

想要知道珩磨管液壓油缸管生產(chǎn)廠家質(zhì)量上乘產(chǎn)品如何?看視頻就知道!看視頻,選產(chǎn)品更明智!
以下是:珩磨管液壓油缸管生產(chǎn)廠家質(zhì)量上乘的圖文介紹
廠家質(zhì)量上乘")
廠家質(zhì)量上乘")
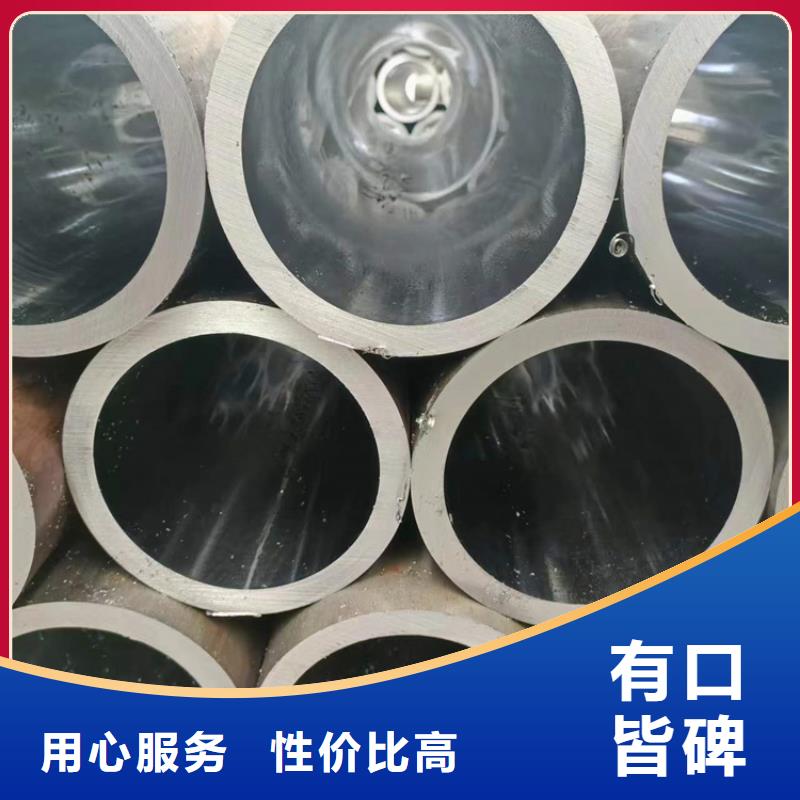
安徽黃山企業(yè)旺旺珩磨管絎磨管油缸管珩磨管是選用精密無(wú)縫鋼管制造機(jī)械結(jié)構(gòu)或液壓設(shè)備等,精密鋼管通過(guò)冷拔或冷軋?zhí)幚砗蟮囊环N高精密的無(wú)縫鋼管。由于珩磨管內(nèi)外壁無(wú)氧化層、承受高壓無(wú)泄漏、高精度、高光潔度、冷彎不變形、擴(kuò)口、壓扁無(wú)裂縫等有點(diǎn),所以主要用來(lái)生產(chǎn)氣動(dòng)或液壓產(chǎn)品。珩磨管的敷設(shè)排列和走向應(yīng)整齊一致,層次分明,盡量采用水平或垂直布管,水平管道的不平行度應(yīng)≤2/1000;垂直管道的不垂直度應(yīng)≤2/400。用水平儀檢測(cè)。較長(zhǎng)的管道必須考慮有效措施以防止溫度變化使管子伸縮而引起的應(yīng)力。直徑50mm以上的珩磨管一般應(yīng)采用機(jī)械加工方法切割。如用氣割,則必須用機(jī)械加工方法車(chē)去因氣割形成的組織變化部分,同時(shí)可車(chē)出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面必須平整,去除毛刺、氧化皮、熔渣等。
廠家質(zhì)量上乘")
廠家質(zhì)量上乘")
廠家質(zhì)量上乘")
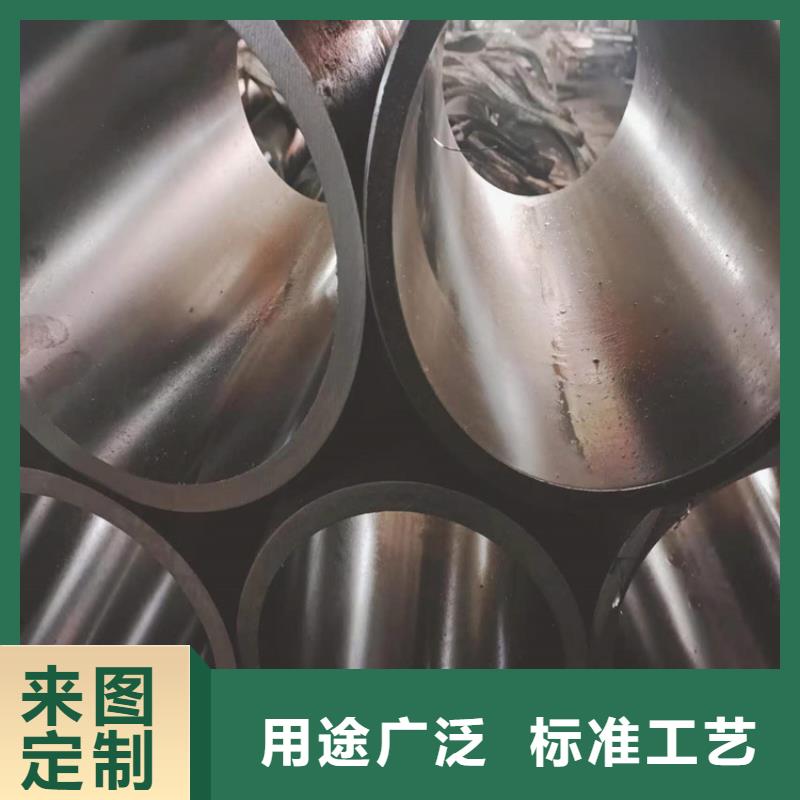
安徽黃山珩磨管油缸管絎磨管設(shè)計(jì)者應(yīng)根據(jù)零部件的工作條件和性能要求,合理地制定熱處理技術(shù)條件。只要能滿足工作要求,應(yīng)盡量減少珩磨管淬火硬化的程度和部位,不必盲目追求高硬度和整體珩磨管淬火,而以局部硬化、表面硬化代替整體硬化,從而減少珩磨管淬火裂紋。選擇珩磨管淬火介質(zhì)珩磨管淬火介質(zhì)有固體、液體和氣體3種狀態(tài)的多種物質(zhì)。選擇珩磨管淬火介質(zhì)要考慮如下因素:(1)珩磨管淬火介質(zhì)的冷卻能力;(2)對(duì)畸變開(kāi)裂的影響;(3)經(jīng)濟(jì)性、耐久性;(4)可靠性等。 理想珩磨管淬火介質(zhì)的冷卻曲線下圖所示。該介質(zhì)在過(guò)冷奧氏體分解快的溫度下,具有強(qiáng)的冷卻能力,而在接近馬氏體點(diǎn)(Ms)時(shí)冷卻能力又變得較為緩和,這樣就保證了硬化要求,并減小了珩磨管淬火應(yīng)力,防止珩磨管淬火畸變開(kāi)裂。各種鋼材的過(guò)冷奧氏體的穩(wěn)定性不同,實(shí)際工件的尺寸不同,應(yīng)選擇不同的珩磨管淬火介質(zhì)。盡管目前的珩磨管淬火介質(zhì)種類(lèi)繁多,然而能同時(shí)適應(yīng)各種鋼材和不同尺寸工件的珩磨管淬火劑是不存在的,只能根據(jù)具體情況盡量合理地選用,并與各種珩磨管淬火冷卻方式相配合。滾壓管
廠家質(zhì)量上乘")
廠家質(zhì)量上乘")
廠家質(zhì)量上乘")
安徽黃山自古以來(lái)在國(guó)內(nèi)享有“【安徽黃山液壓油缸管】之鄉(xiāng)”之美譽(yù)。具有歷史悠久,技術(shù)先進(jìn),管理完善,生產(chǎn)發(fā)達(dá)的【安徽黃山液壓油缸管】行業(yè)。我們的【安徽黃山液壓油缸管】產(chǎn)品則發(fā)展了這一優(yōu)勢(shì),在積累了多年設(shè)計(jì)、制造的基礎(chǔ)上,采用了新結(jié)構(gòu),新技術(shù),新工藝和優(yōu)質(zhì)的【安徽黃山液壓油缸管】材料,安達(dá)液壓機(jī)械有限公司的【安徽黃山液壓油缸管】產(chǎn)品具有設(shè)計(jì)合理,價(jià)格優(yōu)惠的特點(diǎn)。
廠家質(zhì)量上乘")
廠家質(zhì)量上乘")
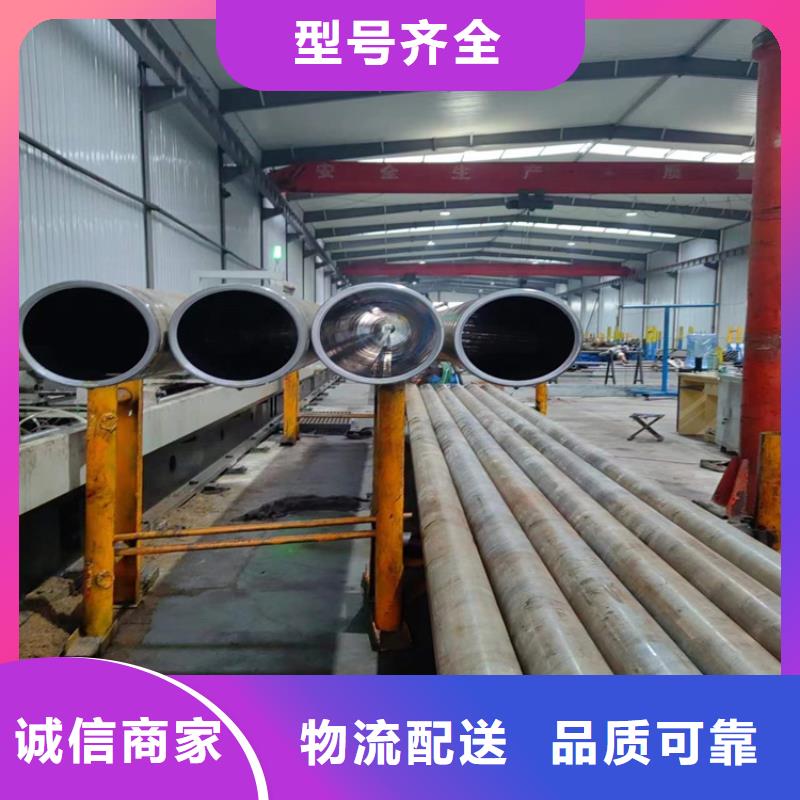
安徽黃山企業(yè)旺旺珩磨管絎磨管油缸管主要的還是外包層的運(yùn)用,就是在珩磨管表面增設(shè)外包層,可以現(xiàn)澆成型,也可以采用噴涂法。同時(shí)外包層也可以用珍珠巖、石棉、石膏或石棉水泥、輕混凝土做成預(yù)制鋼管,采用膠粘劑、釘子、螺栓固定在鋼布局上,同樣能提高珩磨管的防火性。油缸缸筒選用的就是大口徑的珩磨管,并在其端部配有支承襯套,要跟大家強(qiáng)調(diào)的是珩磨管支承襯套的裝配部位和裝配間隙,不能出現(xiàn)較大的誤差,以免損壞缸筒內(nèi)壁,甚至是導(dǎo)致鋼桶報(bào)廢。一般情況下,支承襯套是鑲在珩磨管導(dǎo)向套內(nèi)徑凹槽處,它主要是對(duì)活塞桿起導(dǎo)向及支承作用,要求其內(nèi)徑與活塞桿外徑間隙保持在0.08-0.16mm之間。如果間隙小于0.08mm時(shí),活塞桿的運(yùn)動(dòng)阻力就會(huì)增大,造成油缸發(fā)顫,支承襯套磨損加快,嚴(yán)重時(shí)伴有異響,失去支承作用。
廠家質(zhì)量上乘")
廠家質(zhì)量上乘")
廠家質(zhì)量上乘")
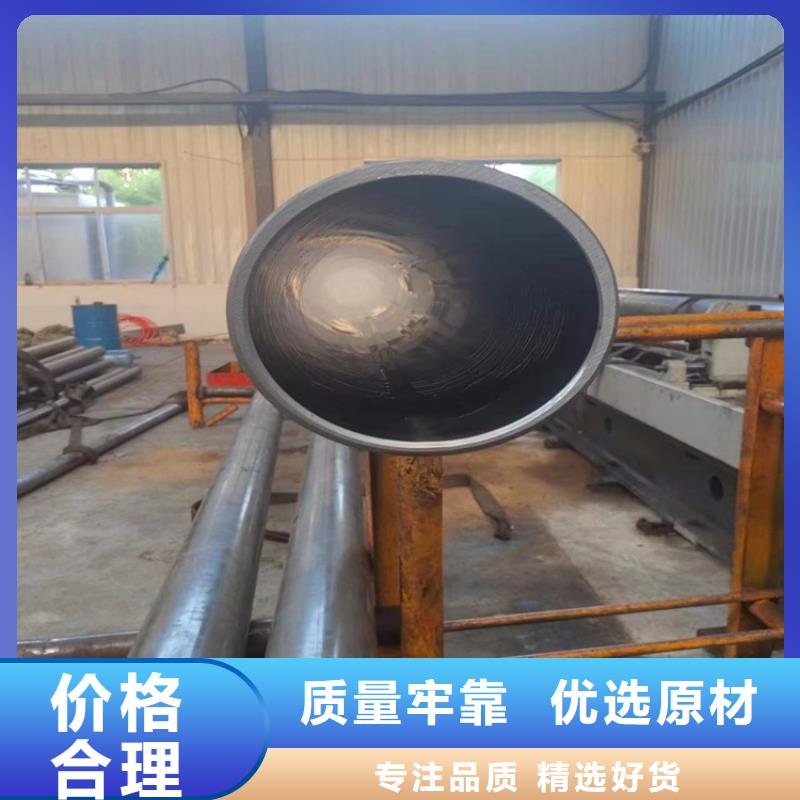
安徽黃山企業(yè)旺旺珩磨管絎磨管油缸管3、珩磨管的表面粗糙度,一般是為多少?珩磨管這一網(wǎng)站產(chǎn)品和關(guān)鍵詞,其在表面粗糙度上,一般來(lái)講,是為Ra0.4,而且,這也是必須要達(dá)到的,是其基本要求。如果,想要得到提高的話,那么,可以用細(xì)砂紙打磨,或是使用鏡面加工設(shè)備,使其進(jìn)行鏡面加工,從而,來(lái)達(dá)到目的。上述這些問(wèn)題都是關(guān)于珩磨管的,給出具體答案好讓大家通過(guò)學(xué)習(xí),來(lái)清楚明白,有正確認(rèn)識(shí),這樣,也可以避免出錯(cuò),進(jìn)而,在產(chǎn)品的使用及利用上,其使用效果。珩磨管,就是經(jīng)過(guò)絎磨加工的無(wú)縫鋼管。珩磨是一種機(jī)械加工工藝,通過(guò)珩磨頭對(duì)冷拔管內(nèi)孔進(jìn)行往復(fù)高速磨加工工藝加工,使內(nèi)孔達(dá)到我們所需要的公差尺寸及表面粗糙度要求。根據(jù)客戶要求珩磨加工,能達(dá)到公差范圍(如H7,H8,H9等),粗糙度能達(dá)到Ra0.4,橢圓度達(dá)到3~5絲范圍內(nèi),長(zhǎng)度長(zhǎng)能到8m。
廠家質(zhì)量上乘")
點(diǎn)擊查看安達(dá)液壓機(jī)械有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】