




別再錯(cuò)過(guò)任何細(xì)節(jié)!花費(fèi)一分鐘觀看【數(shù)控等離子切割機(jī)】光纖激光機(jī)把實(shí)惠留給您產(chǎn)品視頻,讓您的購(gòu)買決策更加明智。
以下是:【數(shù)控等離子切割機(jī)】光纖激光機(jī)把實(shí)惠留給您的圖文介紹
控等離子切割機(jī)】光纖激光機(jī)把實(shí)惠留給您")
控等離子切割機(jī)】光纖激光機(jī)把實(shí)惠留給您")
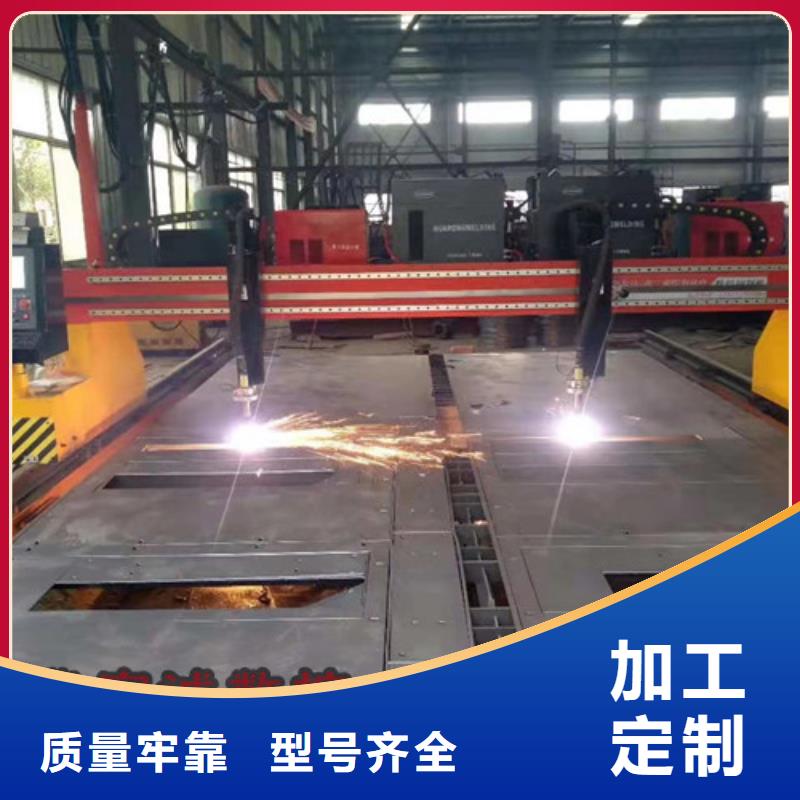
數(shù)控等離子切割機(jī)氣冷式割炬使用注意事項(xiàng)操作人員在使用數(shù)控等離子切割機(jī)時(shí),都會(huì)根據(jù)切割板材的厚度來(lái)選擇合適的割炬,等離子切割割炬分為風(fēng)冷式和水冷式,風(fēng)冷式割炬也叫做氣冷式割炬,比較常用于加工10mm以下的不銹鋼、碳板等金屬板材,工作原理大致上是經(jīng)過(guò)空氣的自然冷卻來(lái)使得割炬表面溫度降低從而可以長(zhǎng)期使用。因冷卻方式的不一樣,使用壽命普遍偏低。1.割炬里的電極,位于中心的鉿絲如果燒損范圍在2.5--3mm,就需要換上一個(gè)新的,值得注意的是電極需要放置冷卻或者是拿壓縮空氣吹至常溫,不然電極基座會(huì)受到熱膨脹發(fā)膩較緊,旋松時(shí)切記勿用太大力,不然極易損壞電極基座。另外,電極,噴嘴在更換前需要檢查內(nèi)部是否有有雜質(zhì),應(yīng)清理干凈后使用。2.在正常運(yùn)用過(guò)程中,如果聽(tīng)見(jiàn)“嚇”的響聲,弧光發(fā)紅,弧碴上竄,應(yīng)立即停止操作,此刻電極、噴嘴已損壞,強(qiáng)繼續(xù)使會(huì)損壞割炬,有必要替換電極、噴嘴后方可繼續(xù)使用。3.氣冷型割炬操作運(yùn)行時(shí)電流不得大于其額定電流,超過(guò)的話越則易損壞割炬。4.替換電極、噴嘴時(shí)有必要關(guān)斷主機(jī)電源,割炬未裝電極、噴嘴時(shí)不能按下割炬開(kāi)關(guān)。5.用壓縮空氣有必要進(jìn)行干燥清洗。因水氣、油污易導(dǎo)電,電極上產(chǎn)生螺旋黑紋,闡明水氣、油污過(guò)多,使電極、噴嘴內(nèi)部拉弧短路,極易損壞割炬,又不能正常運(yùn)作。6.割炬中的電極、噴嘴在運(yùn)用過(guò)程中不能松動(dòng),電極須用專用扳手旋緊,每次運(yùn)用前有必要檢查,見(jiàn)有松動(dòng)隨時(shí)用專用扳手旋緊,但不能運(yùn)用活絡(luò)扳手之類的東西。
控等離子切割機(jī)】光纖激光機(jī)把實(shí)惠留給您")
控等離子切割機(jī)】光纖激光機(jī)把實(shí)惠留給您")
控等離子切割機(jī)】光纖激光機(jī)把實(shí)惠留給您")
華宇誠(chéng)數(shù)控科技有限公司位于江夏區(qū)廟山工業(yè)園特1號(hào),交通j i為便利。公司常年致力于 云南迪慶大功率激光切割機(jī)的研發(fā)和生產(chǎn),擁有雄厚的專業(yè)技術(shù)力量。 公司專營(yíng) 云南迪慶大功率激光切割機(jī)系列產(chǎn)品,公司一貫信奉合作來(lái)源于誠(chéng)信,品質(zhì)來(lái)源于實(shí)現(xiàn)的行為準(zhǔn)側(cè),致力于互利互惠,資源共享的雙贏模式,竭誠(chéng)歡迎垂詢洽談。
控等離子切割機(jī)】光纖激光機(jī)把實(shí)惠留給您")
控等離子切割機(jī)】光纖激光機(jī)把實(shí)惠留給您")
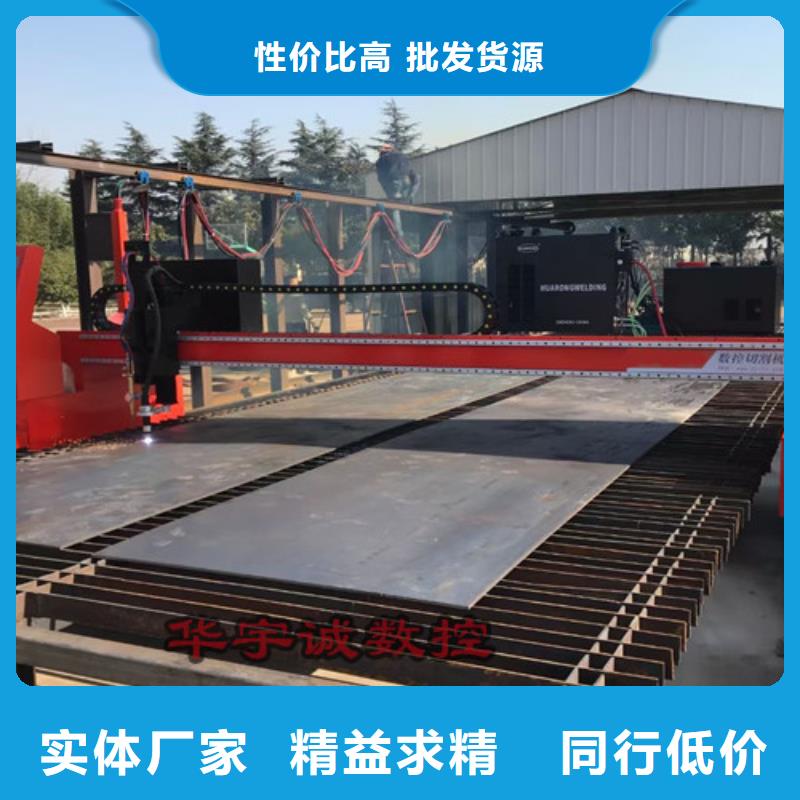
近年來(lái)數(shù)控等離子切割機(jī)越來(lái)越受到廣大用戶的青睞,主要優(yōu)點(diǎn)是切割效率高、切割變形小、耗材成本低(相比火焰切割),還有就是技術(shù)成熟,全國(guó)各地都有生產(chǎn)廠家,價(jià)格也越來(lái)越便宜,幾萬(wàn)幾十萬(wàn)的都有,符合各行各業(yè)的不同需求。今天要講的就是怎樣正確的調(diào)整數(shù)控等離子切割機(jī)電流、弧壓、速度、鋼板高度這些參數(shù),合理的參數(shù)將會(huì)提高生產(chǎn)效率、切割質(zhì)量,以及延長(zhǎng)耗材使用壽命,終達(dá)到降低生產(chǎn)成本的目的。首先講一下幾個(gè)參數(shù)的定義:1、電流:等離子切割機(jī)的切割電流。2、弧壓:切割過(guò)程中等離子正負(fù)極之間的電壓。3、速度:割槍在切割過(guò)程中行走速度。4、定位高度:切割開(kāi)始前割槍停止在那與鋼板之間的距離。5、穿孔高度: 穿孔瞬間割槍與鋼板之間的距離。6、切割高度:正常切割過(guò)程中割槍與鋼板之間始終保持的距離。7、氣壓:切割用壓縮空氣的壓力。
控等離子切割機(jī)】光纖激光機(jī)把實(shí)惠留給您")
控等離子切割機(jī)】光纖激光機(jī)把實(shí)惠留給您")
控等離子切割機(jī)】光纖激光機(jī)把實(shí)惠留給您")
數(shù)控等離子切割機(jī)切割電流
數(shù)控等離子切割機(jī)切割電流重要的切割工藝參數(shù),直接決定了切割的厚度和速度,即切割能力,造成影響,正確使用數(shù)控等離子機(jī)進(jìn)行高質(zhì)量的快速切割,必須對(duì)切割工藝參數(shù)進(jìn)行深刻地理解和掌握。
1.切割電流加大,電弧力量增加,切割能力提高,切割速度是隨之加大;
2.切割電流加大,電弧直徑增加,電弧變粗使得切口變寬;
3.切割電流過(guò)大使得噴嘴熱負(fù)荷加大,噴嘴過(guò)早地?fù)p壞,切割質(zhì)量自然也下降,甚至無(wú)法進(jìn)行正常割。
在等離子切割前選用電源的時(shí)候,不能選擇太大或太小的電源。太大的電源,考慮在切割成本上是一種浪費(fèi),因?yàn)楦揪陀貌涣四敲创蟮碾娏鳌R膊荒芤驗(yàn)楣?jié)約切割成本預(yù)算,選用等離子電源的時(shí)候,把電流的選擇選得過(guò)小,這樣在實(shí)際切割的時(shí)候也是不能達(dá)到自己的切割要求,這樣對(duì)數(shù)控切割機(jī)本身是一種很大的傷害!銳特科技提醒您要根據(jù)材料的厚度正確選用切割電流和相應(yīng)的噴嘴。
控等離子切割機(jī)】光纖激光機(jī)把實(shí)惠留給您")
點(diǎn)擊查看華宇誠(chéng)數(shù)控科技有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
