

聯系我們

當前位置:
武漢 華宇誠數控科技有限公司 >安康本地產品動態
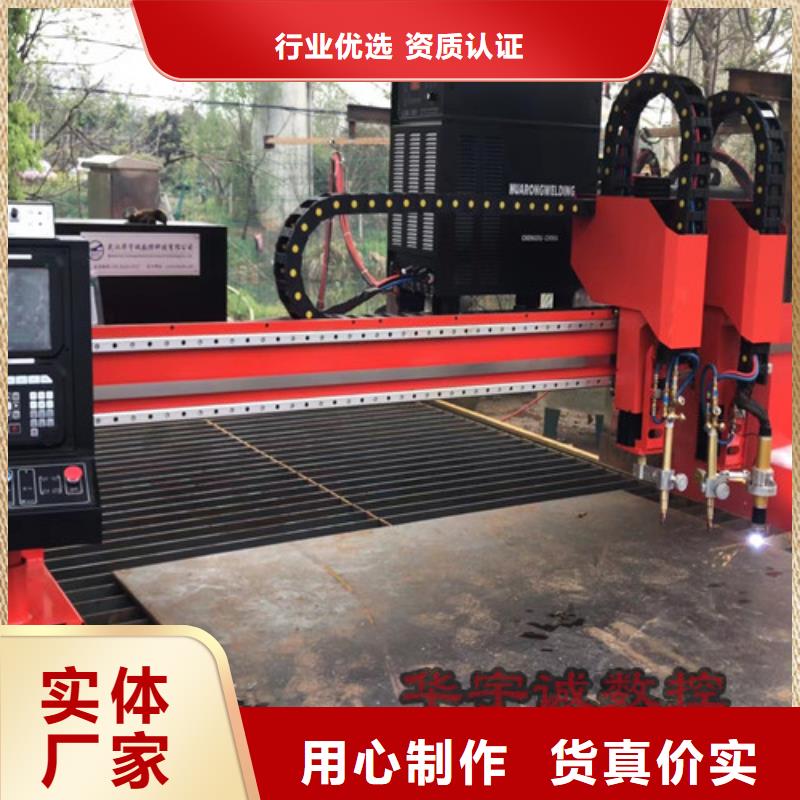
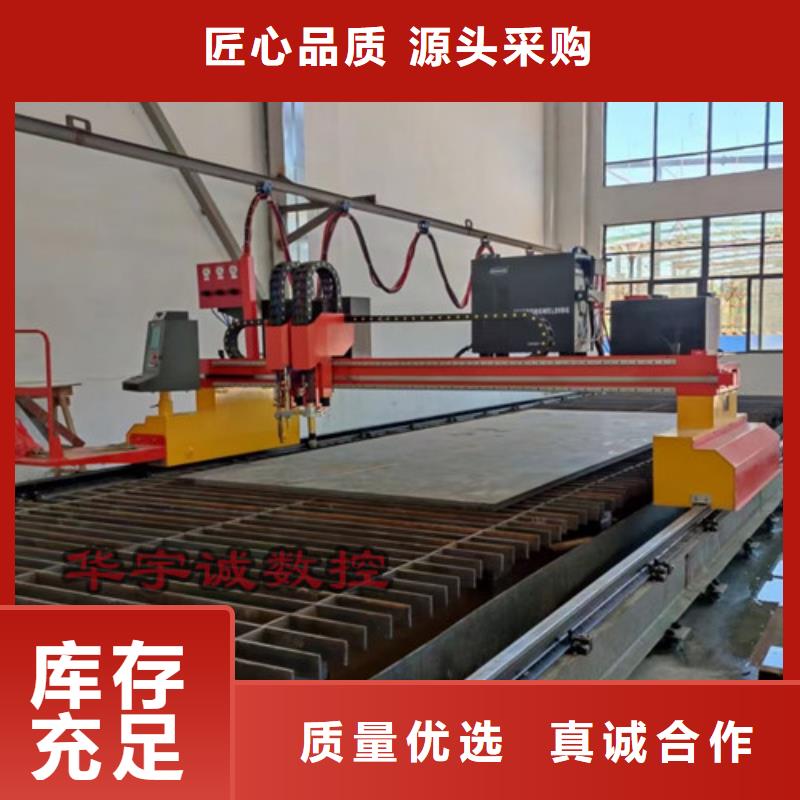
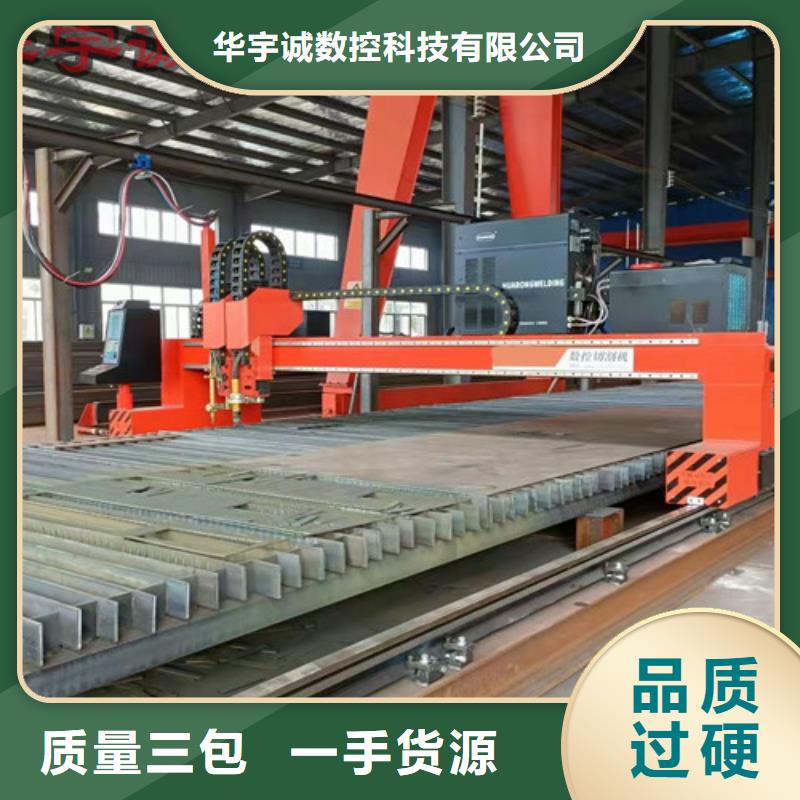
數控等離子切割機龍門式激光切割機實體廠家支持定制
更新時間:2025-02-13 22:01:26 瀏覽次數:1 公司名稱:武漢 華宇誠數控科技有限公司
以下是:數控等離子切割機龍門式激光切割機實體廠家支持定制的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電儀 |
| 發貨期限 | 3天 |
| 供貨總量 | 999 |
| 運費說明 | 供方支付 |
| 最小起訂 | 1 |
| 是否廠家 | 生產廠家 |
| 產品材質 | 鋼結構 |
| 產品品牌 | 華宇誠數控 |
| 產品規格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 產品型號 | YCLM-4000 |
| 質保時間 | 2年 |
| 適用領域 | 金屬鋼板切割 |
以下是:數控等離子切割機龍門式激光切割機實體廠家支持定制的圖文視頻



數控等離子切割機龍門式激光切割機實體廠家支持定制_華宇誠數控科技有限公司,固定電話:18986290037,移動電話:18986290037,聯系人:,QQ:1051088151,武漢江夏區廟山工業園特1號發貨到陜西省 安康市 漢濱區、漢陰縣、石泉縣、寧陜縣、紫陽縣、嵐皋縣、平利縣、鎮坪縣、旬陽市、白河縣 發貨到 陜西省安康市。 陜西省,安康市 2022年,安康市地區生產總值為1268.65億元,居民人均可支配收入為21420元。
精心打磨的產品視頻已準備就緒,它將帶您深入數控等離子切割機龍門式激光切割機實體廠家支持定制的魅力世界,讓您重新發現產品的無限可能。
以下是:數控等離子切割機龍門式激光切割機實體廠家支持定制的圖文介紹


數控等離子切割機出現切割不均有很多原因。當切割不同的金屬板和不同厚度的材料時,不同的切割電源和割炬具有不同的技術參數。在切割工作中,應參考設備,工件,選擇合適的切割速度標準,下面我們就一起來了解一下數控等離子切割機參數設置問題。一:當數控等離子切割機分多種切割輔助氣體時,不同切割氣體的切割速度是不一樣的。以空氣等離子弧切割為例,切割碳鋼時,切割電流為230A。作為標準,6mm厚的碳鋼板的切割速度可以達到3300mm/min,當厚度調整到40mm時,切割速度限制在500mm/min,以確保切割效果和質量。如果切換到其他輔助切割氣體,例如用純氧切割,切割速度會降低更多。在230A的相同切割電流下,雖然純氧等離子切割可以提高到3700mm/min,對于6mm厚的碳鋼板,但對于40mm碳鋼板,切割速度僅為350mm/min。二:影響等離子切割質量的因素很多,如空載電壓和電弧柱電壓,切割電流大小,電極收縮率,切割噴嘴高度等等離子弧切割技術參數,都會直接影響數控等離子切割機切割的穩定性過程,切割質量和功能。一般來說,空載電壓和電弧柱電壓,切割電流大小,電極收縮率,切割噴嘴高度等因素直接影響等離子弧的緊固效果,即影響等離子體的溫度和能量密度電弧和等離子弧高溫和高能決定了切割速度,因此可以說許多上述因素基本上與切割速度有關。作為數控切割裝置,應盡可能提高切割速度,同時確保切割質量。這不僅提高了生產率,而且還減少了切割部分的變形量和開槽區域的熱影響區域。如果切割速度不合適,其效果相反,添加粘貼殘留物,降低切割質量,并設置數控切割機上方的小細節。



本廠銷售 陜西安康大功率激光切割機,產品質量保證,本著“專業專注、服務”的態度,我們堅信“誠信”才是生存的大道。“小勝憑智,大勝靠德”,歡迎新老客戶來電咨詢。 華宇誠數控科技有限公司期待以優質的產品和服務,與您共創美好未來。


數控等離子切割機切割質量的評價指標這一節我們談一下數控等離子切割機切割質量的評價指標,對于數控等離子切割機切割質量的評價指標,相信大家都不是很清楚,接下來就由武漢耐霸小編來給大家介紹一下。 數控等離子切割機切割質量的評價指標目前還沒有性的標準,只有行業標準:即《熱切割等離子弧切割、質量和尺寸偏差》(JB/T 10045.4-1999)。對等離子弧切割質量的評價主要包括以下幾個方面: 一、切口的寬度:它是評價切割機切割質量的重要特征值之一,也反映切割機所能切割小圓的半徑尺寸。它是以切口寬處的尺寸來計量的,大部分等離子切割機的切口寬度在0.15~6mm之間。造成的影響:1、過寬的切口不僅會浪費材料,也會降低切割速度和增大能耗。2、切口寬度主要與噴嘴孔徑有關,一般來說,切口寬度總是要比噴嘴孔徑大10%~40%。3、當切割厚度增加時,往往需要使用更大的噴嘴孔徑,切口也將隨之加寬。4、切口寬度增加,會使割件的變形量增大。二、表面粗糙度:它用來描述切口表面的外觀,確定切割后是否需要再加工。它是測量切口深度2/3處橫斷面上的Ra值。由于切割氣流的作用在切割前進方向上產生縱向振動的結果,主要形式是切割波紋。一般要求氧乙炔法切割后的表面粗糙度:1級Ra≤30μm,2級Ra≤50μm,1級Ra≤100μm。等離子弧切割的切口Ra值通常超過火焰切割的水平,但是低于激光切口Ra值(小于50μm)三、切口棱邊的方形度:它也是反映切割質量的重要參數,關系到切割后所需要再加工程度。該指標常用垂直度U或角度公差來表示。一般來說:等離子弧切割時其U值與板厚及工藝參數關系密切,通常在U≤(1%~4%)δ(δ為板厚),激光切割U≤0.5mm。四、熱影響區的寬度:該指標對于那些可硬化或可熱處理的低合金鋼或合金鋼非常重要,過寬的熱影響區寬度會明顯改變切口附近的性能。空氣等離子弧切割的熱影響區寬度在0.3mm左右,水下等離子弧切割時,熱影響區寬度還可以更窄。五、掛渣量:是描述熱切割后在切口下緣粘附的氧化物熔渣或重新凝固材料的多少。掛渣的等級通常是靠肉眼觀測來確定的,一般用無、輕微、中等和嚴重等術語來描述。另外,對割縫直線度、上緣的熔化度以及缺口等也應該有相應的要求。


發布者:奧迅切割設備
數控等離子切割機不起弧大家首先想到的是信號源檢測,供電設施連接,噴嘴損壞以及氣壓過大或過小,然后就是油水分離器里面有水,當排查完這些可能的因素外,依舊找不到不起弧的原因,到底是咋回事呢?前幾天小編的同行技術也遇到一個這樣的問題,一位老客戶的臺式等離子切割機,往常用的好好的,忽然就不起弧了,原因排查半天也木有找到,愁煞了一批人。
一幫人仔細排查了兩遍,也木有找到癥結所在,線路連接的好好的,也木有人為移動過,這故障來的也奇怪,咨詢廠里資歷豐富的老技術員,感覺問題 的可能性就是線路上,但是現場反復查看過線路木有問題, 沒辦法只能動手了,于是把地線拿起來,往機臺的支架上摔打兩下,結果地線直接斷掉了。
于是問題找到了,原來這個地線用的年數太久了,放置在哪里一從未有人去觸動過,并且看著連接的很好,所以就沒在意,實際底線的中間部分,長時間氧化的形成絕緣層了,看似連接好的線路,實際是一個不通的電路,所以才導致等離子切割機噴嘴與切割件之間木有離子弧形成,地線氧化道絕緣狀態是在實際應用中極少遇見的,所以在尋找不起弧原因的時候,總是給忽略掉。



在陜西省安康市采購數控等離子切割機龍門式激光切割機實體廠家支持定制請認準華宇誠數控科技有限公司,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:-18986290037,QQ:1051088151,地址:江夏區廟山工業園特1號)。