




準備好領略【繞筋機鋼筋鋸床質量好】產品的風采了嗎?我們為您準備的視頻將帶您走進產品的世界,讓您感受它的獨特之處。
以下是:【繞筋機鋼筋鋸床質量好】的圖文介紹
建貿機械設備有限公司為了贏得更多企業的信賴與好評,我們還在積j i的引進新的【黑龍江鶴崗鋼筋滾絲機】生產設備與技術,爭取能夠為更多的消費者所服務。如今我們也建立了完善的售前售后服務體系,來為其企業在施工中遇到問題和困難進行指導與幫助。 我公司自成立之初,就以“值得信任的【黑龍江鶴崗鋼筋滾絲機】產品質量,的工作效率,優質的服務水平”來服務于廣大客戶,用好的【黑龍江鶴崗鋼筋滾絲機】產品,z u i完善的服務來回饋客戶對我們的信任。而我們也愿與各界成功人士一起攜手明天。


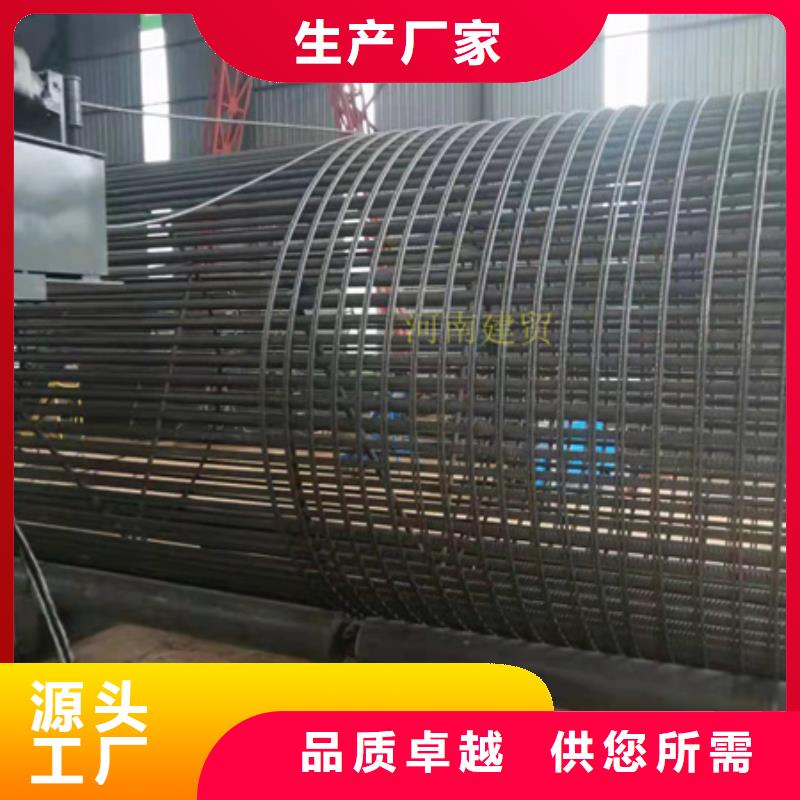
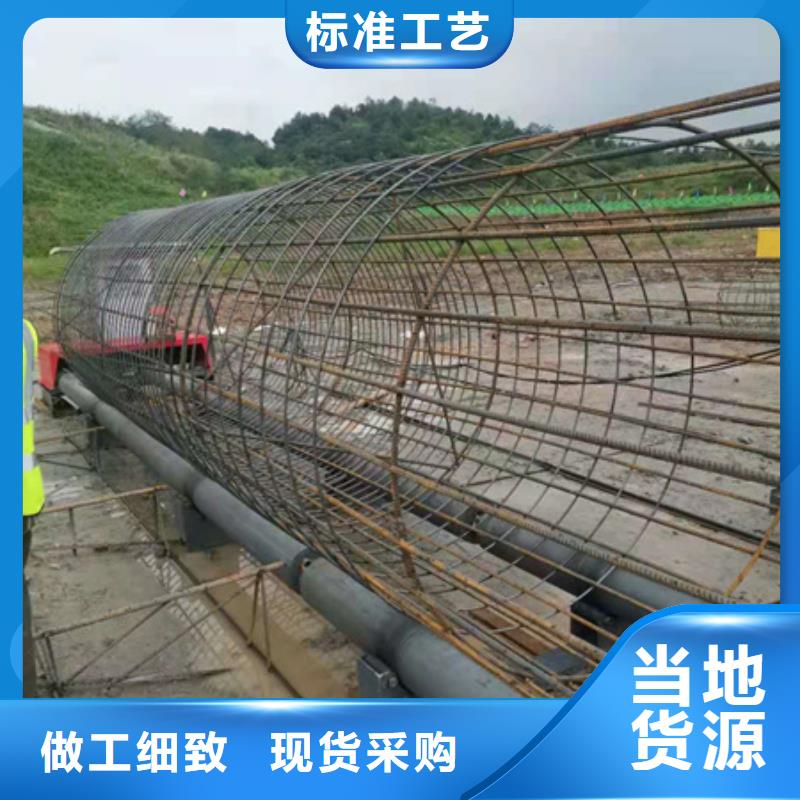
繞筋機固定聲卡機架及移動聲卡機架進行了優化結構,降低服務器凈重,緩解了動力單元的負荷,進而可制作目前偏重的灌注樁;輪緣結構進行了可靠性設計,革除之前方鋼冷拔后加工的工藝,更改成原料為高韌性的無縫管,經過五金機械的冷拔成形,之后直接使用。如此輪緣與支撐輥的圓面接觸,增大了表面。促使設備運行更加穩定且, 設備運行慣量大幅度降低;數控機床鋼筋籠滾焊機骨架圖轉動的同時由移動盤拖拽向后移動,盤筋不移動;數控機床鋼筋籠滾焊機直徑由相同直徑的模版精準控制,一個工程通常需要 2-7 種模版;數控機床鋼筋籠滾焊機成形機主筋間隔決定于人工事先在模版上布局的,與主筋根數相同數量的防水套管間隔;裝有多個液壓機支撐設備,防止灌注樁因重量而松馳;數控機床鋼筋籠滾焊機裝有多組分料盤,防止加工過程中主筋紊亂;



質量,信譽是公司的宗旨,以質量求生存,以信譽求發展是河南建貿機械有限公司永恒的主題,用戶的需要就是我們的追求,河南建貿機械有限公司愿和國內外朋友精誠合作,共同發展!河南建貿機械有限公司根據市場要求研發出鋼筋帶鋸床在金屬切削領域的廣泛應用,數控鋸床,使得高速加工得以迅速發展。如何充分利用好帶鋸床的各項優越性能和維護好帶鋸床的精度,就顯得至關重要,現在就結合鋸床廠家人員的鋸床使用經驗,先說說帶鋸床在電源方面需要注意的一些細節和常識,數控鋸床哪家好,希望會對大家有幫助。鋸床帶鋸條的常見疑問--操作不妥形成的要素:1.初始進把握失控,鋸帶沒有緩慢平穩的接觸工件,鋸帶迅速降低沖擊切削,形成齒尖剎那間超負載崩齒。2.操作時因為大意行事,致使工件未夾緊或夾緊的工件并不可靠,鋸切時工件發作松動或振蕩狀,鋸齒在不確定的外力作用下被迫打齒。3.安裝鋸帶不到位,鋸帶背部磨爬鋸輪的止口邊際,使鋸帶反常作業。4.新鋸帶不進行正常磨合就高速切削,且進給量過大,形成崩拉齒,這種景象在操作中是對比遍及的疑問,應當倍加留意。5.鋸切結束鋸架抬升時,被堵截工件的彼此擠動,數控鋸床生產廠家,碰擠到上升的鋸帶形成打齒。 6.工件的夾緊方法不正確,工件簡單發作移動,致使崩齒。河南建貿機械鋼筋帶鋸床--鋼筋鋸床JMGB-4240當天發貨,鋼筋帶鋸床4240鋼筋鋸床是根據客戶需鋼筋機械求設計專業鋸鋼筋 經濟型鋸床,適用于高鐵 隧 道 等工地的鋼筋齊頭 鋸斷;貴州省遵義市工作夾 緊 采用液壓夾 緊 ,操作方便;鋸切穩 定 ,精度高;雙立柱結構,操作平穩;鋼筋帶鋸床導向塊結構合理,延 長 鋸條的使用壽命。繞筋機


產品介紹:鋼筋籠成型機主要是采用摩擦傳動原理-即鋼筋籠平置于2組動力 托輥之間傳動,小車載著線材平行于主機勻速進行,產地螺旋狀繞筋 ,過程中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全過程。產品優勢:1:本機加工速度快:待工狀態2個可全程生產,正常工況3-6人可生 產10-20多節鋼筋籠。2: 本機質量穩定:機械化作業不受人為因素影響,長時間工作可穩定質 量不變。3: 本機轉運便捷:組合式設計使報運安裝、生產等過程不依賴起重設 備,適應工廠化大批量國定生產和施工現場分散的機動作業。4: 本機功耗低:總功率不到15KW,同步工作不到5KW,節能而且不影響 總電容的配比。5: 本機流水線形式:獨立施工不受各工序影響,不間斷完成主筋箍 筋焊接成型、繞筋過程施焊等全部過程。6: 本機采用螺紋連接技術可精準定位,幫助提高鋼筋籠分解、安裝建貿廠家鋼筋籠繞筋機設備優勢:1>解決了傳統鋼筋籠滾焊機內加強筋與內支撐不便于安裝的問題,提高工作效率2> 采用大品牌廠家變頻器、PLC等,確保設備運行穩定;3> 設備操作簡單、人性化,單人可作業;4> 鋼筋籠直徑誤差控制精準,可達到極限偏差要求;5> 繞筋間距誤差小,能控制在1cm之內;6> 一米之內盤筋間距誤差可控制在5mm以內;7> 配備二氧化碳保護焊,耗材損耗量少;8> 可生產雙盤筋、雙主筋高要求鋼筋籠產品;9> 流水線作業,每班3人即可正常生產鋼筋籠;10> 熟練工人使用設備生產,效率高;11> 可根據客戶要求定制設備;鋼筋墩粗機的安裝方法:一,調四只繃簧彈力要持平使開關板和繃簧板開關上下要平行不超越0.2mm二,繃簧板背面脫離模座平面2-4mm三,換向手柄拔到前腔方位,使壓力油進入前腔活塞朝后運轉40-60mm換向手柄再拔在中部方位,調整左右各一電器限行開關方位,使正常運轉時活塞不沖過頭。



