

聯(lián)系我們

您也許對德宏本地以下產品新聞也感興趣
- 熱鍍鋅方矩管防腐鋼管廠家物流配貨上門
- 直縫焊管環(huán)氧樹脂粉末EP內外涂塑鋼管廠家廠家售后完善
- 橋梁景觀護欄不銹鋼欄桿快速物流發(fā)貨
- 激光切割機激光切割機1500w實力廠商
- 精密鋼管Q345D精密鋼管多種場景適用
- 竭誠服務【鑫康】車輛檔案管理密集架
- 江西防護鉛門低價貨源
- 通風氣樓歡迎訂購2025新做法
- 壓餅機-液壓打包機廠家廠家實力大
- 激光切割機金屬激光光纖切割機交貨準時
- 溫室大棚,鋅鋁鎂方矩管高品質現貨銷售
- 數控等離子切割機高精密光纖激光切割機產品優(yōu)勢特點
- 熱鍍鋅方矩管防腐鋼管廠家物流配貨上門
- 直縫焊管環(huán)氧樹脂粉末EP內外涂塑鋼管廠家廠家售后完善
- 橋梁景觀護欄不銹鋼欄桿快速物流發(fā)貨
當前位置:
武漢 華宇誠數控科技有限公司 >德宏當地綜合推薦News
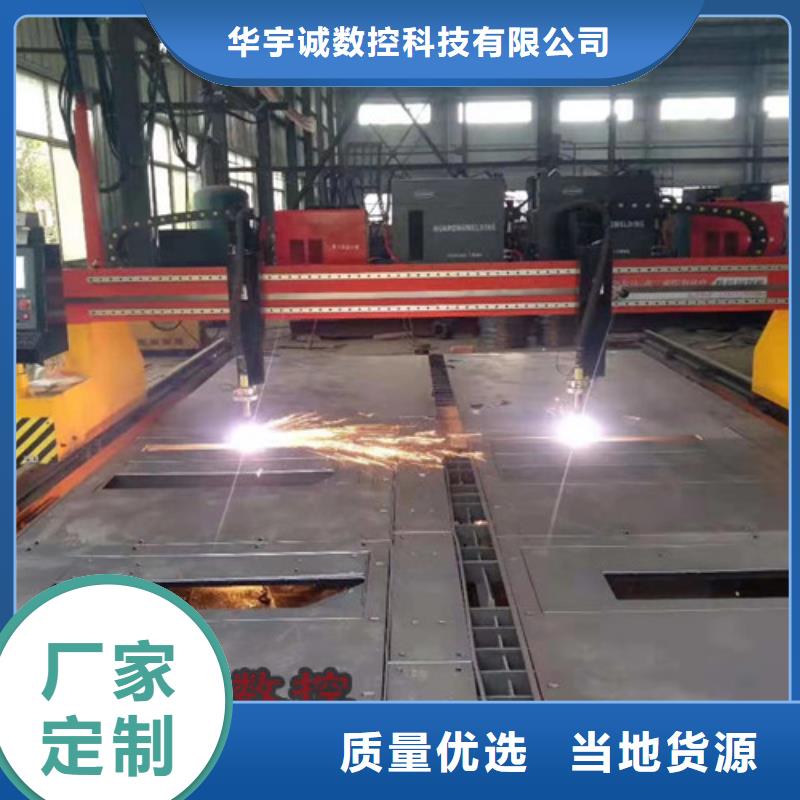
數控等離子切割機高精密光纖激光切割機產品優(yōu)勢特點
更新時間:2025-01-15 07:00:53 瀏覽次數:2 公司名稱:武漢 華宇誠數控科技有限公司
以下是:數控等離子切割機高精密光纖激光切割機產品優(yōu)勢特點的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電儀 |
| 發(fā)貨期限 | 3天 |
| 供貨總量 | 999 |
| 運費說明 | 供方支付 |
| 最小起訂 | 1 |
| 是否廠家 | 生產廠家 |
| 產品材質 | 鋼結構 |
| 產品品牌 | 華宇誠數控 |
| 產品規(guī)格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 產品型號 | YCLM-4000 |
| 質保時間 | 2年 |
| 適用領域 | 金屬鋼板切割 |
以下是:數控等離子切割機高精密光纖激光切割機產品優(yōu)勢特點的圖文視頻

在云南省德宏市采買數控等離子切割機高精密光纖激光切割機產品優(yōu)勢特點到華宇誠數控科技有限公司,無論您是個人用戶還是企業(yè)采購,我們都將竭誠為您服務。品質保證,價格優(yōu)惠,廠家直銷,歡迎有需要的客戶來電。聯(lián)系人:-18986290037,QQ:1051088151,地址:《武漢江夏區(qū)廟山工業(yè)園特1號發(fā)貨到云南省 德宏市 瑞麗市、芒市、梁河縣、盈江縣、隴川縣》。 云南省,德宏傣族景頗族自治州 德宏傣族景頗族自治州,隸屬于云南省,位于云南省西部,東面與保山市相鄰,而北、西、南三面都被緬甸包圍,屬南亞熱帶氣候,面積11526平方千米。截至2022年末,德宏傣族景頗族自治州常住人口為132.1萬人。截至2023年6月,德宏傣族景頗族自治州轄2個縣級市、3個縣。州人民政府駐芒市(原潞西市)。
想要了解數控等離子切割機高精密光纖激光切割機產品優(yōu)勢特點產品的魅力?視頻為你揭曉答案!
以下是:數控等離子切割機高精密光纖激光切割機產品優(yōu)勢特點的圖文介紹
勢特點")
勢特點")
數控等離子切割機的型號有哪些?如何選擇?數控等離子切割機的型號有哪些?一般而言不同的數控等離子切割機的型號都是廠家決定的,所以你需要根據自己選擇的廠家,來看看到底有什么型號的切割機,當然,像是數控系統(tǒng)這樣的東西一般都是相同的,例如上海交大的數控系統(tǒng),型號的話,可以在“信爾切割機產品大全”里面查找適合自己的切割機型號。那么,如何選擇合適的數控等離子切割機型號呢?數控等離子切割機的型號有哪些?人們都有一個普遍的概念,利用數控設備可以獲得高精度、效率高。在同類設備中,進口設備和檔次高布置的設備精度更高,生產效率更高。但是,數控火焰和等離子切割機卻完全不這樣做。在數控火焰切割和等離子切割中,斷續(xù)寬度受到斷續(xù)等諸多因素的影響,所以無論設備本身的精度有多高,被它切割的零件精度,誤差一般在±0.5mm左右,而且誤差比設備本身高出幾個數量級。即便是斥巨資進口的數控等離子切割機,也不過幾百萬元。這是由火焰或等離子切割方式決定的,不可避免地無法達到其他數控設備如數控車床的高加工精度。換句話說,不管是6級還是8級,這個裝備本身的精度都不是那么重要。從生產效率的角度看,切割速度的快慢完全取決于板材厚度、零件數量、氧氣純度和氣體質量等因素,以火焰切割為例,設備的行走速度需要滿足和適應切割技術的要求。換句話說,切割效率與設備本身沒有直接關系。當然,數控等離子切割機表現出了相當高的精度和效率,但這并不是大眾所具有的提高機床加工精度和效率的概念,而是與人工切割相比。從以上分析可以看出,各廠家生產的數控等離子切割機在切割精度和生產效率上沒有明顯差異。即使是小到萬元的小型數控,與進口的昂貴大型數控相比,加工零件的精度、粗糙度和生產效率也沒有明顯的差別。因此,由于機械加工技術的這種局限性,對于原本只能做粗加工的設備和加工中樞等精加工設備,一味追求所謂的檔次高布局,提高加工精度和效率是不科學的。比較貴的裝備不是制造裝備,而是那個裝備是檔次高裝備。衡量一臺設備是否檔次高,評價的依據不是所使用的設備是否昂貴,而是設備的可靠性和使用效果(其加工產品的精度、粗糙度和生產效率)。對于這樣的設備,在滿足各道工序的切割要求后,系統(tǒng)追求的要點是:要有一定的技術含量。數控下料的切割環(huán)境較差,粉塵較大,溫度變化較大,設備運行過程中存在振動,因此系統(tǒng)的可靠性非常重要。硬件和軟件的性能可以很好地滿足切割的各種工藝要求。方便的圖形輸入,良好的操作性能,符合中國國情,使現場操作人員的操作和維護更加方便。它具有很好的可操作性。例如,焊槍有各種必要的移動定位和控制關鍵操作。數控等離子切割機本身就是粗加工,客戶在選擇的時候,一定要保證對產品的精度沒有很高的要求。線切割電火花加工的精度比較高,但切割速度比較慢。有些客戶不一定會想到切割機和電源的問題。 切割機保證了切割精度,但電源保證了切割厚度、坡度、毛刺和塞子等問題。因此,在進行選擇的時候,你需要注意的是,準確率是不是夠高?通常情況下,鋼材的比較大切削長度和寬度。這樣你就可以選擇你需要的產品。
勢特點")
勢特點")
勢特點")
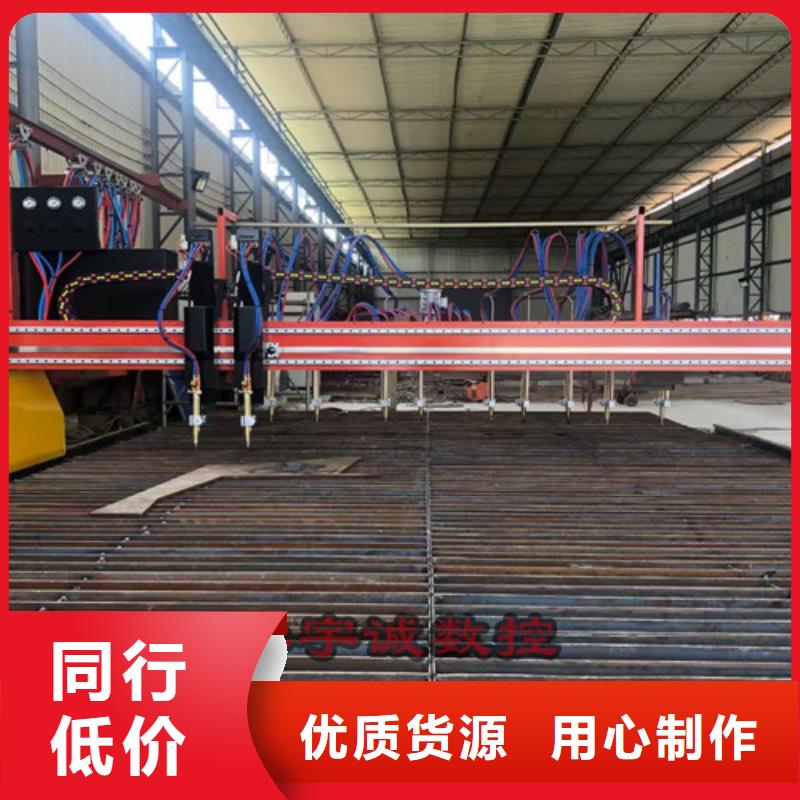
隨著等離子切割技術的不斷發(fā)展,數控等離子切割機的使用越來越普遍。作為中小厚度板切割下料主要設備之一,數控等離子切割機具有操作簡單、度高、工作效率高、勞動強度低等優(yōu)點,被廣泛應用于多個行業(yè),如化工行業(yè)、汽車行業(yè)、機械行業(yè)、軌道交通行業(yè)等。對于采用傳統(tǒng)切割方式難以切割的材料,可使用數控等離子切割機完成;從切割速度上,在切割中小厚度碳鋼板時,數控等離子切割速度快于傳統(tǒng)的火焰切割速度,同時切割面保持光潔且熱變形情況好;從切割成本上,數控等離子切割成本遠遠低于激光切割成本。切割工作臺的優(yōu)化切割機自帶的切割工作臺有很多塊隔板支撐,如圖1所示,兩隔板間距110mm,切割小件時往往會出現工件掉進隔板之間而無法拿出的情況,而且隔板為8mm×190mm×4600mm直平鋼板,由于經常切割的原因,下面隔板氧化渣太多,影響正常切割,需經常清理或更換。切割工作臺的優(yōu)化方案及實施情況由于本行業(yè)產品結構和產品批次均不固定,為了節(jié)省材料,經常采用套料形式(即大料和小料配套排版),如何通過對等離子工作臺的工藝創(chuàng)新等離子切割機的利用率和切割工作臺的使用壽命,是我們目前需要解決的問題。圖片圖1 數控等離子切割機自帶切割臺針對此問題,對現有下料產品進行工藝分析并分類,挑選出小切割件,并確定小件尺寸,結合現場情況設計一套新的工作臺,如圖2所示。圖片圖2 數控等離子切割機優(yōu)化后工作臺模型圖⑴具體方案。1)該平臺按1500mm×3000mm的尺寸制作,可以多個平臺組合使用;2)平臺外框由4mm板材折成U形件,并組焊成長方形框架結構,確保框架的剛度,以防在吊運過程中變形;3)框架內部有2~3個由4mm 板折成的V形件,縱向倒扣在框架內,在縱梁上開3.5mm寬槽口,便于隔板的插入;4)隔板由1500mm×200mm板制成,將一邊切割成鋸齒形結構。⑵具體實施過程。1)根據設備參數及所需切割零件的大小,設計切割工作臺的長、寬、高和隔板間距;2)根據設計圖制作切割工作臺;3)所有切割工作臺零件均用數控切割機一次割出,尺寸,方便隔板的更換;4)切割工作臺框架采用數控折彎機進行編程折彎,定位尺寸準確,成形度好;5)組焊切割工作臺框架;6)將隔板插入切割工作臺;7)將切割工作臺放在原有切割工作臺上,切割時將料放在活動切割工作臺上進行切割,如圖3所示。圖片圖3 數控等離子切割機優(yōu)化后工作臺實物圖切割過程中路徑優(yōu)化由于板材的熱脹冷縮效應,在切割過程中加工件與余料之間會產生相對移動,按加工件重量與余料重量的差別,產生相對移動可分為以下三種情況:⑴當加工件重量>余料重量時,加工件不動,余料相對平臺移動,不影響加工件的尺寸;⑵當加工件重量<余料重量時,加工件相對平臺移動,余料不動,加工件產生一定的偏差;⑶當加工件重量與余料重量相當時,加工件和余料相對平臺都可能產生移動,影響加工件的尺寸。實踐表明,加工件或余料相對平臺產生的移動,使加工件產生的尺寸誤差一般在0.3~4mm之間。工件單邊的切割路徑在數控等離子切割過程中選擇合理的切割工藝,產生的變形量會有不同。在切割圖4所示板材時,若選擇A點為起弧點,切割方向和順序為:A→D→C→B→A(圖4a),當完成AD段的切割,加工DC段時,由于DC段余料窄,切割時高溫使DC段余料產生線性伸長,CB段向外偏轉,切割后使DC段尺寸縮小δ(圖4b),δ 的大小與DC段的尺寸成正比。如果選擇 A→B→C→D→A的切割順序,工件經DA與母板分離,可有效減小切割變形。圖片圖4 工件單邊的切割路徑及變形情況圖片圖5 細長件切割圖片圖6 細長件兩件配對切割細長件的變形控制對于圖5細長件的切割,若按A→B→C→D→A,當切割DA段時,BC段的膨脹可阻止CD 段的膨脹,完成整體切割冷卻后,DA段的收縮量要大于BC段的收縮量,使工件向DA側彎曲。旁彎量δ的大小取決于加工件的長寬比Y/X,長寬比越大,旁彎量δ就越大。如果采用兩件配對切割,如圖6所示,選擇A點為起弧點,切割方向和順序:A→B→C→D→E→A→F。在完成DE段時,與母板分離相當于工件長寬比縮小一半,使旁彎量δ減小,當切割AF段時使工件兩側膨脹和收縮量相等,細長件旁彎變形能明顯減小。異形件的切割工藝對于特殊件的切割(圖7),綜合上述的加工方法并針對不同異形件,可選擇下列的切割工藝。圖片圖7 特殊件切割⑴對于凹形件采取兩件配對切割的方法,先切割內邊,后切割外邊,由外向內使兩件分開。切割順序如圖 8所示,內邊:A1→B1→C1→D1→A1;外邊:A→B→C→D→A,E→F、H→G。圖片圖8 凹形件兩件配對切割⑵對于偏置中空件應采取兩件配對切割,使兩件分離。切割順序如圖9所示,內邊:A1→B1→C1→D1→A1,A2→B2→C2→D2→A2,外邊:A→B→C→D→A, E→F。圖片圖9 偏置中空件兩件配對切割結論本工藝創(chuàng)新取得的有益效果如下:通過工藝創(chuàng)新,等離子切割機的利用率大大,工作臺隔板更換方便且更換率降低一半,降低了更換成本。切割小件得到了滿足,目前本工藝創(chuàng)新已廣泛應用于鐵路客車鋼結構下料中,每輛車均有很多小件需要切割下料,提高了工效并且節(jié)約了大量成本。使用等離子切割時應注意以下問題:分析數控等離子切割機切割件變形規(guī)律及影響,在切割前進行適當的板材校平處理,合理地進行板材固定,防止在切割過程中加工件發(fā)生移動;編制切割程序時,選擇合理的切割工藝,使工件的尺寸面與母板分離;對于切割細長件或異形件時,用兩件配對切割等控制方法,可有效防止或減小切割件的變形。數控等離子切割在加工行業(yè)中無論從切割質量還是切割效益都優(yōu)于火焰切割,配合不同的工作氣體可切割各種金屬,尤其對有色金屬切割效果更佳。
勢特點")
勢特點")
華宇誠數控科技有限公司擁有 云南德宏大功率激光切割機研發(fā)、生產、營銷、質檢、物流倉儲等完整的管理體系。立足于國內市場,以的品質和服務為廣大用戶提供值得信賴的 云南德宏大功率激光切割機產品。 云南德宏大功率激光切割機產品不斷創(chuàng)新,及時滿足市場需求。公司在合肥、上海和深圳建立了三個 云南德宏大功率激光切割機生產基地,組建了遍及全國的銷售服務網絡。 專業(yè)成就品質,科技引領未來。公司本著“品質優(yōu)異、客戶至上、誠實守信、和諧發(fā)展”的經營理念,愿與海內外客戶精誠合作,共贏發(fā)展。
勢特點")
勢特點")
勢特點")

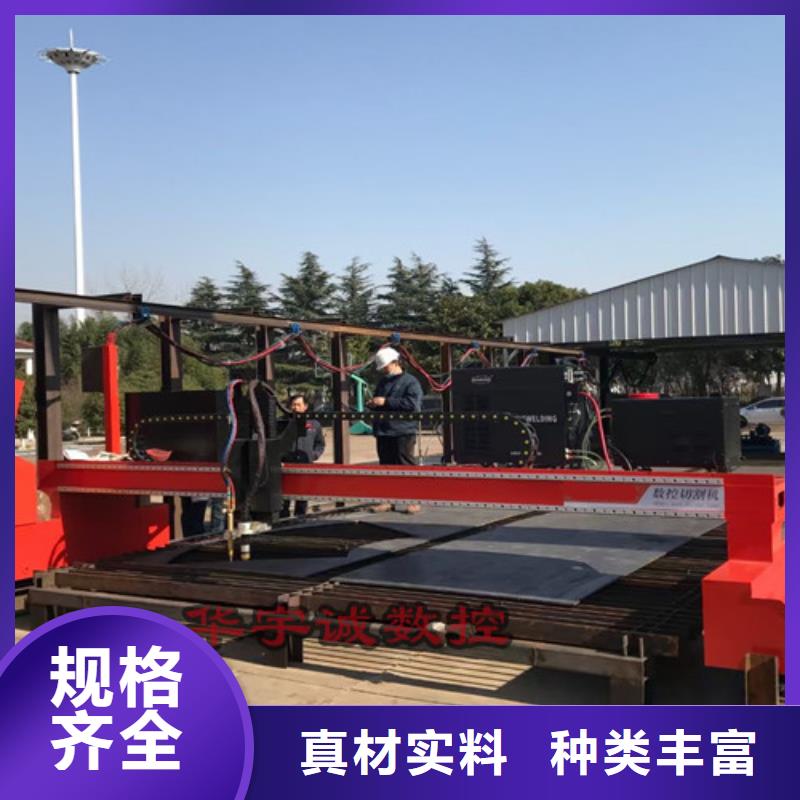
數控等離子切割是集數控、等離子和逆變電源技術于一體的高新技術,相對數控火焰切割具有切割速度快、效率高、切割面質量好、切割尺寸、工件熱變形小等優(yōu)點,在鐵路、船舶、航空和機械制造等制造業(yè)中得到廣范應用。目前,制備車間有兩臺數控等離子切割設備,主要用于長大配件、形狀復雜的異形工件的切割下料,尤其是在當前公司小批量多品種訂單較多的生產形勢下,數控等離子切割的優(yōu)勢愈加明顯。本文主要針對數控切割過程中出現的常見質量問題進行原因分析,并提出了解決和控制措施。1.數控等離子切割的工作原理數控等離子切割是以高溫、高速的等離子弧為熱源,以壓縮氣體為工作介質 , 通過被壓縮氣體電離形成高溫、高速的等離子電弧 , 將被切割的金屬或非金屬局部熔化(或蒸發(fā)),同時用高速、高壓氣流將已熔化的金屬或非金屬“吹離”基體而形成狹窄而光潔切口的一個過程,如圖1所示。圖片圖 1 數控等離子切割示意2.影響數控等離子切割的因素分析與控制措施數控等離子切割常見的質量缺陷有:穿孔缺陷、切割變形、熔渣、斷面傾斜以及波紋等。而在實際生產中影響切割質量的因素主要有:切割程序代碼、原材料平面度及內應力、起收弧缺陷、切割速度、切割順序、弧壓高度等,這些因素控制不當都會產生質量缺陷,因此如何采取控制措施質量缺陷是我們需要解決的主要問題。(1)切割程序代碼 數控等離子切割是通用數控程序代碼來實現產品加工的,因此程序代碼的正確與否,直接影響產品切割質量。在車間以往的切割生產中,曾發(fā)生過因程序代碼錯誤和錯誤調用產生的質量問題。控制措施:解決這一問題就要從源頭上加以控制,一是增加數控程序的校核過程,確保切割代碼正確性;二是建立程序和圖紙的資源庫,減少因多次編制造成的錯誤概率增加;三是對程序進行統(tǒng)一編號,規(guī)范管理,如:利用物料代碼的性對程序進行編碼,可以避免因程序調用錯誤產生質量問題。(2)原材料的不平度和內應力 原材料的不平度和內在應力,對切割質量的影響非常大。目前車間使用的大部分原材料在切割前都要經過預處理線拋丸除銹和底漆噴涂,尤其是2~8mm的卷板,在經過拋丸處理以后,內部應力分布不均勻,板材會產生不同程度的變形,影響數控等離子切割的尺寸精度。控制措施:針對原材料不平度和內應力,可以在切割前,對原材料增加一道校平工序,進一步釋放板材內在應力,一般將板材的平面度控制在≤2mm/m2,能夠有效保證切割產品質量。(3)起收弧缺陷 起收弧缺陷是等離子切割件中常見的切割缺陷。起弧缺陷一般是由板料不平、工件切割過程中發(fā)生變形或位移,起弧線、補償值設置不合理等原因造成的。由于板料不平,工件和母板脫離時會向下掉落,掉落瞬間會被等離子流灼傷,造成起弧缺陷。控制措施:根據實際情況設置提前收弧時間,使工件掉落時剛好停弧或者在編程時去掉引出線。另外對于工件切割過程中發(fā)生變形或位移,產生的起收弧微小缺陷可以通過設置四分之一圓弧的起收弧線來彌補。(4)切割速度 切割速度主要是影響切割斷面的斜度和波紋。切割速度加快會導致切口斜度變大,過快會在切口處出現波紋和毛刺,甚至會無法切透或斷弧。切割速度過慢也會出現毛刺,并會使切縫變寬,影響工件尺寸與質量,降低了切割效率。控制措施:數控等離子切割不同厚度的鋼板時,需選擇不同型號割嘴和耗材,同時也對應著不同的切割速度和切割參數設置。附表是本人針對精細等離子切割機整理的常用板材選擇割嘴和切割速度。精細等離子常用板材切割速度圖片(5)切割順序 切割順序的選擇對于保證切割質量也非常關鍵。尤其是在多種配件數控套裁下料時,切割順序的選擇將影響整張板材的成品率。在車間D11配件生產中,就出現了因切割順序選擇不當造成母材變形產生位移,使后續(xù)產品無法完成切割情況。控制措施:切割順序選擇應遵循先內后外,先小后大的原則;即先切割工件內輪廓,后切割外輪廓;先切割母材中面積小的零件,后切割大尺寸的零件,可使尺寸大的零件周邊的材料質量變輕,有利于減小大尺寸零件切割時產生的熱變形偏差;此外,在能保證的切割質量的前提下,應盡量選擇近的切割路線。(6)弧壓高度控制 弧壓高度是指在切割過程中等離子割炬與工件表面的高度距離,弧壓的高度主要會影響工件切口的斷面質量,因此弧壓控制也很重要,控制不當會導致斷弧或熔切不透。控制措施:在實際切割過程中 ,調整割炬高度與電弧壓力:割炬高度一般應在 3~6mm 之間,根據實際板厚與板料的不平度情況微調割炬高度與電弧壓力,在其他因素不變的情況下可減小切口的斜度,改善切口質量,減少斷弧率,達到更加理想的效果。、3.結語綜上所述,根據數控等離子切割工藝的特點和規(guī)律,通過采取得當措施就可減少切割缺陷、控制切割質量。總之,數控等離子切割機的切割質量控制除了以上提到的因素外還有其它影響因素,需要我們在實際操作中總結經驗并不斷改進。隨著數控技術自動化、柔性化、集成化、高速化的發(fā)展,我們相信數控切割技術的應用會越來越廣泛,而數控等離子切割技術也將會越來越完美。
勢特點")
勢特點")
您是想要在云南省德宏市采購高質量的數控等離子切割機高精密光纖激光切割機產品優(yōu)勢特點產品嗎?華宇誠數控科技有限公司是您的不二之選!我們致力于提供品質保證、價格優(yōu)惠的數控等離子切割機高精密光纖激光切割機產品優(yōu)勢特點產品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:-18986290037,QQ:1051088151,地址:《江夏區(qū)廟山工業(yè)園特1號》。