



欄廠家直發(fā)")
不銹鋼護(hù)欄的不銹鋼復(fù)合管在儲存的時候應(yīng)該注意哪些問題?
1 首先就是不銹鋼復(fù)合管在保存的時候一定要避免和有腐蝕作用的化學(xué)品放在一起,如果泄露的話就會對不銹鋼
復(fù)合管產(chǎn)生侵蝕和破壞。
2 不銹鋼復(fù)合管在儲存的時候也應(yīng)該避免長時間浸在水里,不銹鋼復(fù)合管的銹蝕非常慢,但如果時間與水接觸還
是會影響到質(zhì)量。而通風(fēng)的目的就是為了避免不銹鋼復(fù)合管長期處在潮濕的空氣里,能夠及時通風(fēng)的話就可以把潮氣
排走。當(dāng)然在下雨應(yīng)該盡量做好防雨的工作。
不銹鋼復(fù)合管本身具有比較高的強(qiáng)度,因此通常都是采用堆垛碼放的。不過在碼放的時候也要遵從一定的原則,
否則有可能會使鋼管形成損壞,或者取用的時候帶來不便。碼放不銹鋼復(fù)合管的首要原則就是穩(wěn)定和。不銹鋼復(fù)
合管碼垛的下邊應(yīng)該做好保護(hù),好是鋪上木材做成的底座,避免讓鋼管直接接觸地面,除了可以起到保護(hù)作用,避
免長期對方使下層的鋼管變形,還能夠防止地上的積水對鋼管產(chǎn)生腐蝕。不銹鋼復(fù)合管碼放的高度不應(yīng)該過高,否則
很容易增加危險,同時也容易對下層的鋼管形成更大的壓力,從而導(dǎo)致變形的產(chǎn)生。
欄廠家直發(fā)")
欄廠家直發(fā)")
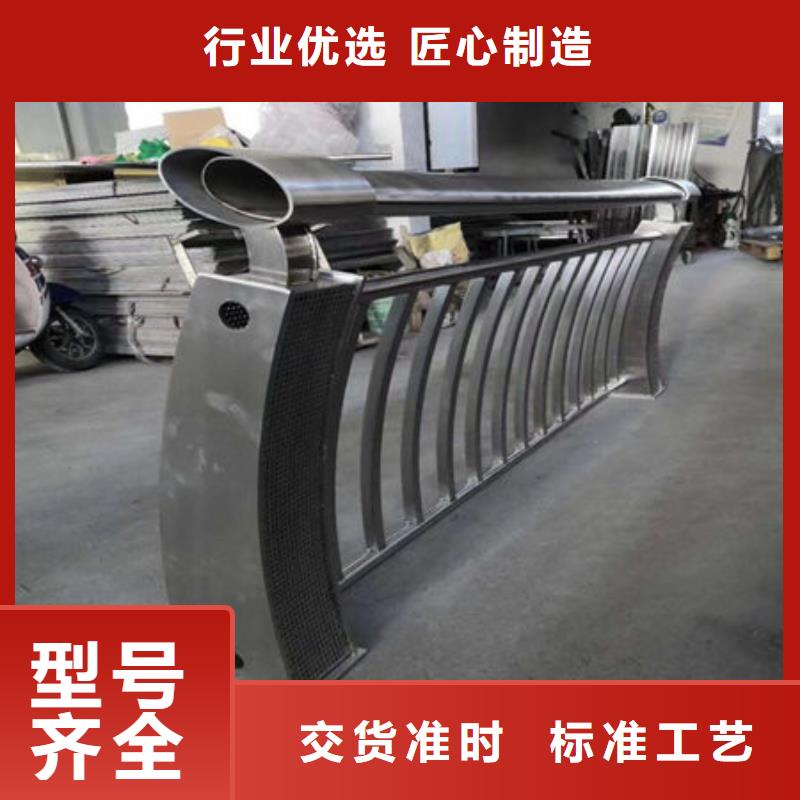
不銹鋼復(fù)合管護(hù)欄刷什么漆
不銹鋼復(fù)合管護(hù)欄是我們常見的一種重要的不銹鋼產(chǎn)品,它的硬度是比較大的,也是屬于不銹鋼產(chǎn)品的一種。隨著我國的基礎(chǔ)建設(shè)的不斷地發(fā)展,不銹鋼復(fù)合管護(hù)欄的應(yīng)用和范圍也是不斷地進(jìn)行的,也是比較廣泛的。但是在不銹鋼復(fù)合管護(hù)欄的處理的過程中會用到噴漆的,噴漆使得不銹鋼復(fù)合管護(hù)欄的效果和性能更加好。對于噴漆的處理的方式是這樣進(jìn)行規(guī)定的:
一般型材的不銹鋼復(fù)合管護(hù)欄表面是光亮的,不容易上漆,即使上了,也很容易花掉。需要做以下處理:
1.要將不銹鋼表面拉毛,用鋼絲刷或者沙皮講表面拉毛。
2.要進(jìn)行清洗,清洗用的藥業(yè),有專門的化學(xué)產(chǎn)品,也可以酸洗,如果數(shù)量不多可以用常規(guī)清洗法清洗。
3.上漆貨噴塑,建議采用噴塑,因為噴漆的話,如果調(diào)制的不夠濃稠,就會有流淌現(xiàn)象,如果調(diào)的太濃稠,會掉漆和噴灑不勻,噴塑的話就能規(guī)避該類問題。
4.烤漆,就是講噴好的構(gòu)建放入烤漆房,進(jìn)行一定時間的烘烤,溫度不能過高,時間不能過久,也不能過低過早。
欄廠家直發(fā)")
欄廠家直發(fā)")
欄廠家直發(fā)")
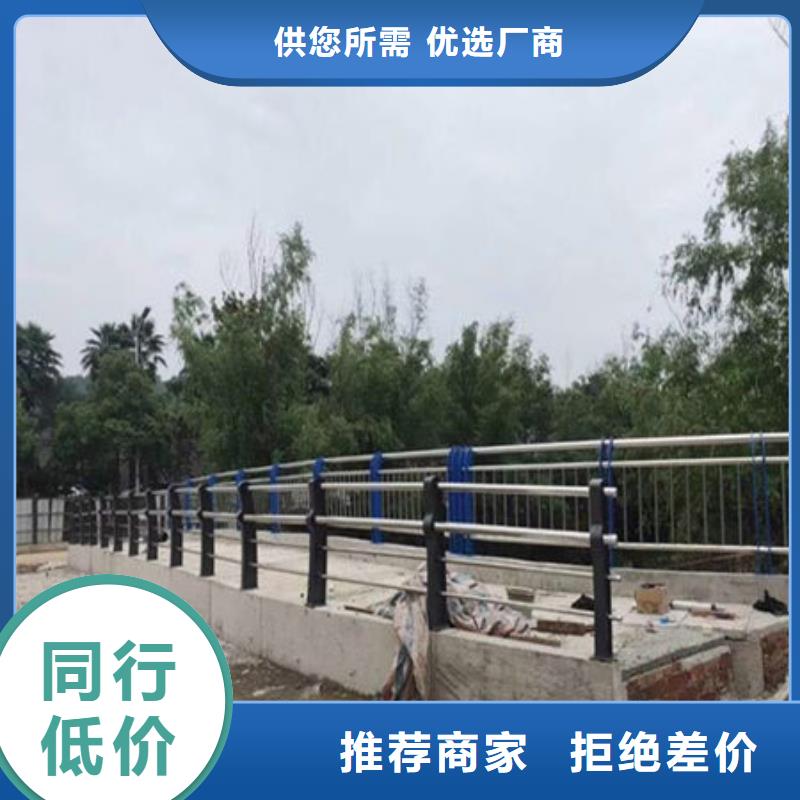
華爾新材料科技有限公司是一家專注于 甘肅嘉峪關(guān)橋梁防撞護(hù)欄產(chǎn)品研究、開發(fā)、生產(chǎn)及銷售的高科技技術(shù)型企業(yè)。公司依托雄厚的技術(shù)力量并與多家科研單位及高等院校建立了密切的合作關(guān)系,公司具備先進(jìn)的生產(chǎn)工藝及嚴(yán)格的生產(chǎn)管理制度,研發(fā)和生產(chǎn)了各種 甘肅嘉峪關(guān)橋梁防撞護(hù)欄。
欄廠家直發(fā)")
欄廠家直發(fā)")
了解下不銹鋼復(fù)合管護(hù)欄的制作工序
不銹鋼復(fù)合管護(hù)欄的底層與復(fù)層接壤處的焊接屬異種鋼焊接,其焊接性主要取決于復(fù)層和底層的物理性能、化學(xué)
性能、接頭方式及填充金屬品種,常發(fā)作高溫結(jié)晶裂紋、推延裂紋和脆化問題。焊接的方法有:焊條電弧焊、埋弧焊
、CO2氣體維護(hù)焊等。
如今常用氬弧焊焊接復(fù)層、焊條電弧焊焊接底層。為了確保復(fù)合鋼板不失去原有的綜合性能,底層與復(fù)層有必要
分別停止焊接;底層的焊接工藝與珠光體相同,復(fù)層的焊接工藝與相應(yīng)的不銹鋼類似,而底層與復(fù)層接壤處的異種金
屬焊接是關(guān)鍵。
焊前準(zhǔn)備,不銹鋼復(fù)合管護(hù)欄的切開,普通總厚在12mm以下時,選用機(jī)械剪切合冷沖壓加工等方,加工時復(fù)
層有必要向下底層向上,不能損傷復(fù)層表面和分離處;在底層和復(fù)層都較厚的狀況下,可選用等離子切開(從復(fù)層側(cè)
開端切開)和氧-乙炔火焰切開(從基體側(cè)開端,氧壓和割速要比同厚的碳鋼板小,但割嘴稍大些)。
不銹鋼成形制造,要盡或許實行常溫冷態(tài)彎曲成形,不能在滾床或壓床停止急劇彎曲,要逐段遲緩加工成形;假
如需求熱加工成形的話,首先要清洗工件表面油污及雜質(zhì),運用弱氧化性演加熱工件,以防增碳現(xiàn)象;關(guān)于低碳鋼基
體能夠空冷,對低合金鋼基體要停止保溫緩冷。加熱溫度在700~850℃。
欄廠家直發(fā)")
欄廠家直發(fā)")
欄廠家直發(fā)")