
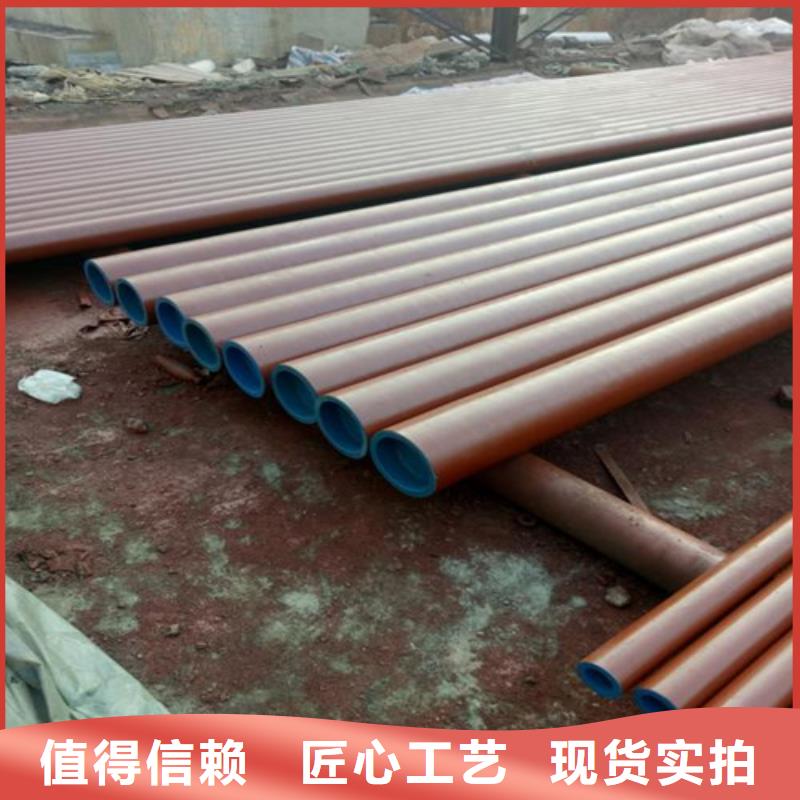



無縫鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強(qiáng)度相同時,重量較輕,是一種經(jīng)濟(jì)截面鋼材,廣泛用于制造結(jié)構(gòu)件和機(jī)械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環(huán)形零件,可提高材料利用率,簡化制造工序,節(jié)約材料和加工工時,已廣泛用鋼管來制造。酸洗鈍化無縫鋼管可采用槽浸法或系統(tǒng)循環(huán)法進(jìn)行酸洗。系統(tǒng)循環(huán)法即用酸泵向管內(nèi)邊管酸液,邊排空氣,排凈空氣后再進(jìn)行循環(huán)至鐵繡徹底洗凈。對繡蝕嚴(yán)重的管道應(yīng)增長酸洗時間(具體時間應(yīng)視實際情況而定),至鐵銹全部洗凈為止。對不能進(jìn)行動態(tài)酸洗的異形件,采用靜態(tài)酸洗(即將異形件放在酸槽內(nèi)浸泡至鐵銹去掉為止)。
酸洗鈍化無縫鋼管產(chǎn)量并未下降,反而大幅增長。一方面是供給側(cè)改革改善了供需關(guān)系,鋼廠利潤好轉(zhuǎn)促使更多產(chǎn)能轉(zhuǎn)化為產(chǎn)量,另一方面是原來不在統(tǒng)計口徑內(nèi)的地條鋼清理后的空白,轉(zhuǎn)移至統(tǒng)計口徑內(nèi)。2018年延續(xù)去產(chǎn)能,在2017年環(huán)保治理基礎(chǔ)上,從法律、機(jī)構(gòu)、政策等方面都有加強(qiáng),采暖季限產(chǎn)常態(tài)化,但在高企的利潤背景下,雖然在2016年去產(chǎn)能6500萬噸之后,2017年延續(xù)去產(chǎn)能并將清理地條鋼上升至政治任務(wù)。產(chǎn)量仍然創(chuàng)出新高。地條鋼清理后空白,除了高爐方面的補(bǔ)充,電弧爐也是重要的一環(huán)。由于電弧爐產(chǎn)能的增加投放,其產(chǎn)能占總產(chǎn)能已經(jīng)接近15%,其中2018年投產(chǎn)大約2160萬噸,4季度投產(chǎn)約占26%。由于電弧爐產(chǎn)能冬季限產(chǎn)受影響較小,這部分也部分彌補(bǔ)高爐限產(chǎn)影響,其中電弧爐產(chǎn)能中45%左右是獨(dú)立電弧爐,這部分產(chǎn)能成本較高,是供給邊際影響量。
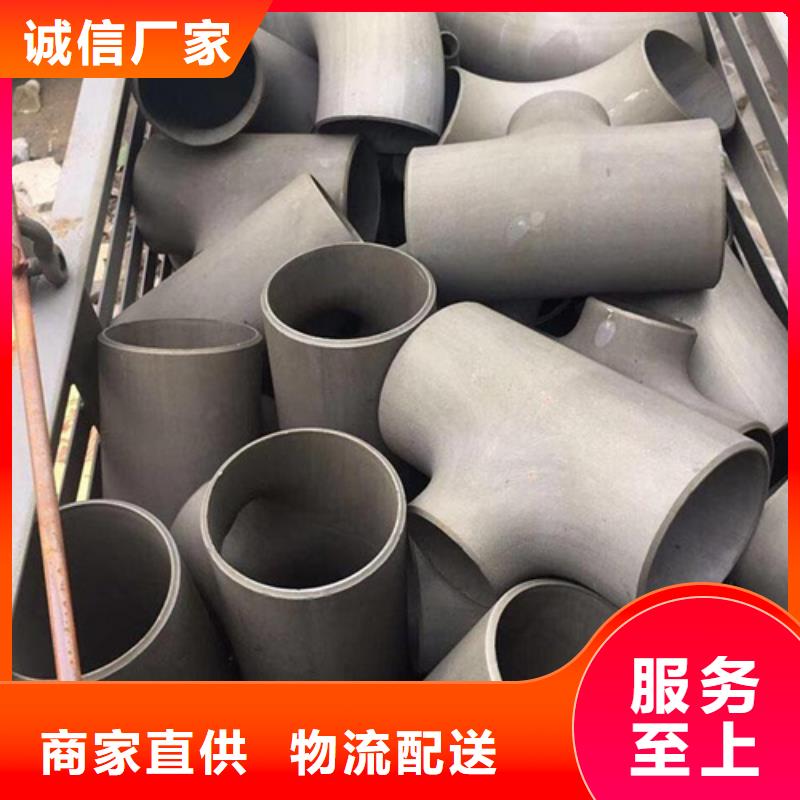
山東酸洗廠采用兩步酸洗鈍化無縫鋼管綜合處理技術(shù),研究成功了不銹鋼常溫快速酸洗工藝。該工藝常溫下能快速去除不銹鋼表面厚氧化皮,特別是對焊接處黑皮及夾雜物去除效果好,酸洗處理后表面潔凈光亮,不易失光褪色,不泛黃。不銹鋼件上掛→化學(xué)除油(常規(guī)堿性化學(xué)除油或表面活性劑除油)→熱水洗→流水洗→步酸洗→流水洗→第二步酸洗→流水洗→轉(zhuǎn)入下道工序(如:化學(xué)著色→回收→流水洗→硬化處理→流水洗→封閉處理→流水洗→干燥→成品)步酸洗的主要目的是除去焊接處和焊縫的黑皮和夾雜物及部分氧化皮,經(jīng)優(yōu)化篩選,確定的工藝規(guī)范如下:步酸洗處理后不能完全除盡氧化膜,表面附著一層灰色膜,光澤較差,必須經(jīng)過第二步酸洗,除去表面灰色膜,使其達(dá)到近似鏡面光亮,經(jīng)優(yōu)化篩選實驗驗證,采用如下工藝規(guī)范。
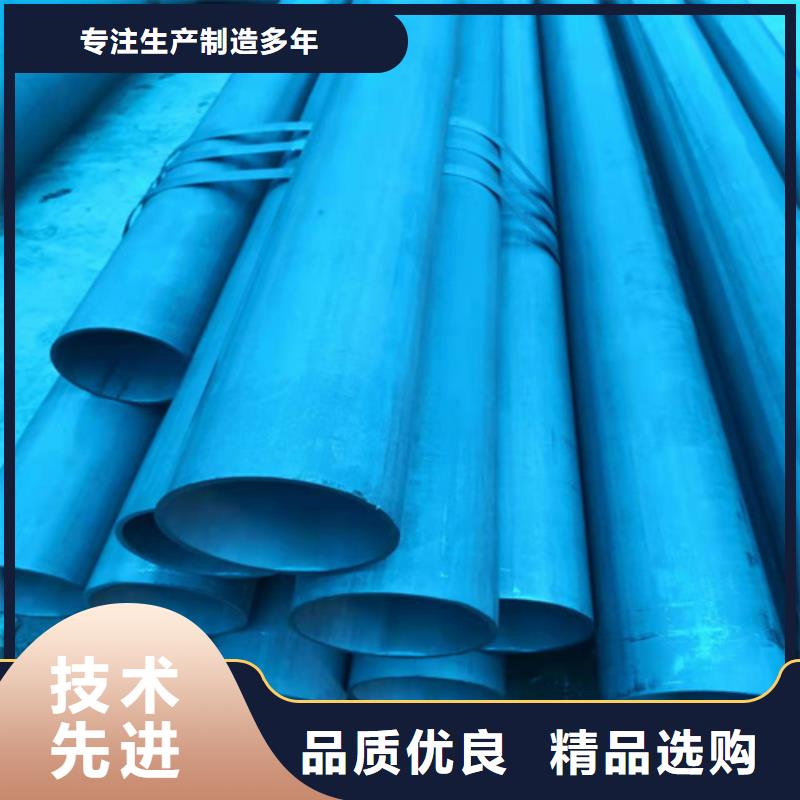
酸洗無縫鋼管需防范金融風(fēng)險這層薄膜就叫鈍化膜,金屬的鈍化也可能是自發(fā)過程(如在金屬的表面生成一層難溶解的化合物,即氧化物膜)。在工業(yè)上是用鈍化劑(主要是氧化劑)對金屬進(jìn)行鈍化處理,形成一層保護(hù)膜。 酸洗鈍化無縫鋼管在應(yīng)用領(lǐng)域被一點點的擴(kuò)展,它的各類特性也在各個領(lǐng)域充分發(fā)揮的酣暢淋漓。現(xiàn)在在太陽能發(fā)電生產(chǎn)制造領(lǐng)域也獲得了應(yīng)用。可是,因為生產(chǎn)商的資產(chǎn)能量,技術(shù)性能量各不相同,針對無縫鋼管的要求也是層次不齊。
