



聯系我們

當前位置:
聊城 安達液壓機械有限公司 >安徽本地熱動態
珩磨管,127×18液壓缸筒鋼管多年廠家可靠
更新時間:2025-04-25 01:10:13 瀏覽次數:4 公司名稱:聊城 安達液壓機械有限公司
以下是:珩磨管,127×18液壓缸筒鋼管多年廠家可靠的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 6500/噸 |
| 發貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運費說明 | 電議 |
| 最小起訂 | 0.1噸 |
| 質量等級 | 正品 |
| 是否廠家 | 是 |
| 產品材質 | 20# |
| 產品品牌 | 九冶 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 金屬色 |
| 外形尺寸 | 圓形 |
| 適用領域 | 油缸氣缸機械加工 |
| 顏色 | 有色金屬 |
| 材質 | 20#/45#/16Mn/27SiMn/304不銹鋼 |
| 廠家地址 | 山東聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工定制 |
以下是:珩磨管,127×18液壓缸筒鋼管多年廠家可靠的圖文視頻

珩磨管,127×18液壓缸筒鋼管多年廠家可靠,安達液壓機械有限公司為您提供珩磨管,127×18液壓缸筒鋼管多年廠家可靠,聯系人:高經理,電話:17706353138、17706353138,QQ:3573482096,請聯系安達液壓機械有限公司,發貨地:聊城遼河路燕山路交叉口南500米東首發貨到安徽省 合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市。 安徽省 安徽省,簡稱“皖”,是中華人民共和國省級行政區,省會合肥市,位于中國華東長江三角洲地區,地跨東經114°54′—119°37′,北緯29°41′—34°38′,東連江蘇省,西接河南省、湖北省,東南接浙江省,南鄰江西省,北靠山東省;地勢由平原、丘陵、山地構成,處暖溫帶與亞熱帶過渡地區;截至2020年7月,安徽省下轄16個地級市,總面積14.01萬平方千米;截至2022年底,全省常住人口6127萬人。
我們精心制作的珩磨管,127×18液壓缸筒鋼管多年廠家可靠產品視頻已經準備就緒,探尋珩磨管,127×18液壓缸筒鋼管多年廠家可靠產品背后的故事,視頻帶你走進精彩世界!
以下是:珩磨管,127×18液壓缸筒鋼管多年廠家可靠的圖文介紹
產品優勢圖


安徽珩磨管油缸管絎磨管產品規格: 內徑 40-400mm壁厚: 3-50mm
鋼管材質:20# 45#,Q345B, Q345D,25Mn, 27SiMn, E355
產品標準:GB/T3639-2009, GB/T8713,EN10305-1, 002, EN10305-2, 2002, ASTM A519-2006, ASTM 513-2007, GB/T1591-2008, GB/T17396-2009.
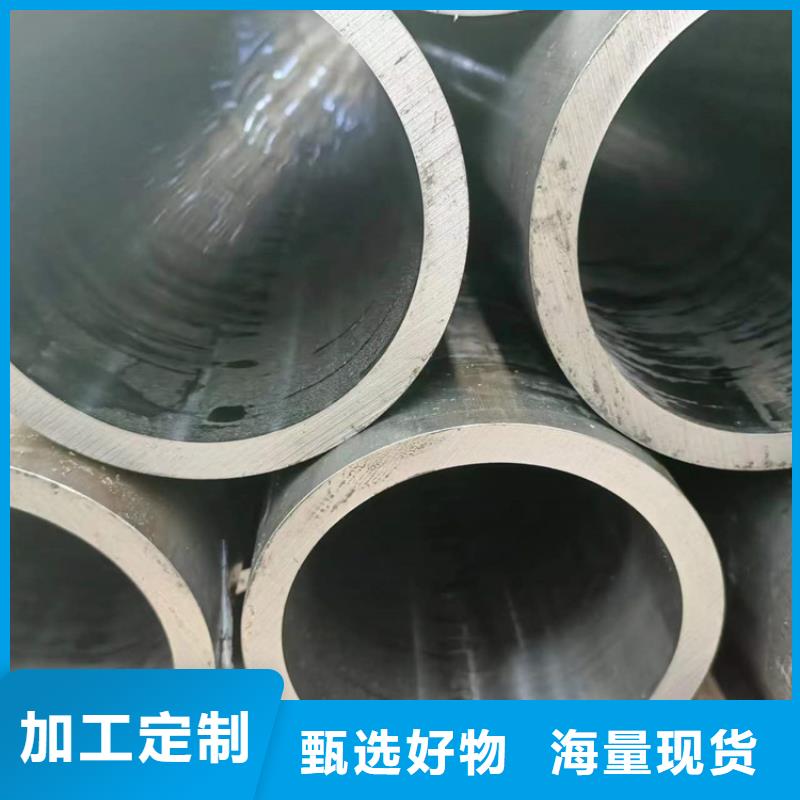
絎磨管加工工藝珩磨管
絎磨管采用刮削滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內壁的耐磨性,滾壓后,表面粗糙度值的減小,可提高配合性質
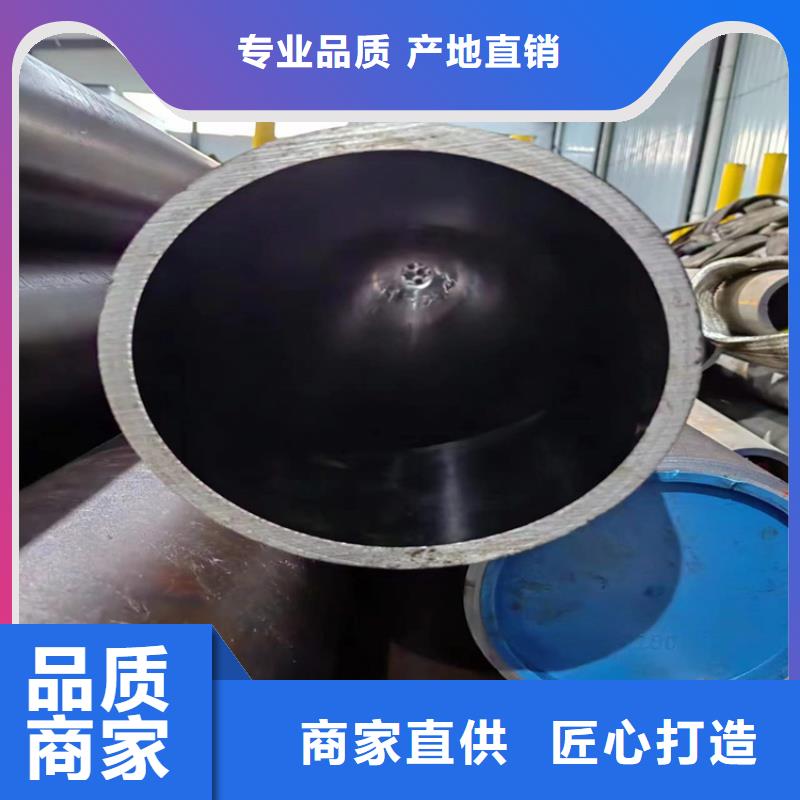
熱軋絎磨管后的區別絎磨管用連鑄圓管坯板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗 入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。要有可能的密封,防止 。免費解答耐磨性好,鍍鉻層隨工藝規范不同,可獲得不同的硬度400~1200HV。 摩擦系數約為鋼與鑄鐵的50%,并有抗粘附性。高品質低價格45#厚壁絎磨管廣泛用于機械 ,這種鋼的機械性能很好。但是這是 種中碳鋼,淬火性能并不好, 45號鋼可以淬硬至HRC42~46。所以如果需要表面硬度,又希望發揮45#鋼優越的機械性能,常將45#鋼表面滲碳淬火,絎磨油缸管與滾壓油缸管的區分及優點 到底有哪些區別,具體分析如下。用鑲嵌在珩磨頭上的油石(也稱珩磨條)對精加工表面進行的精整加工(見切削加工)。珩磨主要用于加工孔徑為5~500毫米或更大的各種圓柱孔,如缸筒、閥孔、連桿孔和箱體孔等,孔深與孔徑之比可達 甚至更大



安徽珩磨管油缸管絎磨管油缸管結構及技術要求介紹油缸管結構及技術要求介紹1、 結構分析:1、 φ50mm×770mm本身的圓度公差為0.005mm。2、左端M39×2-6g螺紋精密油缸鋼管φ50mm中心線同軸度公差為φ0.05mm。3.1:20錐軸與精密油缸鋼管φ50mm中心線的同軸度公差為φ0.02mm。4.1:20錐面本身的圓跳動公差為0.005mm。5.1:20錐面著色檢查,接觸面積不小于80%。5、 φ50mm×770mm表面氮化,氮化層深度0.2~0.3mm,表面硬度62~65hrc。2、 技術要求分析:1、油缸管采用45#鋼制作,表面鍍鉻,φ50mm×770mm部分經調質處理。表面滲氮后,芯部硬度為28~32hrc,表面滲氮層深度為0.2~0.3mm,表面硬度為62~65hrc。這樣,精密油缸鋼管不僅具有一定的韌性,而且具有良好的耐磨性。2、油缸管正常使用時承受交變載荷,φ50mm×770mm處密封該設備來回摩擦其表面,因此需要高硬度和珩磨管

產品案例

公司實力

安徽珩磨管油缸管絎磨管選擇合適的珩磨管淬火冷卻方法 一般說,珩磨管淬火裂紋產生在珩磨管淬火硬化部分。為了實現珩磨管淬火硬化,必須從奧氏體化溫度以大于臨界冷卻速度進行急冷。熱應力和相變應力之和是正值(拉應力)還是負值(壓應力),決定了珩磨管淬火裂紋是否發生。為正值易裂,為負值則不易裂。為了防止淬裂,應充分有效地利用熱應力,減少相變應力。冷卻速度與淬裂的關系(1)預冷珩磨管淬火:把工件自奧氏體化溫度取出,先行在空氣中預冷一段時間,使各部分溫差減小,或在技術條件允許的情況下,令其薄的截面處或棱角處產生部分非馬氏體組織,然后再進行全部珩磨管淬火。(2)雙液珩磨管淬火:雙液珩磨管淬火從單純防止珩磨管淬火裂紋的觀點出發,關鍵是第二級珩磨管淬火介質的緩冷作用。先強冷后弱冷,如水-油、水-空、油-空氣等。珩磨管

安達液壓機械有限公司秉承“創新理念、追求卓越、迅速改善、永續經營“的經營理念;并以“質量為先”,“顧客的滿意是我們的榮譽”作為我們永遠不變的質量政策;以愛護環境、回報社會、關愛雇員等社會責任為己任;把“誠信、負責、創新、團隊”作為不斷的追求和目標。 憑借“攀登高峰,超越自我”的精神。公司正以嶄新的姿態,向 安徽液壓油缸管產業結構化,規模化,為宗旨的現代化企業邁進。

珩磨管,127×18液壓缸筒鋼管多年廠家可靠,安達液壓機械有限公司專業從事珩磨管,127×18液壓缸筒鋼管多年廠家可靠,聯系人:高經理,電話:17706353138、17706353138,QQ:3573482096,發貨地:遼河路燕山路交叉口南500米東首,以下是珩磨管,127×18液壓缸筒鋼管多年廠家可靠的詳細頁面。