


簡約而不簡單,我們的螺旋管焊管拒絕差價(jià)產(chǎn)品視頻將用直觀的方式展示產(chǎn)品的核心價(jià)值。
以下是:螺旋管焊管拒絕差價(jià)的圖文介紹
")
聚力群達(dá)金屬材料有限公司質(zhì)量控制
公司質(zhì)量方針:沒有*好,只有更好!
我公司 青海黃南光亮扁鋼產(chǎn)品的質(zhì)量是以的生產(chǎn)設(shè)備、成熟的生產(chǎn)工藝以及的技術(shù)人員和的檢測設(shè)備作為基本因素。公司對(duì) 青海黃南光亮扁鋼產(chǎn)品質(zhì)量的管理進(jìn)行嚴(yán)格的控制,從而為您提供可靠的 青海黃南光亮扁鋼產(chǎn)品。
服務(wù)承諾
我們秉承服務(wù)顧客的理念,認(rèn)真執(zhí)行每一個(gè)工藝細(xì)節(jié),為您提供而熱忱的服務(wù)。
1、 青海黃南光亮扁鋼產(chǎn)品配發(fā)檢驗(yàn)合格證,檢驗(yàn)報(bào)告隨貨通行。
2、出廠的 青海黃南光亮扁鋼產(chǎn)品均按照相關(guān)標(biāo)準(zhǔn)生產(chǎn)和檢驗(yàn),不合格的 青海黃南光亮扁鋼產(chǎn)品不出廠
")
")
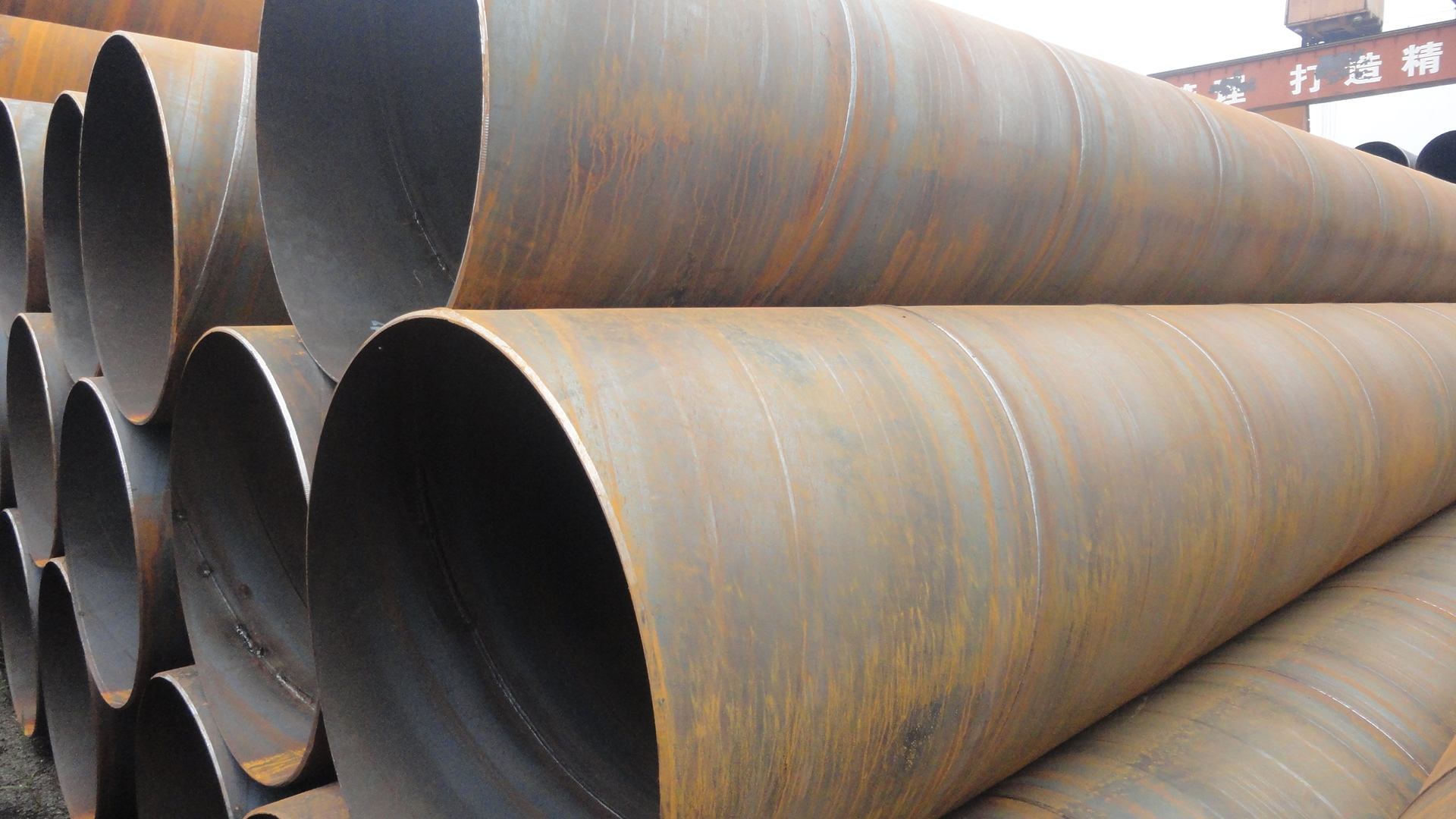
螺旋管的埋弧焊接全進(jìn)程分析:
埋弧焊是使用電弧熱能進(jìn)行焊接的,與手藝焊條電弧焊不同的是:埋弧焊的焊絲是暴露的,上面沒有涂料,埋弧焊確實(shí)焊劑是預(yù)先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下焚燒的。
焊絲與工件觸摸,按下發(fā)動(dòng)按動(dòng)鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧點(diǎn)燃,焊接小車向前進(jìn),焊絲接連下向運(yùn)送,保持電弧在焊劑層下焚燒,在電弧下方構(gòu)成焊接熔池。在電弧周圍,焊劑熔化構(gòu)成一個(gè)空泛,.這個(gè)空泛和熔池不斷前進(jìn),而熔池后方的金屬凝結(jié),構(gòu)成接連的焊縫。
螺旋焊管厚度偏差范圍是與執(zhí)行標(biāo)準(zhǔn)有一定關(guān)系的,目前市場上的螺旋焊管主要執(zhí)行標(biāo)準(zhǔn)為9711標(biāo)準(zhǔn)和5037標(biāo)準(zhǔn)兩種,這兩種偏差范圍是不一樣的。
")
")
")
在將管坯的兩個(gè)邊緣加熱到焊接溫度之后,在壓輥的擠壓下,形成普通的金屬顆粒,使其滲透并結(jié)晶,從而后面形成牢固的焊縫。 如果螺旋管的按壓力過小,則共晶數(shù)變少,焊接金屬的強(qiáng)度降低,施加該力后會(huì)產(chǎn)生裂紋。 如果按壓力太大,熔融金屬會(huì)從焊縫中擠出。 不僅降低了焊接強(qiáng)度,而且產(chǎn)生了大量的內(nèi)部和外部毛刺,甚至引起諸如焊縫的缺陷。
使用螺旋鋼管的質(zhì)量要求:立管的垂直安裝每米應(yīng)小于3毫米,水平安裝應(yīng)小于1毫米。支管不得在焊縫處焊接,應(yīng)避免在彎頭處焊縫。焊縫要求平直,焊縫飽滿,并且焊縫表面沒有燒傷或開裂。
")
")
螺旋管具有較高的沖擊韌性
管道發(fā)展的趨勢是大口徑、青海黃南當(dāng)?shù)馗邚?qiáng)度。隨著鋼管直徑的加大、青海黃南當(dāng)?shù)厮娩摷?jí)的提高,產(chǎn)生韌性斷裂尖穩(wěn)擴(kuò)展的趨勢越大。根據(jù)美國有關(guān)研究機(jī)構(gòu)的試驗(yàn)表明,螺旋焊管與直縫焊管雖然同為一個(gè)級(jí)別,但螺旋焊管具有較高的沖擊韌性。
輸送管線由于輸量的變化,在實(shí)際操作過程中,鋼管是承受隨機(jī)交變載荷的作用。了解鋼管的低循環(huán)疲勞強(qiáng)度,對(duì)判斷管線的使用壽命具有重要的意義。
按測定結(jié)果,螺旋焊管的疲勞強(qiáng)度與無縫管和電阻焊管相同,試驗(yàn)的數(shù)據(jù)與無縫管和電阻管分布在同一區(qū)內(nèi),而比一般的埋弧直縫焊管要高。
")
點(diǎn)擊查看聚力群達(dá)金屬材料有限公司的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】