



不要錯過這部精心制作的鋼管折彎無氧退火精密光亮無縫鋼管品質商家產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。
以下是:鋼管折彎無氧退火精密光亮無縫鋼管品質商家的圖文介紹

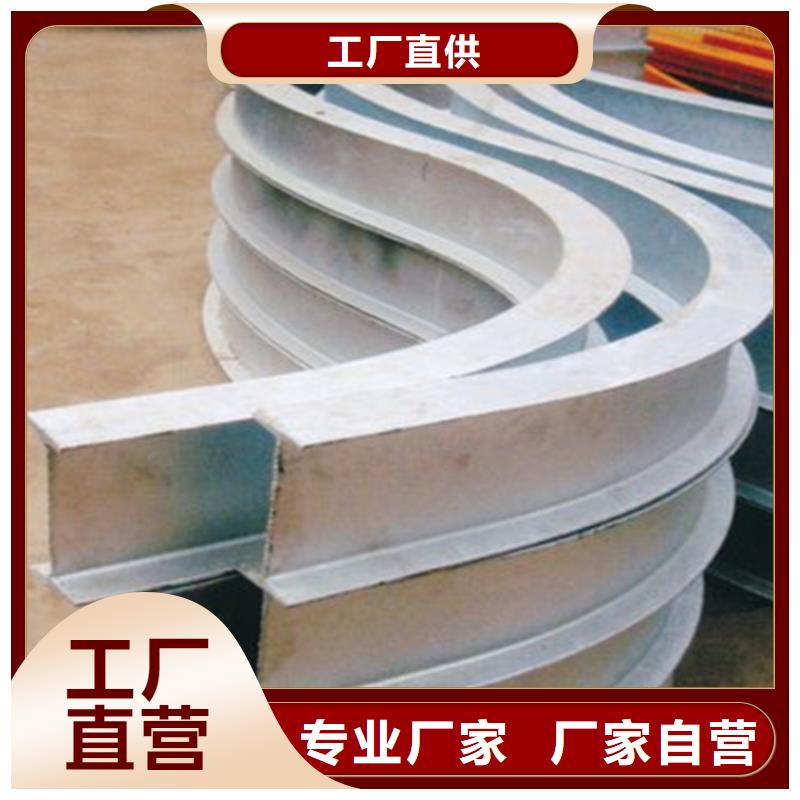
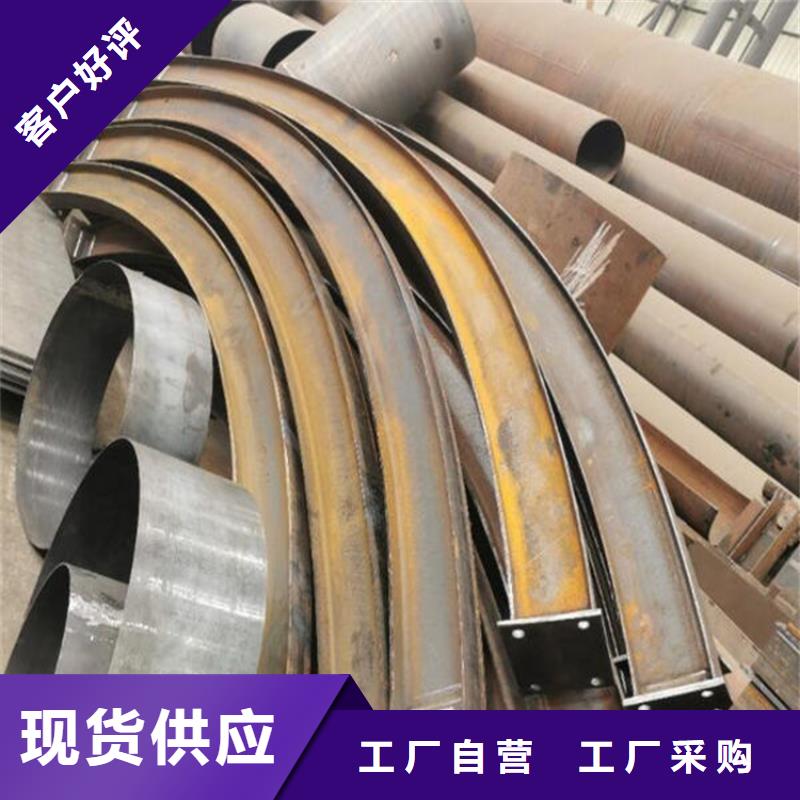
一起來了解一些鋼管折彎知識鋼管折彎便是方管通過加工之后變成的一種產品,方管,它的外形便是有點像立體的長方形,可是里邊是空心的,是鋼鐵制造而成的,是要通過好多道的工序之后才加工而成的,后才成為了咱們現在看到的產品。它的制造的資料并不僅僅是只有鋼材,被的一些資料也是能夠制造而成的。鋼管折彎的這種方管是空心的,所以,在通過拉彎機進行拉彎的時分,事比較簡單拉,它不像實心的那些鋼材制造出來的產品,用來拉彎是比較的費力的。拉彎,從字面上的意思我們就有可能會想到便是運用機器來把一些鋼材進行彎折的處理。也便是改動它的形狀,變成了別的的一種產品,可是它的實質是沒有發生改動的。這種拉彎的話他的精準的度數是比較的高的,一旦成型之后就不能夠在進行改動的,它要拉彎的度數都是事先就已經是方案好了的。拉彎的時分是要根據尺度來進行拉彎的,拉彎之后是不會反彈的,反彈便是指拉好之后彎度會有所改動。產品在通過拉彎之后它的厚度是會有一些的改動的,在沒有通過拉彎的時分它的厚度是比較的厚的。


鋼管折彎隨著劃片機數控拉彎加工技術的興起,方管彎成弧形成型方法有很多,天津宏宇拉彎彎管有限公司結合實際工作情況列舉常規方管弧形拉彎的兩種方法:種、實彎實彎,顧名思義是壓實了彎折,實彎時內外輥與管坯內外壁雙向壓實。1)實彎的優點是反彈小,成型準確,而且只要輥型準確,內角成型的R比較準確。2)實彎的缺點是有拉伸/減薄效應。,實彎會使彎折處產生拉伸,拉伸效應使彎折線縱向的長度縮短; 第二,實彎彎折處金屬會因拉伸而變薄。第二種、空彎空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現堆積變厚,這就是空彎的壓縮/增厚效應。1)空彎的優點是可以在無法進行實彎時進行邊長的彎折,比如方矩管的上邊/側邊同步彎折和精整。空彎還可以彎折R<0.2t的內角而不致管壁發生斷裂。2)空彎的缺點是在上邊/側邊同步空彎時,由于上輥和下輥同時產生壓力,成型力容易超越臨界點,造成邊部失穩內凹,并且也會影響到機組穩定運行和成型質量。這也是方矩管和圓管空彎成型時不同的特點。



宏鉅天成鋼管有限公司堅持走 江西新余冷拔方鋼的高科技化道路,在技術、機制、管理上不斷的持續改進和創新,使公司始終走在 江西新余冷拔方鋼市場的前沿。
企業宗旨:科技創新品 恒心塑品牌
質量方針:創新拼搏 誠信
服務宗旨:快速響應 服務至上
員工價值觀:有企業才有自我,有奉獻才有收獲 有事業才有價值,有拼搏才有快樂
企訓:創業難,需要百倍的付出 守業難,需要百倍的精心 拓業難,需要百倍的堅強


在鋼管折彎加工廠中重要的便是鋼管折彎設備了,設備長期使用也是需求進行保護的,那么,在使用的過程中有哪些注意事項呢?設備設備要由專業人員進行,按《機械設備設備規程》進行設備。依照設備地基圖挖好根底,按圖留好二次澆注孔后,進行次灌溉,次灌溉后根據氣溫變化凝聚2--3天。設備到位后調整水平進行第二次灌溉,待凝聚后方可工作設備。接油管油管口有必要整理潔凈。接納次第為上"回"、下"出",左面兩個 為拉伸缸;中心兩個為夾頭缸;右邊兩個為拉彎缸。加油時有必要通過加油過濾網,南邊68# 北方46# 抗磨液壓油(170KG)兩桶接線,需由專業人員操作。設備電源為380V,有必要加裝漏電保護開關,控制電源為220V.注意事項:本設備電源為380V,控制電源為220V,外部有必要加裝漏電保護開關。設備有必要由專業人員或通過嚴格訓練并合格的人員進行操作。設備拉彎時有必要放置防護樁,拉彎過程中制止人員站在工件前方及夾頭兩邊。


