

想要直觀了解復合耐磨鋼板耐磨450鋼板誠信商家服務熱情產(chǎn)品嗎?別猶豫,快來觀看我們的視頻,讓產(chǎn)品自己說話!
以下是:復合耐磨鋼板耐磨450鋼板誠信商家服務熱情的圖文介紹

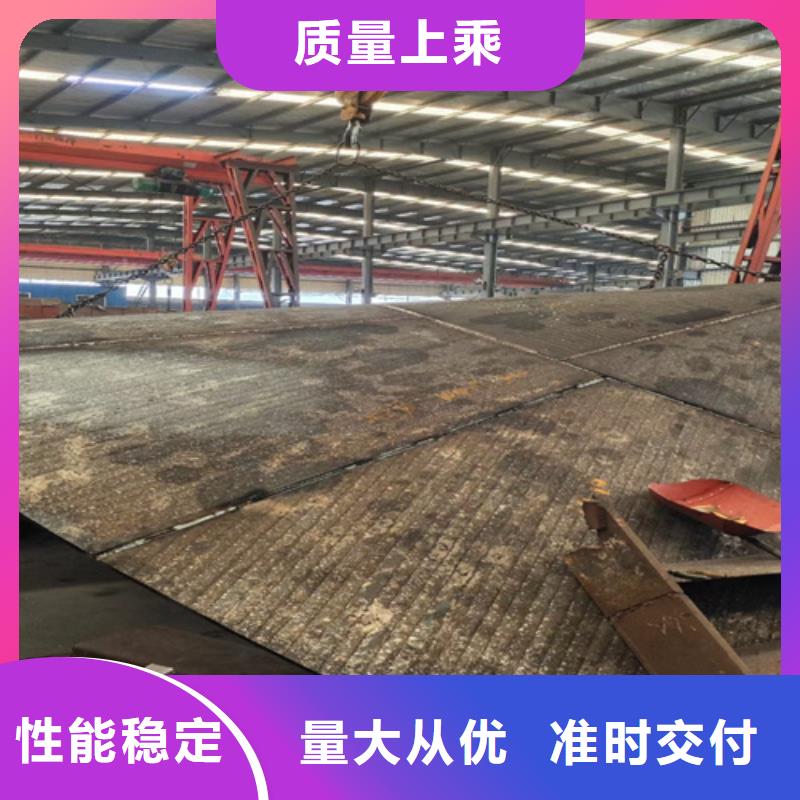
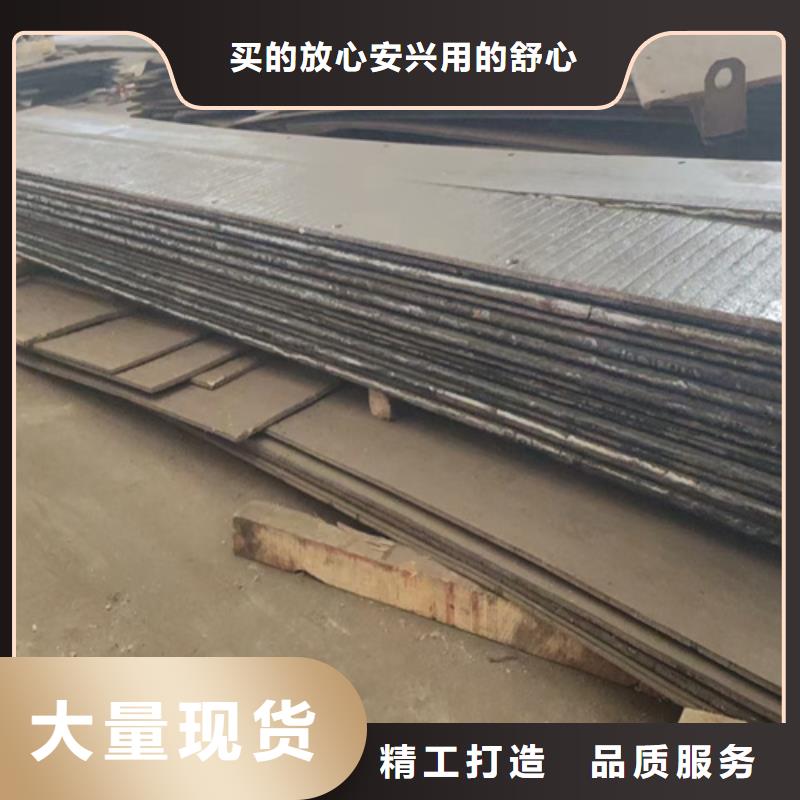
堆焊工藝方法在堆焊前先將明弧堆焊焊絲穿過送絲輪和導電嘴,焊槍接電源正極,基材接電源負極,通電后焊絲先與基材之間形成電弧,隨焊槍擺動向前焊接,電弧開始在焊絲與基材之間產(chǎn)生,進人穩(wěn)定焊接過程。在堆焊過程中,焊槍的擺動寬度應大于焊絲直徑的4倍以上,以避免擺動過寬造成焊道兩側(cè)熔深過大,擺寬過窄造成成形不良。堆焊過程中的易損件,如導電嘴、山東德州送絲輪應及時更換,否則會導致送絲不暢,而產(chǎn)生斷弧。焊絲的干伸長度要適中,不能過長或過短(一般25mm)。過長會導致焊道不直,影響焊縫成形;過短會導致斷弧,影響連續(xù)焊接和板的質(zhì)量。在實際的生產(chǎn)過程中,我們采用四頭堆焊板工藝,同時用四臺焊機堆焊。采用這種方法能提高生產(chǎn)效率,降低成本。如堆焊規(guī)格為1500mmx3500mm的Q235鋼板,當選用2.8mm焊絲,堆焊4mm厚度時,大約只需要3.5h,一人操作即可完成整張板的焊接。同時焊接過程中采用壓力水冷技術,既可提高冷卻速度,也可提高板的硬度和。焊接速度的選擇:從堆焊成形角度講,焊接速度太小時,由于線能量過大熔化了較多的金屬,使熔化金屬向焊縫兩邊流淌,影響焊縫成形,同時容易造成邊緣部分與基材間產(chǎn)生未融合的缺陷;焊接速度太大時,會使堆焊層中間下凹或者薄厚不均勻。通過多次試驗,我們選擇的焊速一般在10~15mm/s之間,隨著焊接電流的增加,焊速也略有增加。此外,焊速還影響堆焊層厚度,焊速越快,堆焊層越薄。所以在實際堆焊時,應綜合考慮多方面因素來選擇焊速。復合耐磨鋼板

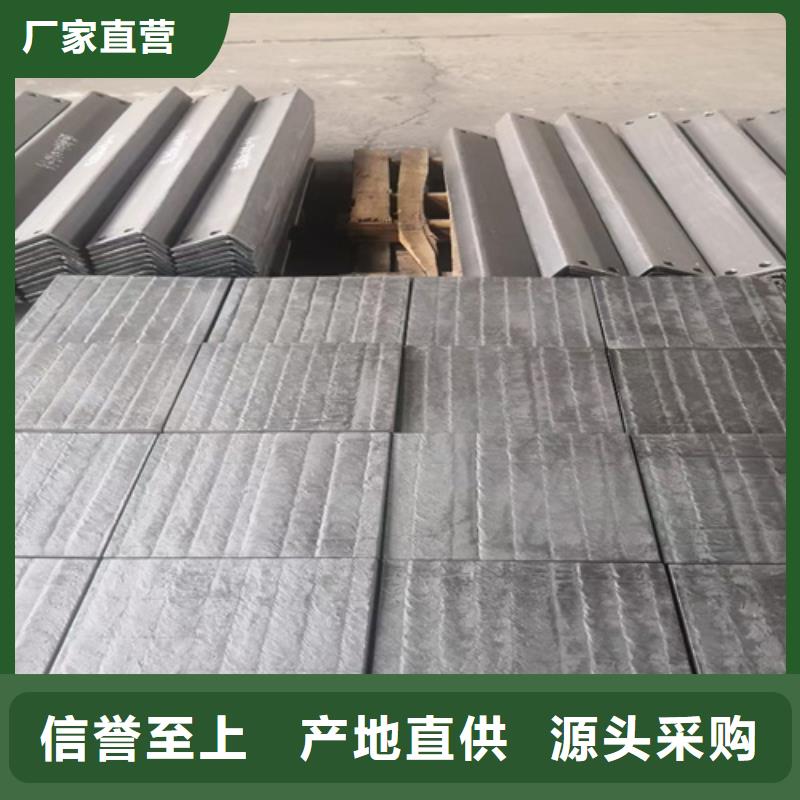
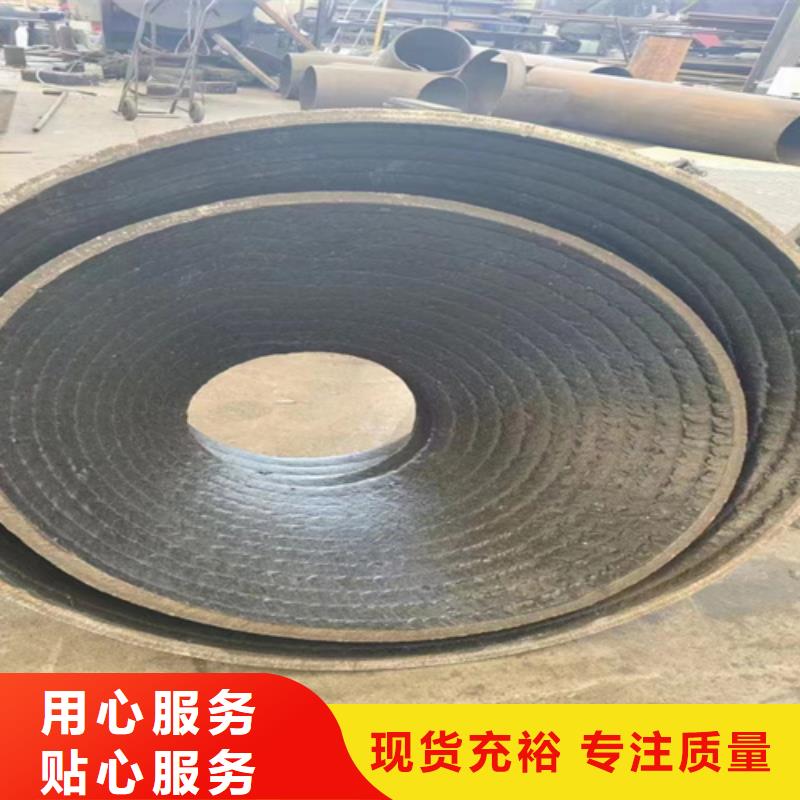
堆焊耐磨襯板是指在A3鋼板上直接堆焊高硬度,高合金的耐磨焊絲制造而成的耐磨襯板。與傳統(tǒng)的耐磨襯板相比,傳統(tǒng)耐磨襯板是由鋼廠經(jīng)過溶解,軋制制造而成,而這種新型的堆焊耐磨襯板生產(chǎn)經(jīng)堆焊后載通過切割、山東德州本地卷板變形、山東德州本地打孔和焊接等生產(chǎn)工藝加工而成各種耐磨襯板,如輸送機襯板、山東德州本地給煤機底板/旋風分離器倒錐和襯板、山東德州本地耐磨葉片等,耐磨壽命可比普通鋼板提高15倍以上。耐磨鋼板具有高耐磨性、山東德州本地耐沖擊、山東德州本地可變形和可焊接等性能,可像鋼板一樣直接進行卷曲變形、山東德州本地切割和打孔等加工環(huán)節(jié),加工成工程部件以滿足磨損工礦投入使用。密度≥3.6 g/cm3洛氏硬度58-63 HRC壓強度≥850 Mpa斷裂韌性KΙC≥4.8MPa·m1/2抗彎強度≥290MPa導熱系數(shù)20W/m.K熱膨脹系數(shù):7.2×10-6m/m.K復合耐磨鋼板


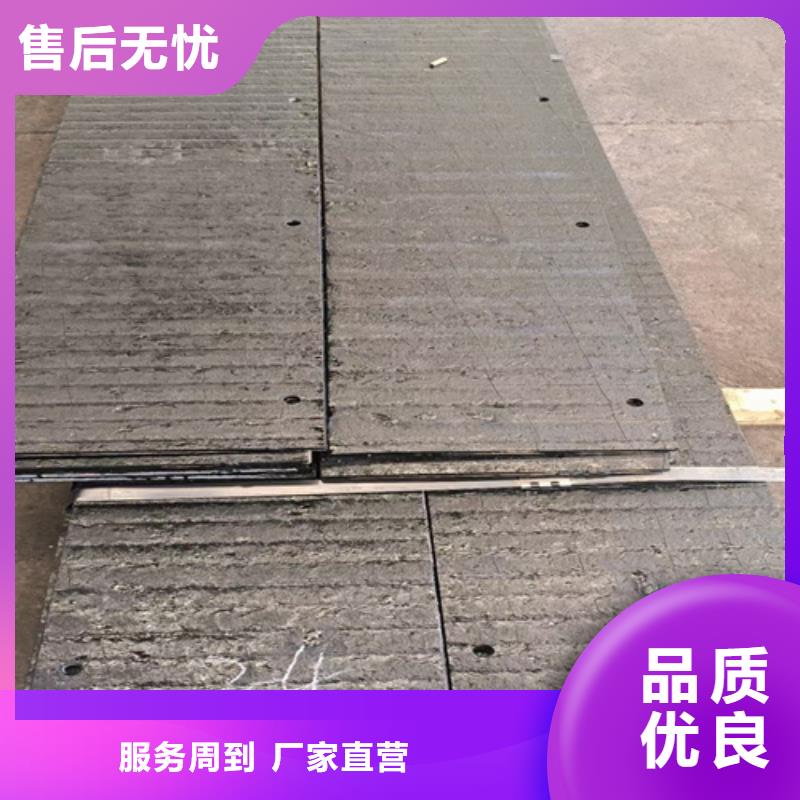
堆焊層焊接應力的釋放由于焊接熱應力的作用,復合鋼板的堆焊層表面分布著許多裂紋,這些裂紋可以起到釋放焊接應力、山東德州當?shù)販p少母板變形的作用。堆焊層的裂紋應該是細小、山東德州當?shù)胤稚ⅰ⑸綎|德州當?shù)責o序、山東德州當?shù)夭簧钊四赴宓摹⑸綎|德州當?shù)嘏c焊道長度方向垂直的裂紋。這種裂紋是焊接過程中應力釋放的結(jié)果,有助于提高復合板的韌性,防止層脫落。堆焊耐磨鋼板 堆焊板此外,高鉻堆焊板的加工性能良好,其表面的細絲狀應力釋放裂紋,也可避免復合鋼板在加工過程中發(fā)生脫落、山東德州當?shù)貏冸x。復合耐磨鋼板



倉庫充裕,誠信商家,發(fā)貨及時,速度快。本公司產(chǎn)品都通過各部門]嚴格質(zhì)檢,產(chǎn)品沒有質(zhì)量問題方可發(fā)貨。完整科學的質(zhì)量管理體系,
實力和產(chǎn)品質(zhì)量獲得業(yè)界的信賴,歡迎各界朋友蒞臨參觀、指導和業(yè)務洽談。


點擊查看【多麥金屬】高錳耐磨耐候鋼板生產(chǎn)廠家的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
