

想知道珩磨管_調質光軸種類豐富產品有多棒?看視頻就夠了,它比千言萬語都更有說服力!
以下是:珩磨管_調質光軸種類豐富的圖文介紹
安達液壓機械有限公司集研發、制造、銷售 安徽宣城液壓油缸管為一體的服務系統,是 安徽宣城液壓油缸管。多年來以優質的產品、合理的價格、創新的經營方式、快捷的售后服務,贏得了全國二十幾個省、市、地區廣大用戶的好評。產品已銷布全國各地,并遠銷國外。我廠一直秉持品質卓越的理念,以優質的品質與合理的價位回顧顧客。全力提高產品水準,為客戶提供方便便捷的服務。以誠信求發展,創高品質產品,堅定客戶的成功才是我們的未來。

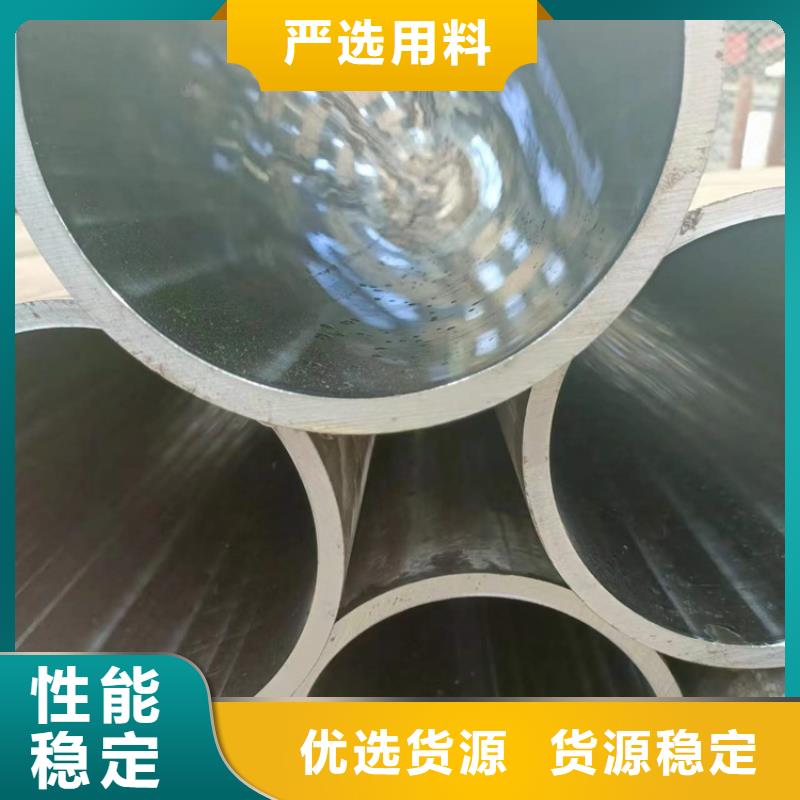
安徽宣城企業旺旺珩磨管絎磨管油缸管與內孔磨削相比,珩磨參加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨過程中又旋轉加大量的冷卻液,使工件表面得到充分冷卻,不易燒傷,加工變形層薄,所以能得到較細表面粗糙度。為了提率,珩磨管的生產都是機械化方式了,將珩磨頭與機床主軸采用浮動連接,以保證余量均勻。由于砂條很長,珩磨時工件的凸出部分先與砂條接觸,接觸壓力較大,使凸出部分很快被磨去,直至修正到工件表面與砂條全部接觸。因此,珩磨能夠修正前道工序產生的幾何形狀誤差和表面波度誤,但不能修正軸線位置誤差。


安徽宣城珩磨管油缸管絎磨管絎磨管滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓絎磨管是一種無切削的塑性加工方法。
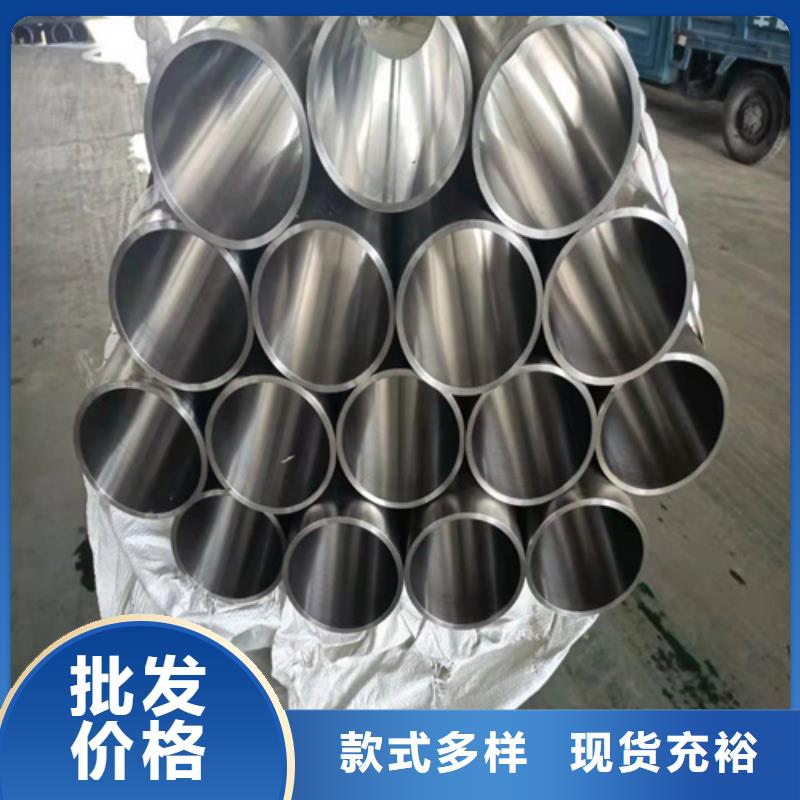
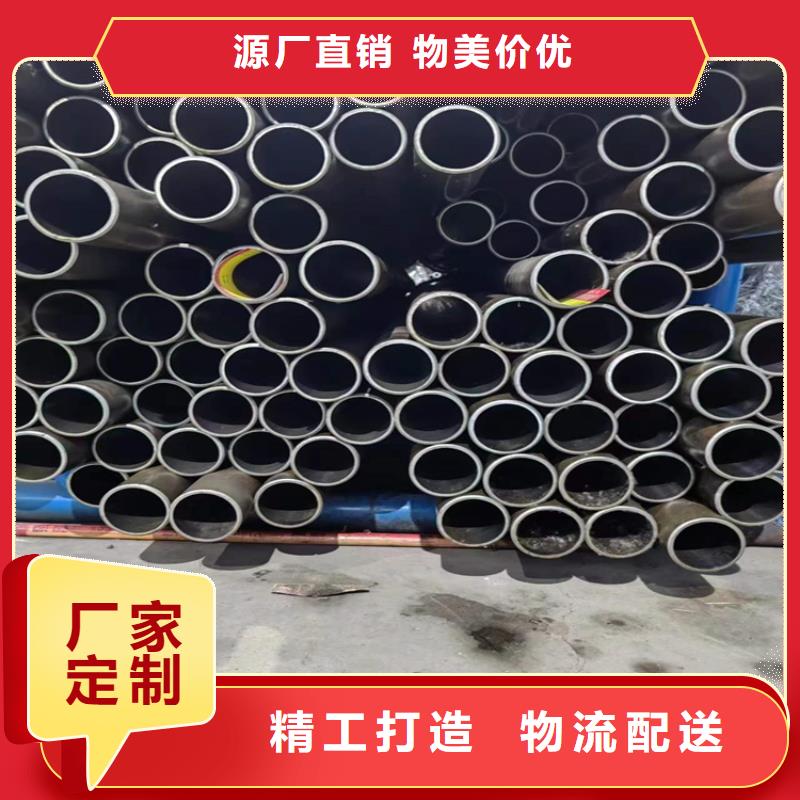
珩磨管是經過冷拔貨冷軋尺寸精度高、表面光潔度好的精密無縫管,適用于機械結構和液壓設備。采用精密無縫鋼管制造機械結構或液壓設備,可大大節省加工時間,提高材料利用率,提高產品質量。
珩磨管是經過冷拔貨冷軋尺寸精度高、表面光潔度好的精密無縫管,適用于機械結構和液壓設備。采用精密無縫鋼管制造機械結構或液壓設備,可大大節省加工時間,提高材料利用率,提高產品質量。



安徽宣城珩磨管油缸管絎磨管油缸管結構及技術要求介紹油缸管結構及技術要求介紹1、 結構分析:1、 φ50mm×770mm本身的圓度公差為0.005mm。2、左端M39×2-6g螺紋精密油缸鋼管φ50mm中心線同軸度公差為φ0.05mm。3.1:20錐軸與精密油缸鋼管φ50mm中心線的同軸度公差為φ0.02mm。4.1:20錐面本身的圓跳動公差為0.005mm。5.1:20錐面著色檢查,接觸面積不小于80%。5、 φ50mm×770mm表面氮化,氮化層深度0.2~0.3mm,表面硬度62~65hrc。2、 技術要求分析:1、油缸管采用45#鋼制作,表面鍍鉻,φ50mm×770mm部分經調質處理。表面滲氮后,芯部硬度為28~32hrc,表面滲氮層深度為0.2~0.3mm,表面硬度為62~65hrc。這樣,精密油缸鋼管不僅具有一定的韌性,而且具有良好的耐磨性。2、油缸管正常使用時承受交變載荷,φ50mm×770mm處密封該設備來回摩擦其表面,因此需要高硬度和珩磨管


