


更新時間:2025-01-17 01:31:05 瀏覽次數:4 公司名稱:聊城 鴻山金屬制造有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 機械加工 | 激光切割 |
| 圖紙定制 | 可出圖紙 |
| 包工包料 | 免費出圖紙 |
| 激光切割 | 氧氣精密切割 |
| 精密開孔 | 公差0.05 |

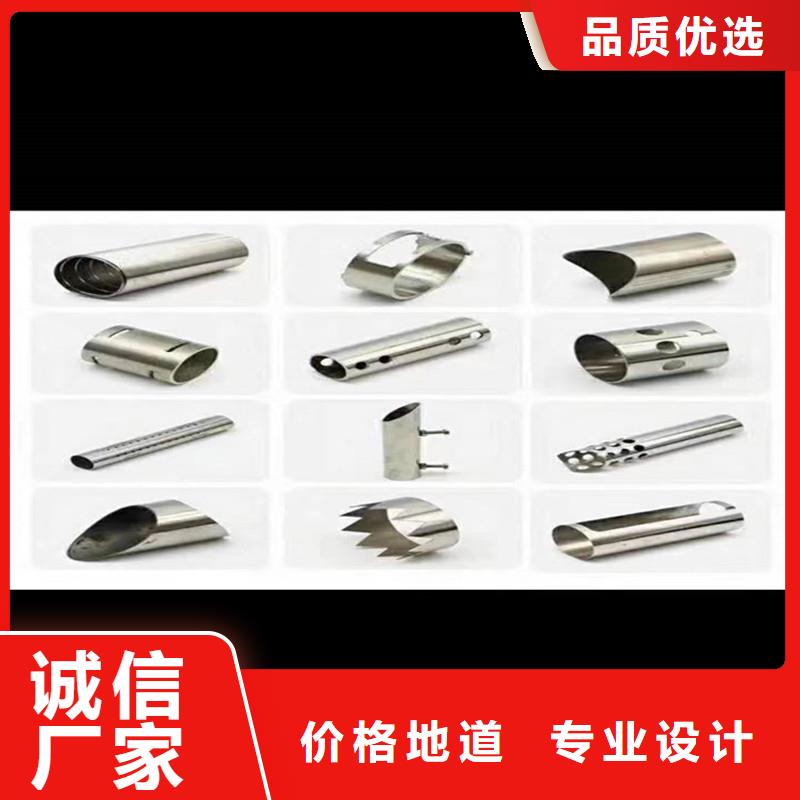


激光打孔是通過高功率密度、
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
短時間停留(低于激光切割)的脈沖熱源進行打孔的激光加工技術。孔徑的形成可以通過單脈沖或多脈沖實現。 在打孔過程中,首先使用打在金屬激光切割機的實際切割過程中,能夠切割通過的板材的厚度是有限的,這與切割邊緣的鐵不穩定燃燒密切相關。為了使燃燒過程繼續進行,狹縫頂部的溫度須達到燃點。單靠氧化鐵燃燒反應釋放的能量并不能保證燃燒過程的連續性。
一方面,由于從噴嘴流出的氧氣使狹縫不斷冷卻,
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
使切削刃溫度降低;另一方面,燃燒形成的氧化亞鐵層覆蓋在工件表面,阻礙了氧氣的擴散。當氧氣濃度降低到一定程度時,燃燒過程就會熄滅。采用傳統的會聚光束進行激光切割時,激光束作用于表面的面積非常小。由于激光功率密度高,工件表面溫度不僅在激光輻射區域內達到燃點,激光切管而且由于熱傳導在更寬的區域內。作用在工件表面的氧流直徑大于激光束直徑。這表明,不僅在激光輻射區域,而且在激光光斑的外圍也發生了強烈的燃燒反應。



鴻山金屬制造有限公司是一家專注從事 河南商丘【波形護欄】的企業。主營: 河南商丘【波形護欄】。公司以優良的技術實力、高素質的人才隊伍,完善的服務能力深受廣大客戶的信賴與贊揚,公司深受社會各界的支持與厚愛,已在 河南商丘【波形護欄】取得良好成績。我們公司會在您的鼓勵與支持中不斷發展壯大,公司有完善周到的售前售后服務團隊,為客戶解決問題以及提供合適的行業解決方案。公司總經理及全體員工期待您的蒞臨指導!


線膨脹系數越大,熱膨脹速率越大
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
, 激光打孔是通過高功率密度、短時間停留(低于激光切割)的脈沖熱源進行打孔的激光加工技術。孔徑的形成可以通過單脈沖或多脈沖實現。 在打孔過程中,首先使用打冷卻時收縮越大,熔池結晶時會產生較大的焊接應力。這種焊接應力不易,導致焊接變形較大。由于焊縫兩側材料的受力狀態不同,很容易在焊縫和熱影響區產生裂紋,甚至導致焊縫金屬和母材剝落。
3.不同材料的導熱系數和比熱容差越大,焊接難度越大。材料的導熱系數和比熱容會使焊縫金屬的結晶條件惡化,激光切管晶粒嚴重變粗,影響難熔金屬的潤濕性。因此,焊接時應選用強熱源,熱源的位置應向導熱性好的母材一側傾斜。
4. 不同材料之間的電磁性能差異越大,焊接就越困難
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
。因為材料的電磁差越大,焊接電弧越不穩定,焊縫越差。
5. 不同材料之間形成的金屬間化合物越多,焊接就越困難。由于金屬間化合物的脆性,很容易在焊縫中產生裂紋甚至斷裂。
6. 在異種材料焊接過程中,由于焊接區金相組織的變化或新形成的組織,導致焊接接頭性能惡化,給焊接帶來很大的困難。



