


聯(lián)系我們

- 智能公交站臺候車亭來圖定制
- 電動雨棚售后完善
- 服務(wù)優(yōu)先【凱美】移動式密集柜
- L型翅片管公司
- 采購龍興鋼HAl59-3-2銅合金必看-經(jīng)驗豐富
- 制造廠家【鑫康】手搖移動鐵皮柜
- 護(hù)欄鋁合金護(hù)欄價格國標(biāo)檢測放心購買
- 成品檐溝性能可靠
- 【鉛磚】_鉛門定制速度快工期短
- 【鉛屏風(fēng)鉛玻璃廠家源頭廠家直銷】
- 水下管道電纜鋪設(shè)經(jīng)驗豐富
- 多功能可定制宣傳欄燈箱 戶外宣傳欄燈箱 不銹鋼宣傳欄燈箱 太陽能宣傳欄燈箱 發(fā)光宣傳欄燈箱 垃圾分類宣傳欄燈箱 戶外防銹液壓宣傳欄燈箱 校園宣傳欄燈箱定制 文化長廊宣傳欄燈箱 核心價值觀宣傳欄燈箱歡迎咨詢
- 承壓用精密管
- 智能公交站臺候車亭來圖定制
- 電動雨棚售后完善
承壓用精密管
更新時間:2025-01-11 01:23:27 瀏覽次數(shù):5 公司名稱:聊城 金海金屬材料有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議 |
| 發(fā)貨期限 | 5 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說明 | 電議 |
| 材質(zhì) | 碳鋼 合金鋼 |
| 質(zhì)量 | 保質(zhì)保量 |
| 價格 | 面議 |
| 專業(yè) | 專業(yè)厚壁無縫鋼管加工 |
| 廠家 | 聊城工廠專業(yè)制造 |
| 過磅 | 過磅稱重 |
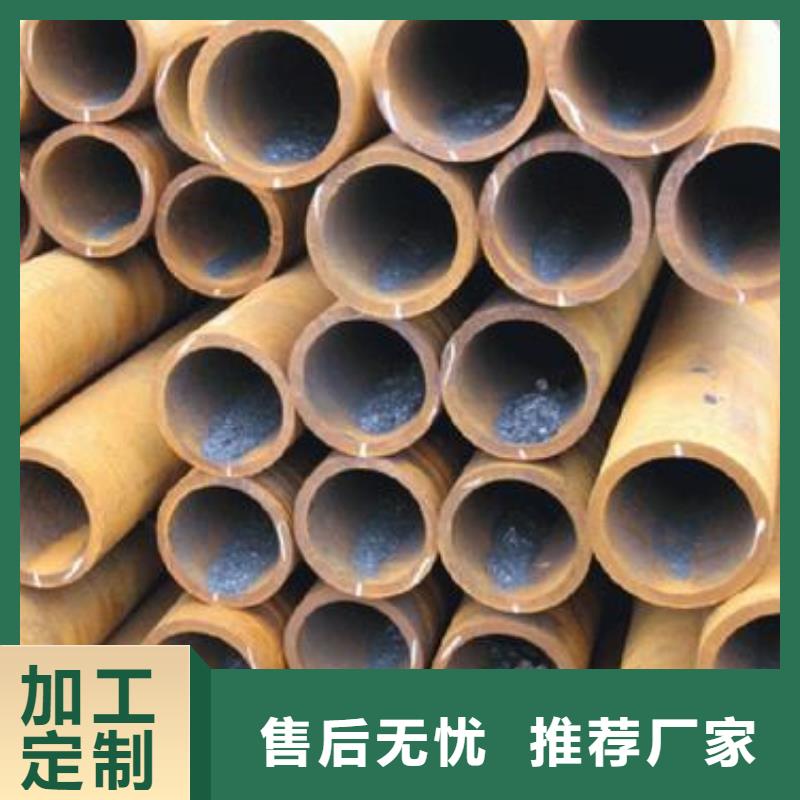




厚壁無縫鋼管采購-厚壁無縫鋼管批發(fā)
厚壁無縫鋼管生產(chǎn)的生產(chǎn)制造工藝可分為冷拔、冷軋、熱軋、熱擴(kuò)四種基本方式,鋼管的材質(zhì)為10#、20#、35#、45#稱為 普通鋼管,按照用途分為結(jié)構(gòu)用無縫鋼管;輸送用無縫鋼管;鍋爐用無縫鋼管;鍋爐用高壓無縫鋼管;化肥設(shè)備用高壓無縫鋼管;地質(zhì)鉆探用無縫鋼管;石油鉆探用無縫鋼管;石油裂化用無縫鋼管;船舶用無縫鋼管;冷拔冷軋精密無縫鋼管;各種合金管。無縫鋼管表示方法為外徑,壁厚,厚壁無縫鋼管主要用于機(jī)械加工,煤礦,液壓鋼,等多種用途。
厚壁無縫鋼管材質(zhì)的均勻性
(1)厚壁無縫鋼管的均勻性是長尺寸帶材制備的基本條件微觀均勻性涉及成分、組織及非超導(dǎo)相彌散細(xì)小分布等。除了粉體材料處理工藝外,它與塑性成形工藝參數(shù)選取也具有十分密切的聯(lián)系。宏觀均勻性所關(guān)心的是沿帶材長度方向金屬基材與超導(dǎo)粉體復(fù)合界面的規(guī)則程度和整體均勻性。它與拔制和軋制變形工藝中各道次的加工變形率及總變形量相關(guān)。研究發(fā)現(xiàn),隨著拔制和軋制道次的增加。復(fù)合界面的不規(guī)則性隨之增大,引起晶粒的織構(gòu)程度降低·從而影響到超導(dǎo)帶材臨界電流密度J值。變形的不均勻性導(dǎo)致復(fù)合界面層的“香腸狀”帶芯現(xiàn)象,它將阻礙超導(dǎo)相形成,并減少晶粒織構(gòu),使J。值降低。
(2)塑性成形是對厚壁無縫鋼管進(jìn)行壓實(shí)和提高密度的過程當(dāng)超導(dǎo)粉體材料密度偏低時,空隙度增大,將加劇裂紋形成和有害第二相的產(chǎn)生,同時也會減小有效導(dǎo)電面積,從而降低超導(dǎo)帶材的丿。值與機(jī)械性能。在同一截面上,如果粉體材料密度分布不均勻,電流傳輸也表現(xiàn)出不均勻分布特征,從而影響到超導(dǎo)電性能。由此看出,合理的塑性變形工藝不僅能夠改善粉體材料壓實(shí)密度的均勻性,也是控制金屬基材與超導(dǎo)粉體復(fù)合變形應(yīng)變分布特征的關(guān)鍵環(huán)節(jié)。


金海金屬材料有限公司主要生產(chǎn) 浙江嘉興結(jié)構(gòu)無縫鋼管。公司注重提高產(chǎn)品質(zhì)量,不斷擴(kuò)大經(jīng)營范圍。公司注重加強(qiáng)技術(shù)儲備,努力促進(jìn)企業(yè)可持續(xù)發(fā)展。我公司始終堅持忠誠守信服務(wù)客戶、建設(shè)品牌形象奉獻(xiàn)社會的經(jīng)營理念,產(chǎn)品銷往全國各地服務(wù)于各個行業(yè),產(chǎn)品質(zhì)量及售后服務(wù)得到了用戶的肯定和好評。縱觀今天,展望未來,我公司充滿信心和希望,決心以誠信的品牌、完善的服務(wù)與各界用戶真誠合作,共創(chuàng)美好未來。



超聲波探傷技術(shù)領(lǐng)域,特別是一種采用超聲波探傷技術(shù)對大口徑厚壁鋼管縱向內(nèi)壁缺陷檢測的方法。
大口徑厚壁無縫鋼管是近年來隨著超臨界鍋爐和超超臨界鍋爐的研發(fā)投產(chǎn)而大量使用的,如何保證厚壁管內(nèi)表面質(zhì)量,一直成為困擾鋼管探傷、鍋爐制造兩大行業(yè)的一大難題。目前國內(nèi)外對大口徑厚壁鋼管的超聲波探傷主要采用兩種方法,一是對內(nèi)壁缺陷采用純橫波探傷,但樣管上的人工內(nèi)傷需加深,從而造成對內(nèi)壁缺陷的檢測要求降低;二是對內(nèi)壁缺陷采用變型橫波探傷,但由于采用變型橫波探傷存在諸多技術(shù)問題,目前國內(nèi)外還處在理論探討和實(shí)踐摸索過程中。
發(fā)明內(nèi)容
本發(fā)明的目的是克服現(xiàn)有技術(shù)的上述不足而提供一種采用超聲波變型橫波探傷對大口徑厚壁鋼管縱向內(nèi)壁缺陷檢測的方法,尤其是對壁厚外徑比大于0.2大口徑厚壁鋼管縱向內(nèi)壁缺陷檢測的方法。
本發(fā)明的技術(shù)方案是:一種超聲波探傷大口徑厚壁鋼管縱向內(nèi)壁缺陷的方法,它是利用有機(jī)玻璃楔塊作測量介質(zhì),在樣管上調(diào)整好超聲波探傷儀的掃查靈敏度,然后再以掃查靈敏度對產(chǎn)品鋼管進(jìn)行掃查,掃查中未出現(xiàn)超過調(diào)試閾值信號的鋼管為探傷合格,掃查中出現(xiàn)超過調(diào)試閾值信號的鋼管為探傷不合格,其具體操作步驟如下:
A、將有機(jī)玻璃楔塊放在樣管上,再將超聲波探傷儀的探頭放在有機(jī)玻璃楔塊上,然后打開超聲波探傷儀,調(diào)整超聲波探傷儀的探頭發(fā)出的超聲波聲束的入射角a1,超聲波聲束的入射角a1為15o~25o。
B、旋轉(zhuǎn)移動樣管,探頭在樣管上掃查,當(dāng)探頭掃查到樣管上的人工缺陷時,超聲波探傷儀上顯示樣管上的人工缺陷波形。
C、微調(diào)超聲波聲束的入射角a1,使樣管上的人工缺陷的波高達(dá)到******,然后調(diào)整超聲波探傷儀的增益值,使樣管上的人工缺陷的波高在超聲波探傷儀示波器滿屏的40%~60%之間,再移動波高在超聲波探傷儀上的報警閘門,使樣管上的人工缺陷的波形處于報警閘門中間,并使報警閘門高度和樣管上的人工缺陷的波高相同,此時報警閘門高度就是探傷閾值,超聲波探傷儀的增益值就是探傷靈敏度。然后提高探傷靈敏度,自動探傷提高2~3分貝,手動探傷提高6分貝,此時超聲波探傷儀的增益值就是掃查靈敏度。
D、樣管調(diào)試完成后,移走樣管,將待檢測的產(chǎn)品鋼管移送至檢測位置,以掃查靈敏度對產(chǎn)品鋼管進(jìn)行掃查,掃查中未出現(xiàn)超過調(diào)試閾值信號的鋼管為探傷合格,掃查中出現(xiàn)超過調(diào)試閾值信號的鋼管為探傷不合格。


厚壁無縫鋼管成型加工工藝,即厚壁無縫鋼管發(fā)電機(jī)組成型及口模一部分板孔設(shè)計方案和調(diào)節(jié)方式均會立即危害電焊焊接品質(zhì)的好壞。傳統(tǒng)式的成型加工工藝為輥式成型加工工藝,有人下單半經(jīng),雙半經(jīng);W反彎法成型板孔管理體系,再加二輥、三輥、四輥或五輥擠壓成型輥,二輥或四輥口模來確保成型品質(zhì)。此類傳統(tǒng)式輥式成型加工工藝,大多數(shù)用以直徑低于φ114mm的厚壁無縫鋼管發(fā)電機(jī)組。英國的排輥成型加工工藝、奧鋼聯(lián)的CTA成型技術(shù)性,日本國中田的FF或FFX軟性成型技術(shù)性等,對成型后的焊縫樣子和優(yōu)良的工藝性能都是有不錯的確保,適用規(guī)格型號范疇更廣的厚壁無縫鋼管發(fā)電機(jī)組。各種各樣成型生產(chǎn)工藝,有不一樣優(yōu)點(diǎn)和缺點(diǎn),合適不一樣的標(biāo)準(zhǔn),依據(jù)商品考試大綱、商品主要用途應(yīng)在機(jī)器設(shè)備型號選擇時深思熟慮、以挑選不一樣的成型生產(chǎn)工藝。
以便降低彈性變形,針對厚壁無縫鋼管發(fā)電機(jī)組生產(chǎn)加工形變道次都比一般厚壁無縫鋼管道次相對2~3道次。在形變分配上,應(yīng)降低原始時形變視角,確保平穩(wěn)的咬入,正中間彎型視角適度增加,后側(cè)形變適度降低,形變道次不僅是降低形變力,還可使熱軋帶鋼有釋放出來表層地應(yīng)力的機(jī)遇,讓表層地應(yīng)力的梯度方向遲緩,能夠 防止出現(xiàn)裂痕。在調(diào)節(jié)全過程中,******應(yīng)確保豎直軸線的各道次統(tǒng)一-,以管理中心做為基軸,找準(zhǔn)定位規(guī)格及正中間套,在直線的部位上,應(yīng)依照加工工藝分配,產(chǎn)生進(jìn)山線(出山線)平平行線,不可以出現(xiàn)曲線圖顫動。在沒有穿帶前,就應(yīng)當(dāng)調(diào)節(jié)好各聲卡機(jī)架的板孔樣子,測量各道次規(guī)格,確保商品平穩(wěn)進(jìn)到各聲卡機(jī)架。在調(diào)節(jié)時要平衡承受力,不能在一個聲卡機(jī)架上強(qiáng)制形變,確保提高角平穩(wěn)勻稱轉(zhuǎn)變。


