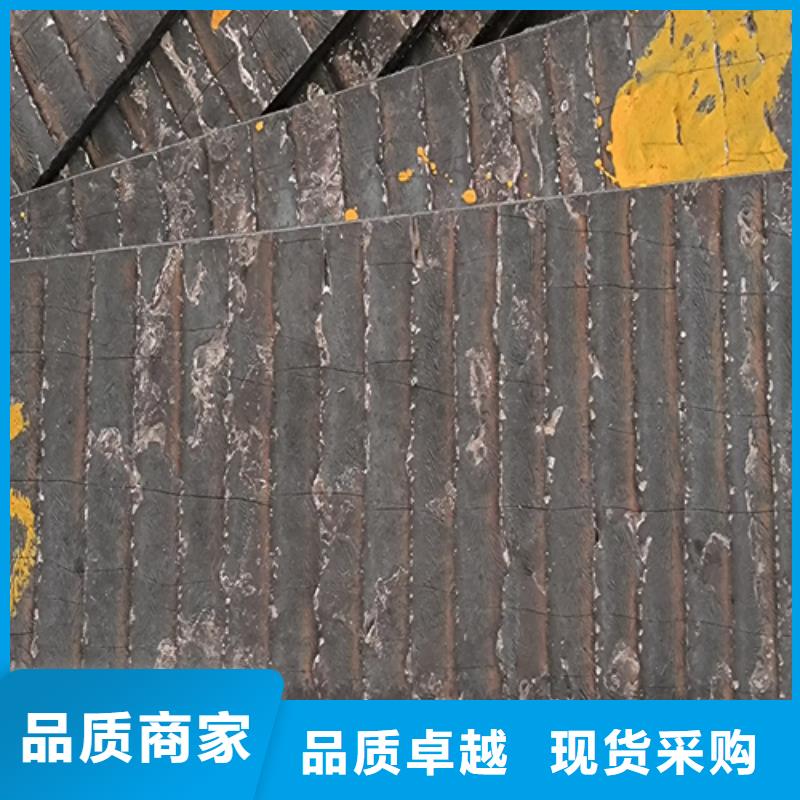
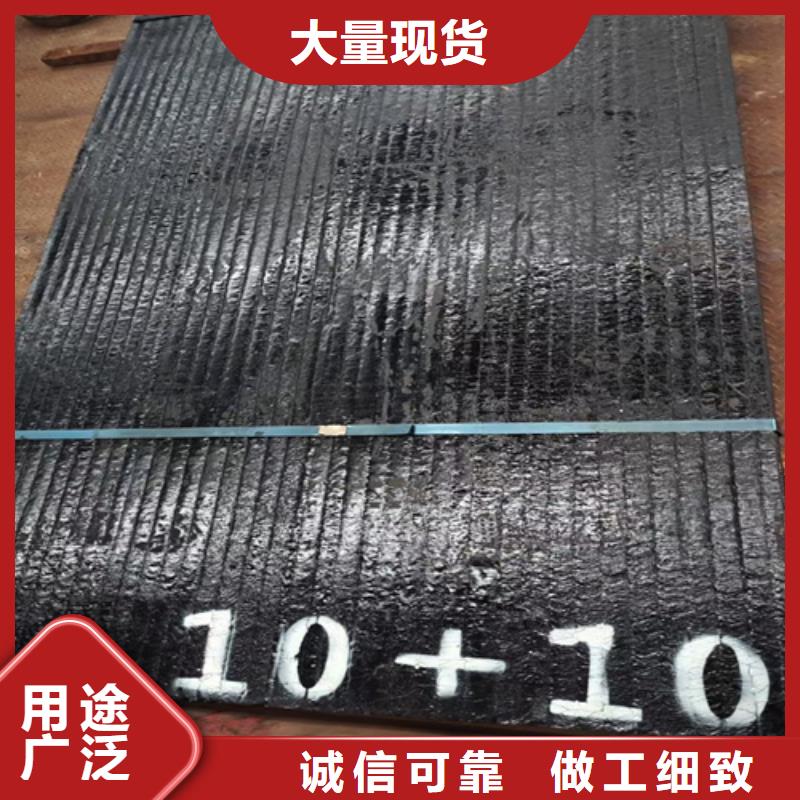
堆焊工藝方法在堆焊前先將明弧堆焊焊絲穿過(guò)送絲輪和導(dǎo)電嘴,焊槍接電源正極,基材接電源負(fù)極,通電后焊絲先與基材之間形成電弧,隨焊槍擺動(dòng)向前焊接,電弧開始在焊絲與基材之間產(chǎn)生,進(jìn)人穩(wěn)定焊接過(guò)程。在堆焊過(guò)程中,焊槍的擺動(dòng)寬度應(yīng)大于焊絲直徑的4倍以上,以避免擺動(dòng)過(guò)寬造成焊道兩側(cè)熔深過(guò)大,擺寬過(guò)窄造成成形不良。堆焊過(guò)程中的易損件,如導(dǎo)電嘴、泰州靖江送絲輪應(yīng)及時(shí)更換,否則會(huì)導(dǎo)致送絲不暢,而產(chǎn)生斷弧。焊絲的干伸長(zhǎng)度要適中,不能過(guò)長(zhǎng)或過(guò)短(一般25mm)。過(guò)長(zhǎng)會(huì)導(dǎo)致焊道不直,影響焊縫成形;過(guò)短會(huì)導(dǎo)致斷弧,影響連續(xù)焊接和板的質(zhì)量。在實(shí)際的生產(chǎn)過(guò)程中,我們采用四頭堆焊板工藝,同時(shí)用四臺(tái)焊機(jī)堆焊。采用這種方法能提高生產(chǎn)效率,降低成本。如堆焊規(guī)格為1500mmx3500mm的Q235鋼板,當(dāng)選用2.8mm焊絲,堆焊4mm厚度時(shí),大約只需要3.5h,一人操作即可完成整張板的焊接。同時(shí)焊接過(guò)程中采用壓力水冷技術(shù),既可提高冷卻速度,也可提高板的硬度和。焊接速度的選擇:從堆焊成形角度講,焊接速度太小時(shí),由于線能量過(guò)大熔化了較多的金屬,使熔化金屬向焊縫兩邊流淌,影響焊縫成形,同時(shí)容易造成邊緣部分與基材間產(chǎn)生未融合的缺陷;焊接速度太大時(shí),會(huì)使堆焊層中間下凹或者薄厚不均勻。通過(guò)多次試驗(yàn),我們選擇的焊速一般在10~15mm/s之間,隨著焊接電流的增加,焊速也略有增加。此外,焊速還影響堆焊層厚度,焊速越快,堆焊層越薄。所以在實(shí)際堆焊時(shí),應(yīng)綜合考慮多方面因素來(lái)選擇焊速。復(fù)合耐磨鋼板
合耐磨鋼板,銹蝕鋼板您身邊的廠家")
合耐磨鋼板,銹蝕鋼板您身邊的廠家")
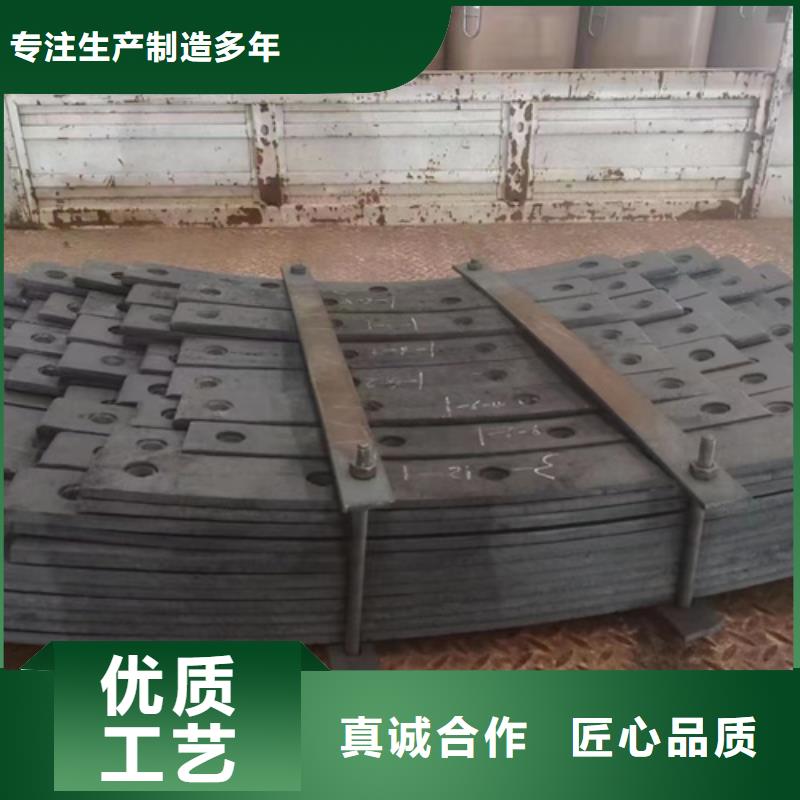
導(dǎo)向板正常工作時(shí)的工作類型為輕載低速,其潤(rùn)滑主要是通過(guò)潤(rùn)滑裝置中流出的液壓油為其接觸面進(jìn)行潤(rùn)滑,但是潤(rùn)滑為邊界潤(rùn)滑甚至干摩擦;同時(shí)由于工作環(huán)境的影響,導(dǎo)致其摩擦過(guò)程中有大量的磨粒存在于接觸界面間;同時(shí)導(dǎo)向板材料的硬度與鉆架主體材料的硬度相差很大,后者為前者的1.7倍。通過(guò)對(duì)鉆箱的運(yùn)動(dòng)分析,看到導(dǎo)向板工作時(shí)受力不均勻,在豎直方向上,導(dǎo)向板從中部到下邊緣的載荷從零均勻增加到大值r1,這是導(dǎo)致導(dǎo)向板失效的重要原因之一;同時(shí)經(jīng)過(guò)分析其磨損表面出現(xiàn)的磨粒磨損是導(dǎo)致導(dǎo)向板失效的另一個(gè)重要原因。根據(jù)以上的分析發(fā)現(xiàn)影響現(xiàn)在鉆架壽命的主要原因是導(dǎo)向板的材料,現(xiàn)有導(dǎo)向板材料的太低,建議更換現(xiàn)有導(dǎo)向板的材料,從而延長(zhǎng)鉆架的工作壽命,同時(shí)提高整機(jī)的開機(jī)時(shí)間,加快巷道的錨桿支護(hù)速度。復(fù)合耐磨鋼板
合耐磨鋼板,銹蝕鋼板您身邊的廠家")
合耐磨鋼板,銹蝕鋼板您身邊的廠家")
如今采購(gòu)商品牌意識(shí)更強(qiáng)了,也都非常精明,買 泰州靖江35#鋼板的選擇性也更多,很多采購(gòu)商直接開車到 泰州靖江35#鋼板生產(chǎn)基地,一天能考察好多個(gè) 泰州靖江35#鋼板廠家,產(chǎn)品到底好不好,他們都能很快知道。所以,只要用心做產(chǎn)品做服務(wù),用戶都能看得見(jiàn)。選擇【多麥金屬】高錳耐磨耐候鋼板生產(chǎn)廠家,選擇放心。
合耐磨鋼板,銹蝕鋼板您身邊的廠家")
合耐磨鋼板,銹蝕鋼板您身邊的廠家")
點(diǎn)擊查看【多麥金屬】高錳耐磨耐候鋼板生產(chǎn)廠家的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
