

無縫Q345B方管與什么是20#無縫方距管
此外,圓環截面正在承受內部或者許外部徑向壓力時,受力較均勻,因此,絕大多數20#無縫方距管是圓管。根據相同用方管的力學性能菏澤方管
。20#無縫方距管還是各族常規武器不可缺少的材料,槍管、炮筒等都要鋼管來打造。20#無縫方距管存正在中空截面,大批用作輸送流體的管道,如輸送石油、做作氣、1葇諀然氣、水及某些固體物件的管道等。20#無縫方距管按橫截面積形狀的相同可分紅圓管和異型管。但是,圓管也有一定的局限性,如正在受平面彎曲的條件下,圓管就不迭方、矩形管抗彎強度大,一些農機具骨架、鋼木家具等就常用方、矩形管。
20#無縫方距管是一種存正在中空截面周邊沒有接縫的長條鋼材。用鋼控打造環形零件,可退步材料應用率,簡化打造工序,糜費材料和加工工時,如滾動軸承套圈、不銹鋼菏澤Q345B方管千斤頂套等,長遠已廣泛用鋼管來打造。由于正在周長相反的條件下,圓面積 ,用圓形管可以輸送更多的流體。20#無縫方距管與圓鋼等實心鋼材相比,正在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材,廣泛用于打造結構件和機械零件,如石油鉆桿、公共汽車傳動軸、自1葇諀井架以及建造施工無用的鋼腳手架等。
熱鍍鋅方管與驗收標準
熱鍍鋅方管一般以產品外觀判斷其是否合格,在方管外壁表面如出現 漏鍍、麻點、白斑、重皮、氣泡、泛綠 且出現頻率過高,則判定為不合格產品。但在產品標準中對產品的偏差都有規定范圍,即尺寸的“允許偏差”
熱鍍鋅方管與計算公式
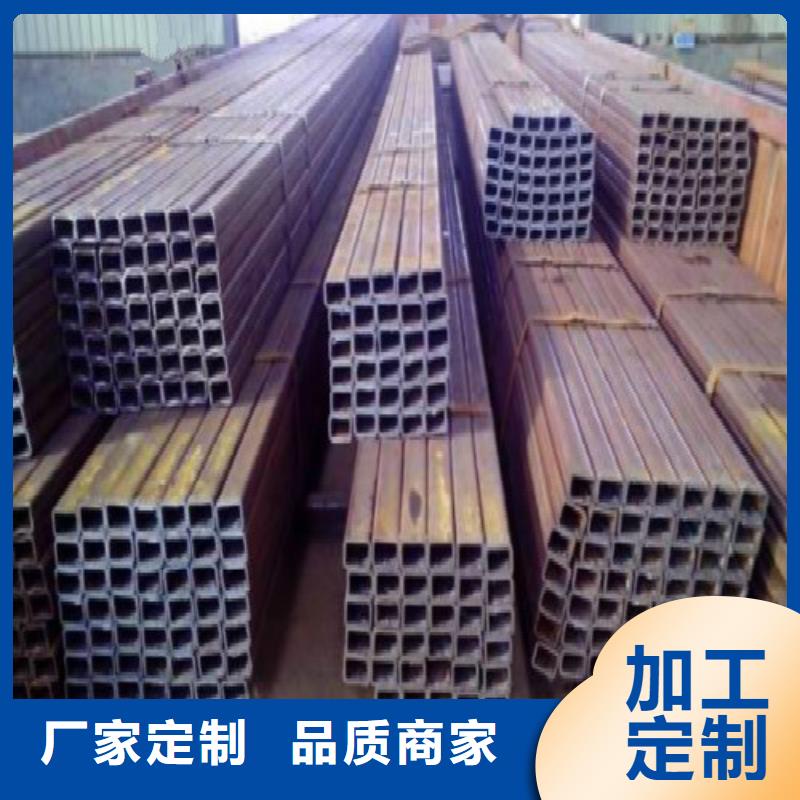
普通方管計算公式:(長+寬)*壁厚-壁厚*長度*支數 熱鍍鋅方管計算公式:(長+寬)*2*0.00785*米數*1.06(鍍鋅層重量)品說明:方管顧名思義,它是種方形體的管型,很多種材質的物質都可以形成方管體,它介質于,干什么用,用在什么地方,大多數方管以鋼管為多數,經過拆包,平整,卷曲,焊接形成圓管,再由圓管軋制成方形管然后剪切成需要的長度。
產品尺寸: 40*40 一 600*600
60*60*(3-6)㎜
80*80*(3-10)㎜
100*100*(3-10)㎜
120*120*(3-12)㎜
140*140*(3-12)㎜
150*150*(3-12)㎜
160*160*(3-14)㎜
180*180*(3-14)㎜
200*200*(3-16)㎜
250*250*(4-16)㎜
300*300*(5-16)㎜
350*350*(6-16)㎜
400*400*(5-16)㎜
450*450*(6-16)㎜
EN10210歐標方管_S355JOH無縫方管_S355J2H無縫方矩管-歐標方管_規格齊全_廠家的價格的質量。
專業生產高精度30*30—800*800壁厚3㎜—25㎜的無縫、直縫方管矩形管,主要用于機械制造、鋼結構、造船、軍工產品等。公司擁有500x500大截面方矩形管冷彎型鋼機組輥彎、輥擠成型生產線,彎曲、矯直、切斷和拋光設備,可以對成型后的鋼管進行深加工.大口徑、厚壁方矩管是我們的主打產品,填補了國內外部分空白。我公司以:多品種、小批量、高精度、交貨快的宗旨服務于新老客戶。
歐標方管規格表(Square Steel Tube)
GB/T3094-2000、6728-2002 or ASTM A500 or EN10219 材質:Q235、Q345、20#、合金等
30*30*2mm-100*100*6mm 150*150*(5-20mm) 250*250*(5-25mm)
180*180*(5-18mm) 280*280*(5-25mm) 356*356*(5-25mm)
200*200*(5-20mm)300*300*(5-25mm) 350*350*(5-25mm)
220*220*(5-20mm) 400*400*(5-25mm) 406*406*(5-25mm)
歐標矩管規格表(Rectagular Steel Tube)
GB/T3094、6728-2002 or ASTM A500 or EN10219 材質:Q235、Q345、20#、合金
50*70*2mm——250*100*13mm 300*180*(5-20mm) 300*200*(5-25mm)
250*150*(5-20mm)300*200*(5-25mm) 350*150*(5-20mm)
300*150*(5-20mm) 350*250*(5-25mm) 350*300*(5-25mm)
300*200*(5-25mm) 400*250*(5-25mm) 400*265*(5-25mm)
400*200*(5*25mm) 450*250*(5-25mm) 500*200*(5-25mm)
可按客戶要求訂做非型號、特殊材質方矩管 可鍍鋅加工 交貨快 質量好。


厚壁方矩管C壓力成型工藝
C壓力成型工藝是法國逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一種生產厚壁方矩管的有效方法,尤其是易于生產厚壁直縫鋼管。
成型依賴于高的控制精度和大的壓力。鋼板經輥式彎邊機預彎邊以后,送往C壓力成型機,同樣有兩臺操作機工悵在 臺C壓力機上成型鋼板的一半,接著在另一臺壓力機上成型另一半,也就是先壓成“C形,再壓成“O"形,使之形成一個開口的圓形管體。工具與壓板均有液壓墊并穩定壓制小的弧度,同時在全長上保證整齊。
5、厚壁方矩管CFE(排輥成型)工藝
排輥成型有全排輥成型和半排輥成型之分。所謂半排輥成型就是只將一般輥式成型機中傳動輥機架(即平輥機架)之間的空轉輥用成排小輥代替以改善成型條件。小輥可以調整位置,適用一定范圍的厚壁方矩管的尺寸,不必更換。而全排輥成型則是除了留下一一般輥式機中 架傳動輥機架外,其他機架全部代以小排輥、小輥,特別是外面的小輥,可適用于所有的鋼管,不必更換,所以這種方法對提高生產率有利。 厚壁方矩管的生產工藝
1. 厚壁方矩管板探:用來制造大口徑厚壁方矩管的鋼板進入生產線后,首先進行全板超聲波檢驗;
2. 厚壁方矩管銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀;
3. 厚壁方矩管預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率;
4. 厚壁方矩管成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成"J"形,再將鋼板的另一半同樣彎曲,壓成"C"形,*后形成開口的"O"形
5. 厚壁方矩管預焊:使成型后的厚壁方矩管合縫并采用氣體保護焊(MAG)進行連續焊接;
6. 厚壁方矩管內焊:采用縱列多絲埋弧焊(*多可為四絲)在厚壁方矩管內側進行焊接;
7. 厚壁方矩管外焊:采用縱列多絲埋弧焊在直縫埋弧焊鋼管外側進行焊接;
8. 厚壁方矩管超聲波檢驗Ⅰ:對厚壁方矩管內外焊縫及焊縫兩側母材進行的檢查;
9. 厚壁方矩管.X射線檢查Ⅰ:對內外焊縫進行的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度;
10.厚壁方矩管擴徑:厚壁方矩管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態;
11.厚壁方矩管水壓試驗:在水壓試驗機上對擴徑后的厚壁方矩管進行逐根檢驗以保證鋼管達到標準要求的試驗壓力,該機具有自動記錄和儲存功能;
12.厚壁方矩管倒棱:將檢驗合格后的鋼管進行管端加工,達到要求的管端坡口尺寸;
13. 厚壁方矩管超聲波檢驗Ⅱ:再次逐根進行超聲波檢驗以檢查厚壁方矩管在擴徑、水壓后可能產生的缺陷;
14. 厚壁方矩管X射線檢查Ⅱ:對擴徑和水壓試驗后的鋼管進行X射線工業電視檢查和管端焊縫拍片




隨著我國 遼寧葫蘆島合金管市場經濟的發展,萬弗萊鋼有限公司著力加強企業文化建設,提出了“雙贏靠誠信”的經營理念,“立足創新、專注質量、誠信服務、真誠合作、共同發展”是我們始終如一的追求,為客戶提供質優、、可靠的產品是我們永恒的方針,“審時慎思,明辨力行”打造優越的 遼寧葫蘆島合金管。我們將不斷超越自我,一如既往的為客戶創造價值!

