



<桂林>云海旭金屬材料有限公司

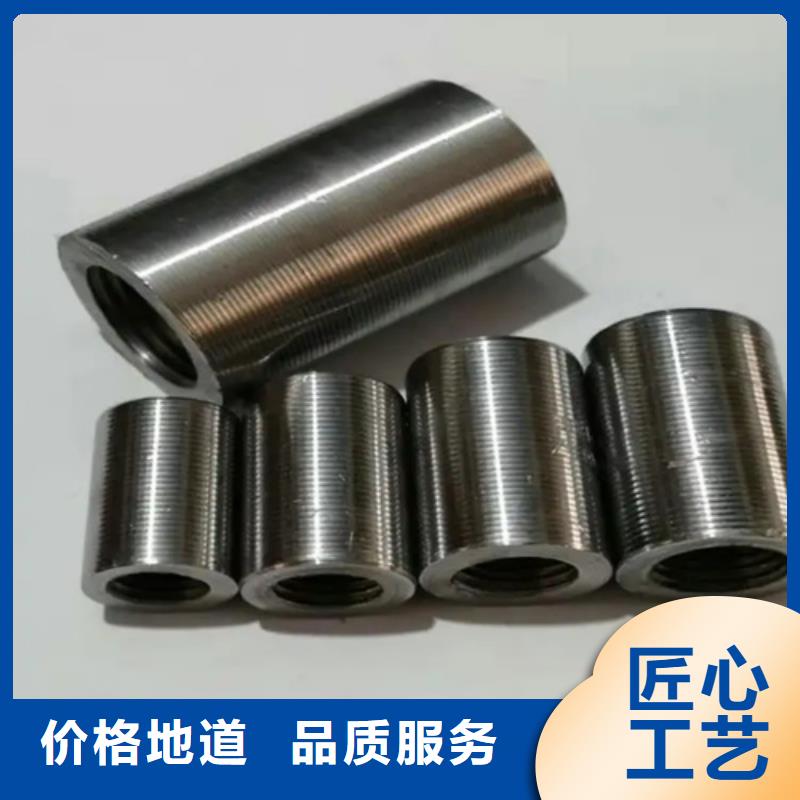
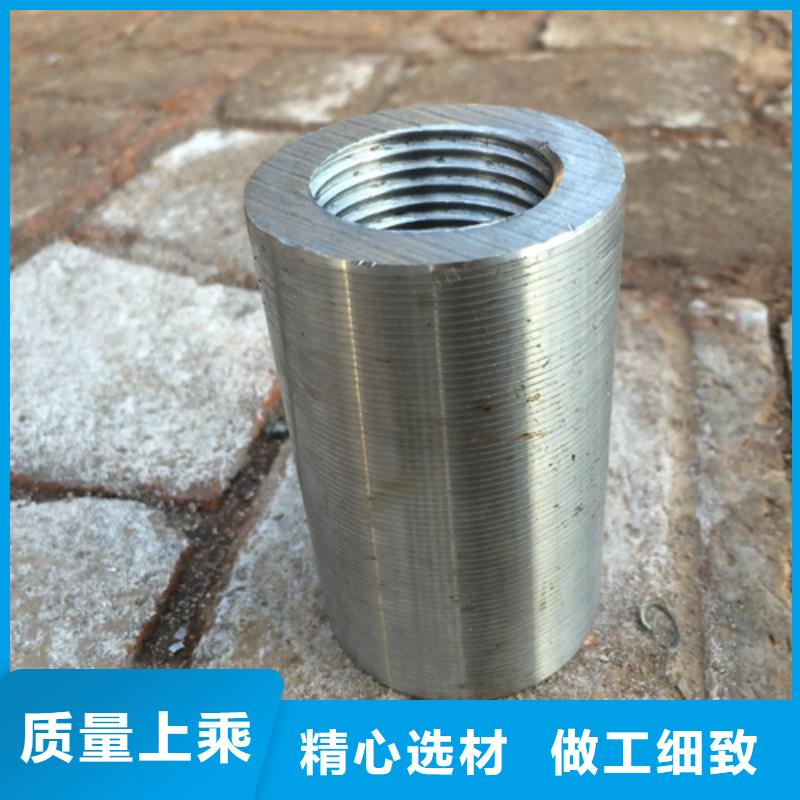
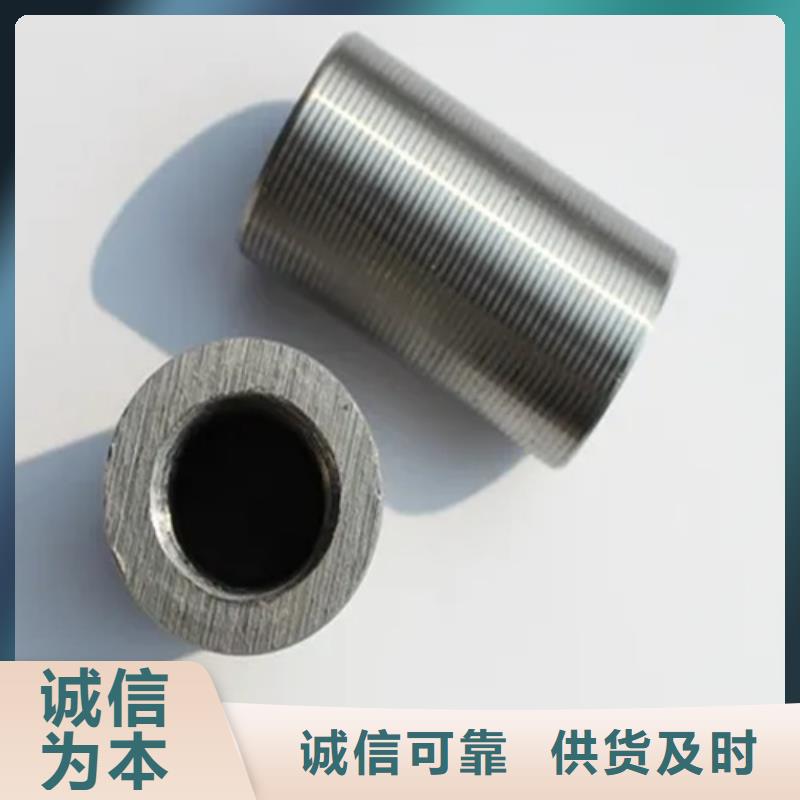
鋼筋套筒工藝操作要點1)鋼筋螺紋加工① 加工鋼筋螺紋的絲頭、牙形、螺距等必須與連接套牙形、螺距一致,且經配套的量規檢查合格。② 加工鋼筋螺紋時,應采用水溶性切削潤滑液;當溫度低于0℃時,應摻入15%—20%亞硝酸鈉,不得用機油做潤滑液或不加潤滑液套絲。③ 操作人員應逐個檢查鋼筋絲頭的外觀質量并做出操作者標記。④ 經自檢合格的鋼筋絲頭,應對每種規格加工量隨機抽檢10%,且不少于10個,如有一個不合格,即對該加工批全數檢查,不合格絲頭應重加工,經再次檢驗合格后可使用。⑤ 已檢驗合格的絲頭,應加以保護戴上保護帽,并按規格分類整齊待用。
鋼筋套筒注意事項:1、注意防水、泥、沙等雜物進入扳手手柄內,力矩扳手禁止當錘子運用。2、運用時扳手鉗頭要端平,加力要均勻,不得用力過勐或施加沖擊力。3.當聽到力矩扳手宣布“咔嚓”的動靜時,要馬上中止扳動扳手,避免造成扳手測力部分的損壞。4、扳手長期不適用時,應將扳手刻度值設置在零位上,避免測力原件疲憊失準。5、扳手禁止在設置位為零時運用,由于在此狀態下加力無動靜信號宣布,容易過載損壞扳手。6、運用過程中,若扳于無響信號發一出時,應立即中止運用,進行維修。維修后的扳手需標定,標定合格后方可運用。

鋼筋套筒直螺紋套筒的應用是非常多的,在工業生產設備中,是比較重要的零部件。那么,直螺紋套筒的連接要求都有什么?具體是怎么來操作的,由小編來為您講解直螺紋套筒的技術操作要求是怎么流程?直螺紋套筒操作要點:1、鋼筋下料要求端部平整,不得有馬蹄形或撓曲,不得用氣割下料,可現場用砂輪鋸或無齒鋸下料。2、加工鋼筋螺紋時,應采用水溶性切削潤滑液;不得用機油潤滑液或不加潤滑液套絲。3、自檢合格的絲頭,應由質檢員隨機抽樣進行檢驗,以一個工作班加工的絲頭為一個驗收批,隨機抽檢10%,當合格率小于95%時,應加倍抽檢,復檢中合格率仍小于95%時,應對全部絲頭進行逐個檢驗。合格者方可使用。4、加工的鋼筋絲頭的直徑和長度應用螺紋量規檢查,已檢驗合格的絲頭,應戴上保護帽加以保護。標準型接頭的絲頭有效螺紋長度應不小于1/2連接套筒長度,且允許誤差為+2P。5、鋼筋規格與連接套筒的規格一致,鋼筋螺紋的型式、螺距、螺紋外經應與連接套筒匹配。并確保鋼筋連接套筒的絲扣干凈、完好無損。6、連接鋼筋時應對準軸線將鋼筋擰入連接套筒,接頭拼接完成后,應使兩個絲頭在套筒中央位置互相頂緊,兩端外露絲扣不超過2個完整絲扣。7、為了防止接頭漏擰,每個接頭擰緊之后,一定要在接頭上做紅漆標記,不合格的做白色標記以便檢查。8、接頭擰緊需要采用力矩扳手,力矩值要求滿足規范要求值。



