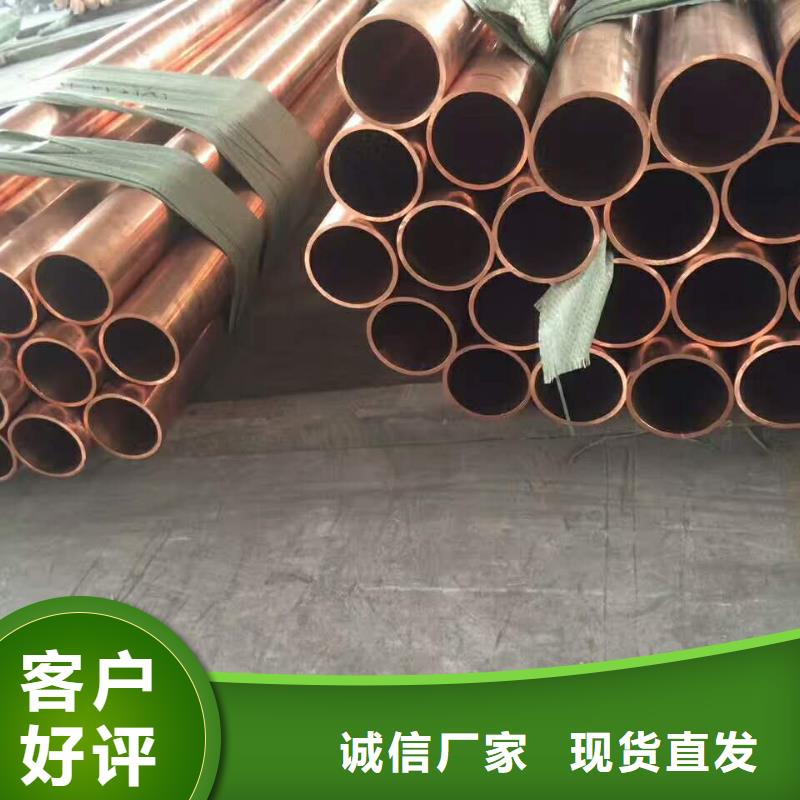


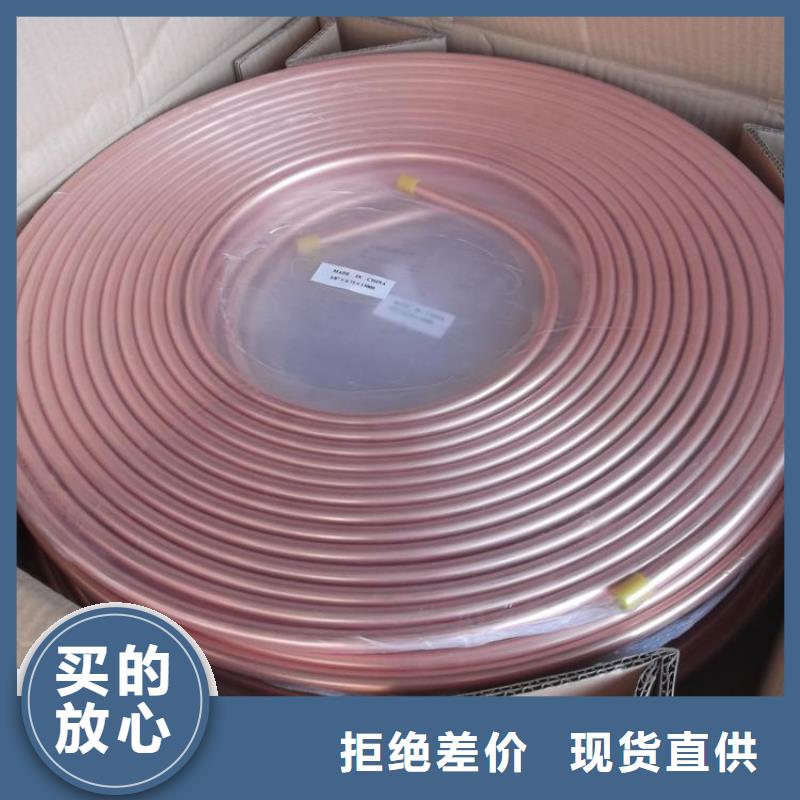

對于銷售包塑紫銅管8*1.5_誠信企業產品,我們傾注了無盡的心血和熱情。而我們的視頻,正是我們向您展示這一成果的方式。
以下是:銷售包塑紫銅管8*1.5_誠信企業的圖文介紹
在上游鐵礦石等原料供應壓力增大的同時,下游鋼鐵需求增速因經濟疲軟而放緩,且我國鋼鐵投資首次同比去年下降7%,鋼鐵實際生產增速也在回落;因此對包括鐵礦石、煤炭、廢鋼等在內的主要原料的消費增速出現下降。我國的經濟回暖受阻,仍將面臨較大的下行壓力,預示著接下來的幾個月 會有更多的措施刺激和督促經濟的回升,或將在后期刺激鐵礦石消費需求回升,短期壓力較大。與此同時,一直處于供應嚴重過剩階段,海外礦山在價格下跌階段,通過降價增產換取利潤,進一步加大供應及價格壓力;市場雖然有不斷出臺的刺激措施以及大批關停中小礦山,然在環保政策重拳之下,加上用電量減少促使電廠耗煤量大幅降低,始終底部難起;廢鋼庫存雖較低,然在鐵礦石價格持續下降的情況下,對于鋼廠而言,相對較高的價格水平并不具備競爭優勢。在鋼坯市場上,受到下游需求釋放不足制約,軋材企業積極性偏低、且受到環保、盈利的影響軋材企業開工較低,對鋼坯的需求量有限。總體來說,鋼廠成本要素控制是重中之重,特別是在盈利空間不斷收窄的情況下。鋼價繼續下跌,部分品種價格業已出現倒掛現象,為保證出貨量,預計后期鋼廠仍以讓利市場為主;因此,T2紫銅管成本還將面臨較大下行壓力。



流通環節看,紫銅管社會庫存降幅有望繼續擴大,是普板資源受到銅廠訂貨比例的影響,后面或出現緊俏的現象。年前一單一議的低價資源在近期基本到貨完畢,后續華北-華東的在途資源會有所減少。需求方面,從降庫速度看,下游需求韌性還是較足的,但是現貨價格每創新高,對下游的考驗非常大,尤其是接了長單的企業。
銅廠方面,今日詢盤積極性有所增加,但仍以低價詢盤為主,實盤較少。據了解,近期貿易商對唐山地區環保限產逐漸消化,悲觀情緒有所緩解。唐山地區成材價格上漲,銅廠利潤可觀,短期對原料價格有所支撐。
供應方面,銅廠開工整體維持高穩,多以積極消化庫存為主,然下游紫銅管市場采購積極性不高,出貨較為一般,使銅廠庫存繼續上升。需求方面,銅廠開工多維持高穩,對銅鐵剛需仍有一定壓制,且廠內銅鐵多處合理偏上區間,對原料采購積極性稍弱,部分銅廠仍有壓價意向。



辰昌盛通金屬材料有限公司擁有雄厚的技術力量和多年來在 廣西貴港紫銅排研制生產上積累的大量寶貴的實戰經驗,并不斷致力于新 廣西貴港紫銅排產品的開發研制以擴大生產規模,生產更多更好的 廣西貴港紫銅排產品,回報新老客戶的厚愛和所有的業界同仁的大力支持,攜手共創美好的明天。


VRV銅管裝置技能、銅管焊接、裝置過程及留意事項
(一)基本要求
1、冷媒管道表里壁應枯燥和清潔。2、管道的方位和裝置標高契合規劃要求。3、管道曲折變形不超越1/3。 4、穿越樓板或墻體處,應設置維護套管,焊縫不得在套管內,穿外墻孔有必要密封,防雨。5、冷媒管裝置,焊接銅管時有必要充氮焊接,氮氣氣壓0.05~0.03Mpa;冷媒管道裝置結束后,應選用氮氣對體系進行吹凈,然后抽真空。
(二)銅管焊接
l、施工氣體品種
(1)、加熱用:工業氧氣0.3-0.4Mpa 液化(或)0.007-0.4Mpa (2)、氮氣(N 2 ):為避免銅管內部氧化,對管內充入氮氣。
2、焊接前預備
(1)、查看焊炬的銜接處和各氣閥的嚴密性,漏氣的有必要進行修補,并查看焊嘴有無阻塞現象。(2)、操作者預備所需的工夾具、釬料、釬劑等。(3)、銅管的焊接部位應無毛刺、無顯著變形、表里表面潔凈、無銹垢、無油脂等。
3、焊接過程
(1)、銅管應正派刺進規則深度,兩裝置件的中心線重合,焊接時應定位。為了確保裝置尺度正確,不能用手定位,避免加熱時銅管移動。(2)、裝置空隙過大時,可按要求恰當鉗小粗管口徑。
4、充氮維護
(1)、銅管在釬焊溫度下表面氧化劇烈,為有用削減銅管內部氧化皮的發生,要求對銅管進行充氮維護。(2)、在銅管裝置后,對銅管接頭內部充氮。(3)、對銅管充氮的辦法 氣壓0.05~0.3Mpa, 確保充入工件內的氮氣流量為4~6L/min(手摸有氣流的感覺)。 裝置后開端充氮至焊后冷卻持續充氮10 秒以上。(4)、充氮的關鍵(見下圖)
a. 充氮時快速接頭和充應合上壓緊開關,使氮氣悉數充入管內。b. 充氮要確保氮氣到達各焊接接頭處,有用地排出空氣。 c. 接連充氮時必定要有出氣口,否則在焊接時氣體從接頭空隙處逸出,使焊接填料困難,并易發生氣孔。
5、焊接加熱留意:
(1)、釬焊為火焰硬釬焊,有必要恪守有關操作規則。(2)、加熱前承認銅管內有氮氣流過。(3)、釬焊紫銅時,運用中性焰或細還原焰,一般選用外焰。銅管接頭處加熱應均勻,并留意依據管的材料尺度分配熱量。一般先預熱刺進管,使管合作嚴密;再沿接頭長度方向來回搖擺,使其均勻加熱到挨近釬焊溫度,然后盤繞銅管加熱至釬焊溫度(銅管為淺紅),一起釬料亦隨之盤繞參加,并均勻填滿接頭空隙,再漸漸移開焊炬,并持續參加少數釬料,構成潤滑釬角。(4)、加熱時不能直接用火焰燒焊條,加熱時刻也不宜過久。(5)、焊接時要留意操控好火焰方向,避開膠套管、海綿、電線等。
6、焊后處理(冷卻)
(1)、焊后在管內有氮氣維護的條件下,可對接頭處再次加熱至銅管變色(200-300℃),即進行退火處理。(2)、在焊縫徹底凝結曾經,不能移動焊件或使其遭到轟動。(3)、對選用水冷的焊件,應避免水進入銅管內部,放置焊件時仍要避免銅管表面殘留水分流入管內。
7、釬焊質量及查驗
焊縫表面潤滑,填角均勻,自然地圓弧過渡。釬焊接頭無過燒、焊堵、裂紋、焊縫表面粗糙、燒穿等缺點。焊縫無氣孔、夾渣、未焊滿、虛焊、焊瘤等缺點。
8、不合管裝置
裝置Y 型不合管盡量使其不合管豎向或水平。水平放置時,傾斜度在±30以內。放置在正確的方位后,充氮焊接。 不合管保溫。每對不合管均配有泡沫,用泡沫將不合管包好,上下泡沫用不干膠密封。泡沫部分和無泡沫部分均用保溫管包好。泡沫和保溫管對接部分用不干膠密封。留意: ①對多不合管路體系,每根管子都貼上標簽,使不合后的銜接收與室內機對應,避免接錯。 ②不合管的進口側,至少要有300mm 的直管段。
9、喇叭口加工的辦法:
(1)、弄直盤卷的銅管(2)、用切管器切管(3)、用擴孔器除掉管子切開面的毛刺(4)、用螺絲刀在端部輕敲以整理管子內部(5)、刺進喇叭口螺母(6)、在銅管上裝好喇叭管東西(7)、對準擴孔器(8)、擴口(9)、取下喇叭管東西并查看喇叭管表面
(三)吹洗
在焊接完一段管路后,有必要對管路進行吹洗。 吹洗是用氮氣壓力去除管內的外來物(塵埃,水份,焊接形成的等)。首要意圖是:
(1)、除掉管內焊接時因為充氮維護焊缺乏形成的氧化物。(2)、除掉因不妥貯運而進入管內的雜質和水分。(3)、查看室內機和室外機之間管道體系的銜接是否有大的走漏。
吹洗過程:
(1)、將壓力表裝在氮氣瓶上;(2)、壓力表高壓端接上小管(液管)的注氟嘴;(3)、用盲塞將室內機A 側之外的一切銅管接口處阻塞好。(4)、翻開氮氣瓶閥,保持壓力在5 Kg/cm 2 。(5)、查看氮氣是否流過室內機A 液管(6)、吹洗 用手中的絕緣材料抵住管口,當壓力大的無法抵住時,快速開釋絕緣物。再用絕緣物抵住管口,如此重復幾回,直到沒有沒有雜物吹出停止。(7)、封閉氮氣主閥(8)、對室內機B 重復以上操作(9)、對液管吹洗結束后,再對氣管進行吹洗,吹洗過程跟吹洗液管過程相同。
(一)基本要求
1、冷媒管道表里壁應枯燥和清潔。2、管道的方位和裝置標高契合規劃要求。3、管道曲折變形不超越1/3。 4、穿越樓板或墻體處,應設置維護套管,焊縫不得在套管內,穿外墻孔有必要密封,防雨。5、冷媒管裝置,焊接銅管時有必要充氮焊接,氮氣氣壓0.05~0.03Mpa;冷媒管道裝置結束后,應選用氮氣對體系進行吹凈,然后抽真空。
(二)銅管焊接
l、施工氣體品種
(1)、加熱用:工業氧氣0.3-0.4Mpa 液化(或)0.007-0.4Mpa (2)、氮氣(N 2 ):為避免銅管內部氧化,對管內充入氮氣。
2、焊接前預備
(1)、查看焊炬的銜接處和各氣閥的嚴密性,漏氣的有必要進行修補,并查看焊嘴有無阻塞現象。(2)、操作者預備所需的工夾具、釬料、釬劑等。(3)、銅管的焊接部位應無毛刺、無顯著變形、表里表面潔凈、無銹垢、無油脂等。
3、焊接過程
(1)、銅管應正派刺進規則深度,兩裝置件的中心線重合,焊接時應定位。為了確保裝置尺度正確,不能用手定位,避免加熱時銅管移動。(2)、裝置空隙過大時,可按要求恰當鉗小粗管口徑。
4、充氮維護
(1)、銅管在釬焊溫度下表面氧化劇烈,為有用削減銅管內部氧化皮的發生,要求對銅管進行充氮維護。(2)、在銅管裝置后,對銅管接頭內部充氮。(3)、對銅管充氮的辦法 氣壓0.05~0.3Mpa, 確保充入工件內的氮氣流量為4~6L/min(手摸有氣流的感覺)。 裝置后開端充氮至焊后冷卻持續充氮10 秒以上。(4)、充氮的關鍵(見下圖)
a. 充氮時快速接頭和充應合上壓緊開關,使氮氣悉數充入管內。b. 充氮要確保氮氣到達各焊接接頭處,有用地排出空氣。 c. 接連充氮時必定要有出氣口,否則在焊接時氣體從接頭空隙處逸出,使焊接填料困難,并易發生氣孔。
5、焊接加熱留意:
(1)、釬焊為火焰硬釬焊,有必要恪守有關操作規則。(2)、加熱前承認銅管內有氮氣流過。(3)、釬焊紫銅時,運用中性焰或細還原焰,一般選用外焰。銅管接頭處加熱應均勻,并留意依據管的材料尺度分配熱量。一般先預熱刺進管,使管合作嚴密;再沿接頭長度方向來回搖擺,使其均勻加熱到挨近釬焊溫度,然后盤繞銅管加熱至釬焊溫度(銅管為淺紅),一起釬料亦隨之盤繞參加,并均勻填滿接頭空隙,再漸漸移開焊炬,并持續參加少數釬料,構成潤滑釬角。(4)、加熱時不能直接用火焰燒焊條,加熱時刻也不宜過久。(5)、焊接時要留意操控好火焰方向,避開膠套管、海綿、電線等。
6、焊后處理(冷卻)
(1)、焊后在管內有氮氣維護的條件下,可對接頭處再次加熱至銅管變色(200-300℃),即進行退火處理。(2)、在焊縫徹底凝結曾經,不能移動焊件或使其遭到轟動。(3)、對選用水冷的焊件,應避免水進入銅管內部,放置焊件時仍要避免銅管表面殘留水分流入管內。
7、釬焊質量及查驗
焊縫表面潤滑,填角均勻,自然地圓弧過渡。釬焊接頭無過燒、焊堵、裂紋、焊縫表面粗糙、燒穿等缺點。焊縫無氣孔、夾渣、未焊滿、虛焊、焊瘤等缺點。
8、不合管裝置
裝置Y 型不合管盡量使其不合管豎向或水平。水平放置時,傾斜度在±30以內。放置在正確的方位后,充氮焊接。 不合管保溫。每對不合管均配有泡沫,用泡沫將不合管包好,上下泡沫用不干膠密封。泡沫部分和無泡沫部分均用保溫管包好。泡沫和保溫管對接部分用不干膠密封。留意: ①對多不合管路體系,每根管子都貼上標簽,使不合后的銜接收與室內機對應,避免接錯。 ②不合管的進口側,至少要有300mm 的直管段。
9、喇叭口加工的辦法:
(1)、弄直盤卷的銅管(2)、用切管器切管(3)、用擴孔器除掉管子切開面的毛刺(4)、用螺絲刀在端部輕敲以整理管子內部(5)、刺進喇叭口螺母(6)、在銅管上裝好喇叭管東西(7)、對準擴孔器(8)、擴口(9)、取下喇叭管東西并查看喇叭管表面
(三)吹洗
在焊接完一段管路后,有必要對管路進行吹洗。 吹洗是用氮氣壓力去除管內的外來物(塵埃,水份,焊接形成的等)。首要意圖是:
(1)、除掉管內焊接時因為充氮維護焊缺乏形成的氧化物。(2)、除掉因不妥貯運而進入管內的雜質和水分。(3)、查看室內機和室外機之間管道體系的銜接是否有大的走漏。
吹洗過程:
(1)、將壓力表裝在氮氣瓶上;(2)、壓力表高壓端接上小管(液管)的注氟嘴;(3)、用盲塞將室內機A 側之外的一切銅管接口處阻塞好。(4)、翻開氮氣瓶閥,保持壓力在5 Kg/cm 2 。(5)、查看氮氣是否流過室內機A 液管(6)、吹洗 用手中的絕緣材料抵住管口,當壓力大的無法抵住時,快速開釋絕緣物。再用絕緣物抵住管口,如此重復幾回,直到沒有沒有雜物吹出停止。(7)、封閉氮氣主閥(8)、對室內機B 重復以上操作(9)、對液管吹洗結束后,再對氣管進行吹洗,吹洗過程跟吹洗液管過程相同。


