您可能對(duì)大同本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-01-12 23:11:41 瀏覽次數(shù):10 公司名稱:天津 萬弗萊鋼有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說明 | 電議 |
| 產(chǎn)地 | 天津 |
| 材質(zhì) | Q235B |
| 品牌 | 萬弗萊鋼 |



力廠家直銷")
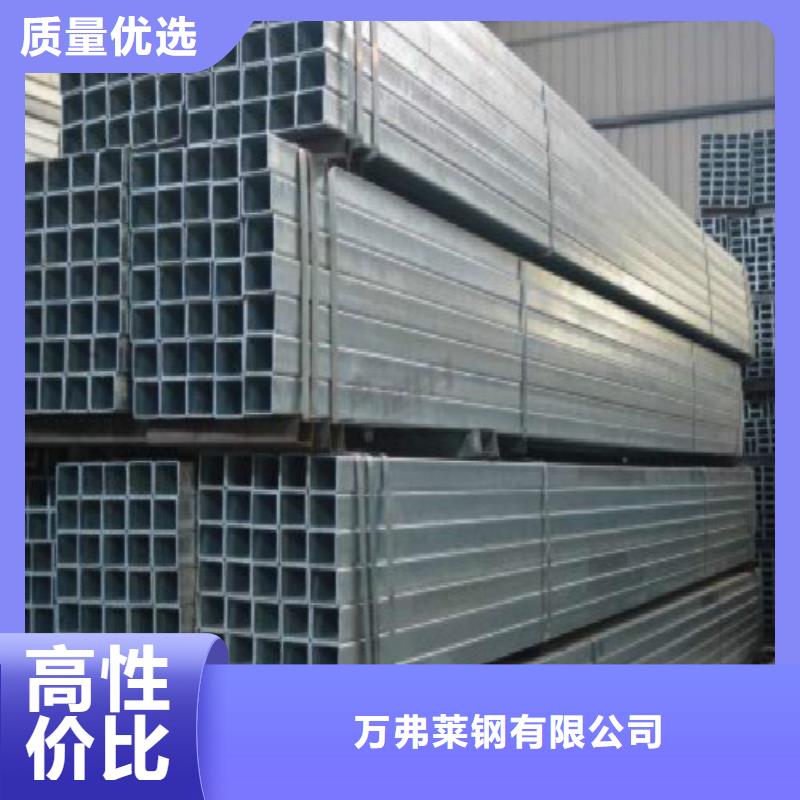
厚壁方矩管成型質(zhì)量的控制
將厚壁方矩管的管坯彎曲成管筒狀,當(dāng)前端形成圓形時(shí),后端仍為平面,因而帶鋼前端形成的圓斷面將與垂直于帶鋼縱長的平面傾斜一個(gè)角度a。為了使帶鋼由平面連續(xù)成型為圓管狀,帶厚壁直縫鋼管坯的邊緣在成型過程中就受到了拉伸作用。成型變形區(qū)L越長,則a就越小,邊緣的拉伸變形也就越小。反之帶鋼邊緣的拉伸變形就越大。當(dāng)拉伸應(yīng)力很大或拉伸變形很大時(shí),在外力后變形不能全部,以致于產(chǎn)生較大的殘余變形,成型后的管筒就會(huì)在邊緣處產(chǎn)生波浪彎,從而影響到焊縫質(zhì)量。因此我們?cè)谥贫ǔ尚凸に嚂r(shí),首先應(yīng)考慮帶鋼邊緣在厚壁直縫鋼管成型過程中產(chǎn)生*小的拉伸,不至于產(chǎn)生殘余變形熱軋?zhí)睾癖诜焦艹诤裨龊裢馇闆r,其角部尺寸和邊部平直度均達(dá)到甚至超過電阻焊冷成型方管的水平。想要好的方管,合理的生產(chǎn)流程是必不可少的,下面就一起來看看吧。厚壁方矩管生產(chǎn)的一般工藝過程
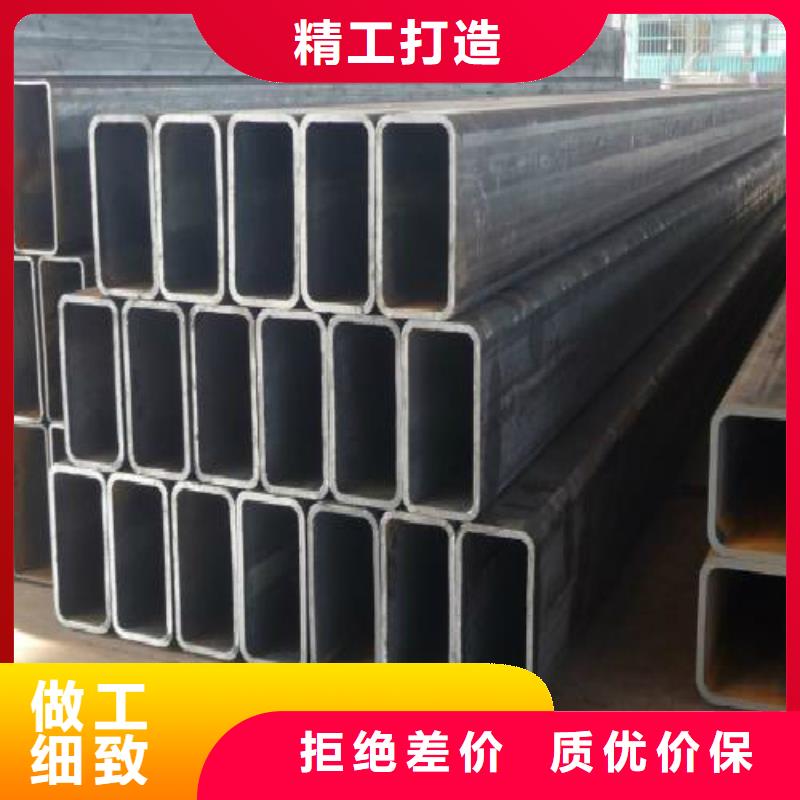
厚壁方矩管生產(chǎn)在鋼管生產(chǎn)中占有重要地位,國外工業(yè) 的厚壁方矩管產(chǎn)量一般要占鋼管比重的60%~70%,而現(xiàn)代厚壁方矩管技術(shù)正向提高管坯質(zhì)量、發(fā)展成型技術(shù)、控制焊接工藝、強(qiáng)化焊縫處理、完善在線檢測(cè)手段的方向發(fā)展。
厚壁方矩管的定義及工藝特點(diǎn)
厚壁方矩管就是將鋼板或帶鋼卷成管筒狀,然后將接縫焊合而成的鋼管。其基本工序?yàn)榕髁蠝?zhǔn)備一成型一焊接一精整一檢驗(yàn)一包裝入庫。焊管之所以有巨大的發(fā)展前景,主要是與其產(chǎn)品生產(chǎn)的工藝特點(diǎn)分不開的。其主要特點(diǎn)有:
(1)厚壁方矩管的產(chǎn)品精度高,尤其是壁厚精度。
(2)厚壁方矩管的主體設(shè)備簡(jiǎn)單,占地小。
(3)厚壁方矩管的生產(chǎn)上可以連續(xù)化作業(yè),甚至“無頭軋制”。
(4)厚壁方矩管的生產(chǎn)靈活,機(jī)組的產(chǎn)品范圍寬。
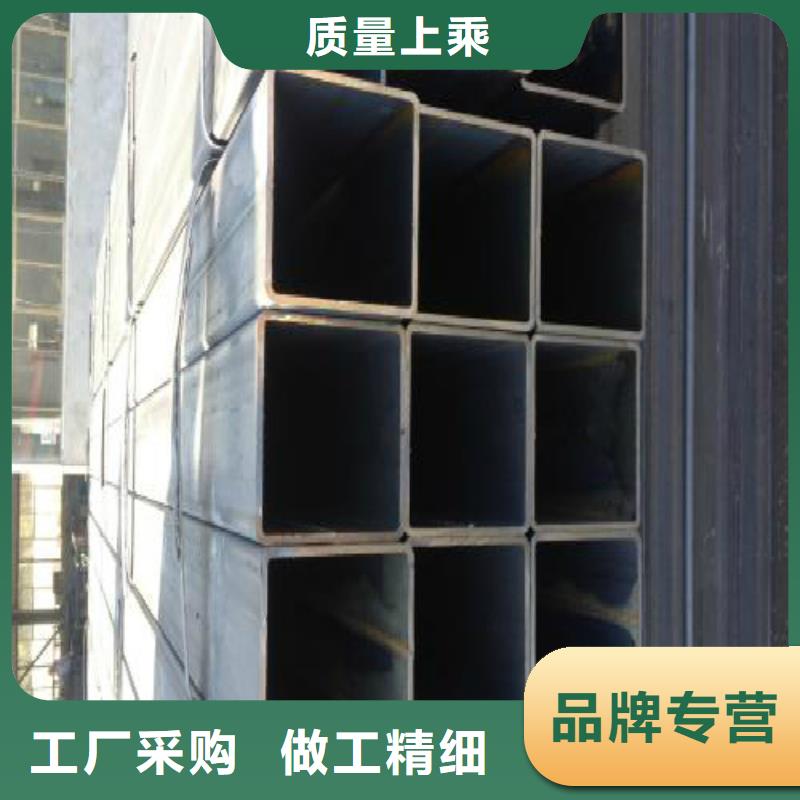
厚壁方矩管的分類
厚壁方矩管生產(chǎn)可以生產(chǎn)外徑達(dá)4m左右、壁厚在40mm上下的大口徑管。與熱軋無縫管相比,厚壁方矩管的壁厚系數(shù)D/S相對(duì)較大,一般D/S=5~100。厚壁方矩管生產(chǎn)與無縫管生產(chǎn)在鋼管生產(chǎn)領(lǐng)域競(jìng)爭(zhēng)一直是激烈的,競(jìng)爭(zhēng)的焦點(diǎn)集中在兩點(diǎn)上,一是產(chǎn)品質(zhì)量;二是經(jīng)濟(jì)效益。厚壁方矩管在大口徑、高精度鋼管的生產(chǎn)上占有一定的優(yōu)勢(shì)。”期間壓減粗鋼產(chǎn)能1.5億噸的上限目標(biāo)任務(wù),嚴(yán)禁新增產(chǎn)能,大力推動(dòng)轉(zhuǎn)型升級(jí),淘汰落后產(chǎn)能。兩記大錘落下,基本整頓了過往鋼鐵行業(yè)“殺雞取卵”的局面,改善了供大于求的矛盾,促進(jìn)整個(gè)無縫方矩管行業(yè)的良性發(fā)展。進(jìn)入4月后,工業(yè)上生產(chǎn)厚壁直縫焊管按鋼管成型的方式不同可以分為以下幾種。
1、厚壁方矩管的UOE工藝
所謂“UOE”工藝是鋼板先經(jīng)U成型,再經(jīng)O成型和機(jī)械擴(kuò)徑(Expanding)它用三次液壓成型得到開口的管體,再送往焊接工序。
鋼板首先沿縱向?qū)蛇呥M(jìn)行整邊和倒角,在四個(gè)邊角焊上定位及引焊貼片,然后送往壓邊機(jī)逐步沿縱向同時(shí)將兩邊預(yù)壓成弧形,之后運(yùn)往水壓機(jī)上將平鋼板壓成U形,再運(yùn)送到O成型水壓機(jī),由上下兩個(gè)半圓形壓模壓成開口的管體。壓制程序在的液壓控制中進(jìn)行,使開口管體有始終如一的公差精度。
UOE機(jī)組生產(chǎn)能力,產(chǎn)品質(zhì)量好,是目前世界上生產(chǎn)高精度管線鋼管*主要的直縫埋弧焊管機(jī)組。
2、厚壁方矩管RBE(三輥彎板)工藝
板邊同樣首先沿縱向?qū)蛇呥M(jìn)行整邊和倒角,之后平鋼板在三輥彎板機(jī)上經(jīng)反復(fù)滾壓成圓形的開口管體,管體進(jìn)入板邊滾壓機(jī),同時(shí)將兩邊多次滾壓使弧度與管徑相吻合。這種成型方法,限制了成型管的厚度和生產(chǎn)小直徑和厚壁管的可能性。
3、厚壁方矩管JCOE(壓模成型)工藝
制備后的鋼板運(yùn)往模壓機(jī),由操作機(jī)將鋼板移至壓型工位,由一個(gè)有弧形的模具壓頭經(jīng)一系列步驟壓成管體。
水壓機(jī)由兩臺(tái)操作機(jī)進(jìn)行操作,先壓制一邊形成半圓,即“J”形,再由第二臺(tái)操作機(jī)將鋼板換位,進(jìn)行另一半邊的壓彎成型。壓模的厚度影響開口管體的圓度,厚度保持*小。板邊滾壓與三輥工藝類似。
力廠家直銷")
力廠家直銷")
工業(yè)高速發(fā)展進(jìn)程中,q345b方管在我國鋼產(chǎn)量中,所占的比例是越來越大。由于q345b方管用途的廣泛性,因而對(duì)其質(zhì)量也提出了更高的要求。其中,q345b方管的壁厚偏差是其質(zhì)量的重要指標(biāo)之一,因?yàn)楸诤衿顣?huì)直接影響q345b方管的使用范圍,在當(dāng)前日趨激烈的市場(chǎng)競(jìng)爭(zhēng)中,如果一個(gè)q345b方管生產(chǎn)廠家無法在質(zhì)量上下功夫的話,而無法制造出高質(zhì)量的q345b方管,那么許多市場(chǎng)份額的丟失則是在所難免的。
有不少q345b方管生產(chǎn)廠家通過幾十年不斷的努力與實(shí)踐,以及與一些有實(shí)力的生產(chǎn)廠家進(jìn)行的大量的技術(shù)交流和實(shí)際操作改動(dòng),使得q345b方管的壁厚偏差得到了顯著的改善。
下面具體給大家說說,在實(shí)際生產(chǎn)過程中,一般q345b方管存在的一些問題:穿孔機(jī)穿孔過程中產(chǎn)生的偏差、設(shè)備制造精度與結(jié)構(gòu)、設(shè)備線的安裝與調(diào)整、管坯的加熱過程、管坯的下料、工具精度的影響、使用自動(dòng)軋管機(jī)。q345b方管現(xiàn)貨價(jià)格瘋漲,背后存隱患!
近兩天全國q345b方管價(jià)都在瘋漲,但漲幅卻出現(xiàn)了明顯的分化,南方部分地區(qū)單日漲幅甚至在100以上,而華北周邊地區(qū)單日漲幅卻大多在50以內(nèi)。由此導(dǎo)致了一個(gè)結(jié)果,即南北價(jià)差迅速擴(kuò)大,
目前京津唐等地一線q345b方管價(jià)格大多仍在4000以內(nèi),而廣州韶鋼價(jià)格卻已接近5000,接近1000的價(jià)差意味著豐厚的利潤空間,即使華北地區(qū)鋼廠會(huì)優(yōu)先考慮滿足本地需求,但在利潤的誘惑下無疑仍會(huì)擴(kuò)大資源南下的規(guī)模。而目前支撐南方地區(qū)q345b方管價(jià)格瘋漲的主要因素即是缺貨,后期到貨增加后,大漲能否延續(xù)是一個(gè)值得深思的問題。
力廠家直銷")
力廠家直銷")
力廠家直銷")
萬弗萊鋼有限公司是【山西大同合金管】等產(chǎn)品專業(yè)生產(chǎn)加工的廠家,擁有完整、科學(xué)的質(zhì)量管理體系。萬弗萊鋼有限公司的誠信、實(shí)力和【山西大同合金管】產(chǎn)品質(zhì)量獲得業(yè)界的認(rèn)可。
力廠家直銷")
力廠家直銷")