不銹鋼復(fù)合管護(hù)欄廠家直銷")
不銹鋼復(fù)合管護(hù)欄品質(zhì)保障")
不銹鋼復(fù)合管護(hù)欄售后無(wú)憂")
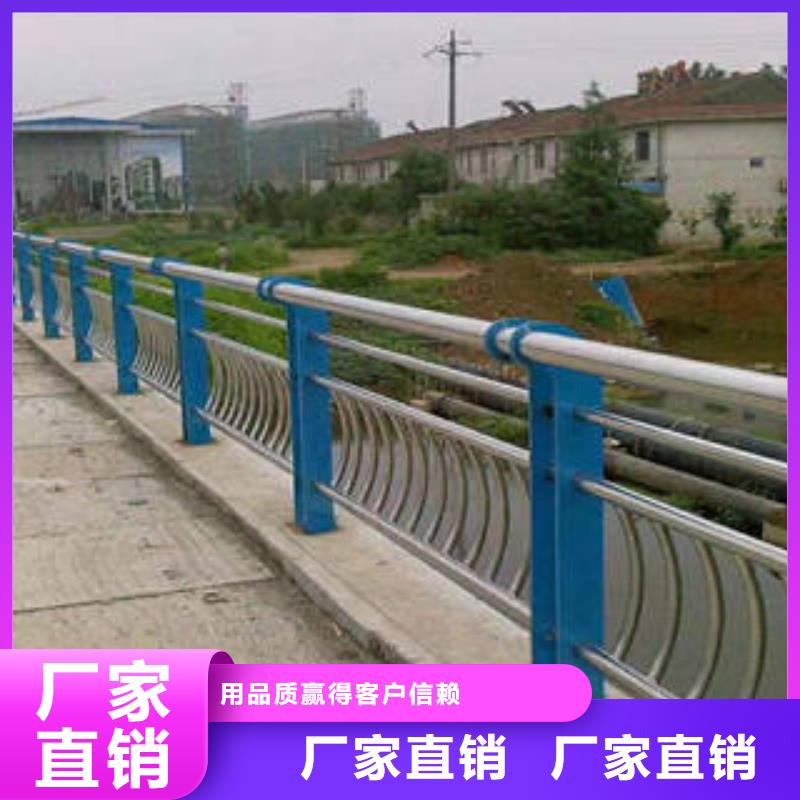
合管橋梁護(hù)欄橋梁護(hù)欄立柱現(xiàn)貨】")
合管橋梁護(hù)欄橋梁護(hù)欄立柱現(xiàn)貨】")

合管橋梁護(hù)欄橋梁護(hù)欄立柱現(xiàn)貨】")
合管橋梁護(hù)欄橋梁護(hù)欄立柱現(xiàn)貨】")
不銹鋼立柱材質(zhì)多為不銹鋼201,304,廣泛應(yīng)用于樓梯,欄桿,扶欄,扶手的支撐柱,表面一般是磨砂拉絲,或鍍金處理。立柱主體板材一般選用6-15MM厚,市場(chǎng)上規(guī)格多為高度為850*50MM或1050*50MM,加上玻璃抓手等配件。立柱主體是靠精準(zhǔn)切割設(shè)備切割出來(lái)的,可以切割出各種形狀,再鈑金加工,玻璃駁接緊固件大都是鑄造出來(lái)的。
不銹鋼立柱主要作為欄桿扶手的支撐柱。通過(guò)焊接或緊固螺絲與扶手面管進(jìn)行固定,主要用作不銹鋼樓梯扶手、陽(yáng)臺(tái)護(hù)欄、通道欄桿等欄桿扶手的支撐柱。用于制作立柱的不銹鋼,常見(jiàn)的材質(zhì)一般有:SUS201、SUS304、SUS316、SUS316L等,這些也是裝飾領(lǐng)域用得多的不銹鋼材質(zhì)系列。
在現(xiàn)代社會(huì)中,很多地方都需要用到立柱,而在以前大多數(shù)樓梯的立柱和扶手都是木質(zhì)的,雖然結(jié)構(gòu)是比較穩(wěn)固的,但是使用的時(shí)間并不長(zhǎng)久。
因?yàn)槟静氖侨菀妆桓g過(guò)的,時(shí)間一長(zhǎng)就會(huì)出現(xiàn)損壞,會(huì)帶來(lái)很大的不便。因此,必須找到新的材料。
而后,雖然出現(xiàn)特質(zhì)的樓梯立柱,使用起來(lái)是非常穩(wěn)固的,而且也是經(jīng)久耐用。但是,特制品也是容易生銹的。雖然表面會(huì)刷漆來(lái)防止生銹。
但是在漆脫落以后,鐵立柱就會(huì)出現(xiàn)生銹的情況,一不小心就會(huì)弄得一身污漬。因此,鐵質(zhì)的樓梯立柱,很快也被人們所淘汰。現(xiàn)如今,使用的都是不銹鋼立柱。
因?yàn)椴讳P鋼這種材質(zhì),本身就有的耐腐蝕性,強(qiáng)度也非常的高。用不銹鋼做成的樓梯立柱,在耐腐蝕和牢固的程度上,都不比鐵質(zhì)的差。
而且還有很重要的一點(diǎn)就是,不銹鋼立柱的本身世非常美觀的。能夠被加工成各種各樣的形狀,表面也非常的光滑,能夠?qū)κ覂?nèi)的顏色和光線進(jìn)行折射,起到交相輝映的效果,讓室內(nèi)環(huán)境看起來(lái)更加高尚。
合管橋梁護(hù)欄橋梁護(hù)欄立柱現(xiàn)貨】")
合管橋梁護(hù)欄橋梁護(hù)欄立柱現(xiàn)貨】")
合管橋梁護(hù)欄橋梁護(hù)欄立柱現(xiàn)貨】")
鑫海達(dá)不銹鋼復(fù)合管生產(chǎn)制造廠家有限公司專注于 山東東營(yíng)不銹鋼復(fù)合管護(hù)欄銷售和服務(wù)。公司有經(jīng)驗(yàn)豐富的工程師,保證提供及時(shí)、好的售后服務(wù),公司建有備品倉(cāng)庫(kù),可以迅速快捷地提供產(chǎn)品備件,保證客戶能夠及時(shí)買到各種備品備件。 公司主要銷售: 山東東營(yíng)不銹鋼復(fù)合管護(hù)欄。
合管橋梁護(hù)欄橋梁護(hù)欄立柱現(xiàn)貨】")
合管橋梁護(hù)欄橋梁護(hù)欄立柱現(xiàn)貨】")
不銹鋼復(fù)合管護(hù)欄采用焊接熱模擬技術(shù)、金相顯鏡、掃描電鏡對(duì)耐磨復(fù)合鋼管進(jìn)行室溫沖擊韌性試驗(yàn),研究了耐磨復(fù)合鋼板在不同焊接熱循環(huán)下的組織和力學(xué)性能變化規(guī)律,觀察耐磨復(fù)合鋼管的顯組織、沖擊韌性和斷口形貌特征。 耐磨復(fù)合鋼管焊接加熱溫度在900℃以上易因奧氏體晶粒其組織脆化,由于晶粒,且產(chǎn)生了貝氏體、未回火馬氏體和M-A組元等非平衡組織,耐斷口呈現(xiàn)典型的準(zhǔn)解理形貌特征。
隨著焊接熱輸入的,耐磨鋼管的強(qiáng)韌性,熱影響區(qū)除回火軟化區(qū)外均發(fā)生脆化現(xiàn)象,而在900℃以下的焊接加熱仍能保持的室溫沖擊韌性,斷口呈現(xiàn)均勻的韌窩斷口特征。當(dāng)峰值溫度為950℃,沖擊韌性較低的原因是該區(qū)產(chǎn)生了未回火馬氏體和塊狀鐵素體,當(dāng)熱輸入為10kJ/cm左右時(shí),焊接粗晶熱影響區(qū)的顯組織以貝氏體鐵素體和粒狀貝氏體為主,奧氏體晶粒及奧氏體柱狀晶都能夠焊縫的韌性。
耐磨復(fù)合鋼管的熱影響區(qū)焊接熱影響區(qū)中沖擊韌性較差的區(qū)域,中高含量的強(qiáng)碳、氮化物形成元素高溫狀態(tài)重新固溶后。 熱影響區(qū)脆化是由于晶粒的粗化以及粒狀貝氏體、上貝氏體、M-A組元等非平衡中低溫轉(zhuǎn)變產(chǎn)物數(shù)量增多造成的,在奧氏體中的擴(kuò)散速度滯后于晶界的遷移速度,以及塊狀鐵素體的存在,進(jìn)而產(chǎn)生過(guò)飽和的室溫組織是引起組織脆化,其沖擊韌性損失達(dá)母材的94.5%,脆化現(xiàn)象嚴(yán)重。
合管橋梁護(hù)欄橋梁護(hù)欄立柱現(xiàn)貨】")
合管橋梁護(hù)欄橋梁護(hù)欄立柱現(xiàn)貨】")
合管橋梁護(hù)欄橋梁護(hù)欄立柱現(xiàn)貨】")
不銹鋼焊管通過(guò)固溶處理來(lái)軟化,一般將不銹鋼焊管加熱到950~1150℃左右,保溫一段時(shí)間,使碳化物和各種合金元素充分均勻地溶解于奧氏體中,然后快速淬水冷卻,碳及其它合金元素來(lái)不及析出,獲得純奧氏體組織。
復(fù)合擠壓目前是生產(chǎn)不銹鋼和高鎳合金無(wú)縫復(fù)合管的好方法,日本制鋼所利用這種方法生產(chǎn)8in(203.2mm)以下的雙金屬?gòu)?fù)合管。它是將兩種以上的金屬組成的一大直徑復(fù)合坯料加熱到1200℃左右,然后擠過(guò)由模具和芯軸形成的環(huán)狀空間。
其獨(dú)特之處在于:它把初級(jí)工業(yè)材料和高技術(shù)的冶金處理過(guò)程結(jié)合起來(lái),采用離心澆鑄工藝、熱擠壓等塑性熱復(fù)合技術(shù)、冷軋(或冷拔)生產(chǎn)方式,獲得高品質(zhì)的復(fù)合管材。2.5焊成型法焊成型工藝是靠產(chǎn)生的沖擊波,使內(nèi)管發(fā)生塑性變形,緊貼外管,從而形成復(fù)合管。
2.7激光包覆法用高功率激光設(shè)備對(duì)鋼管進(jìn)行外包覆。合金粉末經(jīng)自動(dòng)進(jìn)料器送到母管的激光束照射區(qū),激光束熔化粉末和工件表面薄層后,用螺旋包覆法便可完全包覆整根鋼管,制成雙金屬?gòu)?fù)合管。其主要技術(shù)特點(diǎn)為:一、具有良好的機(jī)械性能。
修復(fù)焊接裂紋的內(nèi)襯不銹鋼復(fù)合管。可利用砂輪研磨機(jī)裂紋,減少裂縫硬化邊緣,再進(jìn)行滲透探傷檢查,確認(rèn)裂紋。判斷裂紋深度選擇焊條進(jìn)行修復(fù),如不銹鋼焊條、碳鋼電極、電隔離層。內(nèi)襯不銹鋼復(fù)合管表面裂紋現(xiàn)象及處理方法內(nèi)襯不銹鋼復(fù)合管具有高韌性、抗疲勞性、易焊接等優(yōu)點(diǎn),廣泛應(yīng)用于五金、造船、、機(jī)械等領(lǐng)域。
2.6粉末冶金法在碳鋼或類似材料制成的母管與金屬薄壁管之間加入粉末充填層,管子兩端分別用底板密封。在預(yù)定的溫度下加熱,再熱擠壓成復(fù)合鋼管。用酸洗方法去掉底板和金屬薄壁管。根據(jù)不同的用途,復(fù)合層可為外層或內(nèi)層。
