
想要更直觀地了解絎磨管缸筒加工廠用好材做好產(chǎn)品產(chǎn)品的特點(diǎn)和功能嗎?我們?yōu)槟鷾?zhǔn)備了視頻介紹,相較于圖文,視頻更能讓您輕松掌握產(chǎn)品的核心賣點(diǎn)。
以下是:絎磨管缸筒加工廠用好材做好產(chǎn)品的圖文介紹
安達(dá)液壓機(jī)械有限公司主要經(jīng)營(yíng) 寧夏液壓油缸管。 公司始終把客戶滿意做為我們服務(wù)的目標(biāo),為客戶提供一體化服務(wù)。公司借助深厚的行業(yè)經(jīng)驗(yàn)和廣泛的資源,不斷開(kāi)拓嶄新的市場(chǎng),努力構(gòu)建完整的產(chǎn)業(yè)模式,始終堅(jiān)持“一諾千金,雙贏互利,品質(zhì)永恒”的經(jīng)營(yíng)理念,專注 寧夏液壓油缸管行業(yè),在業(yè)內(nèi)具有良好的口碑和知名度。
品")
品")
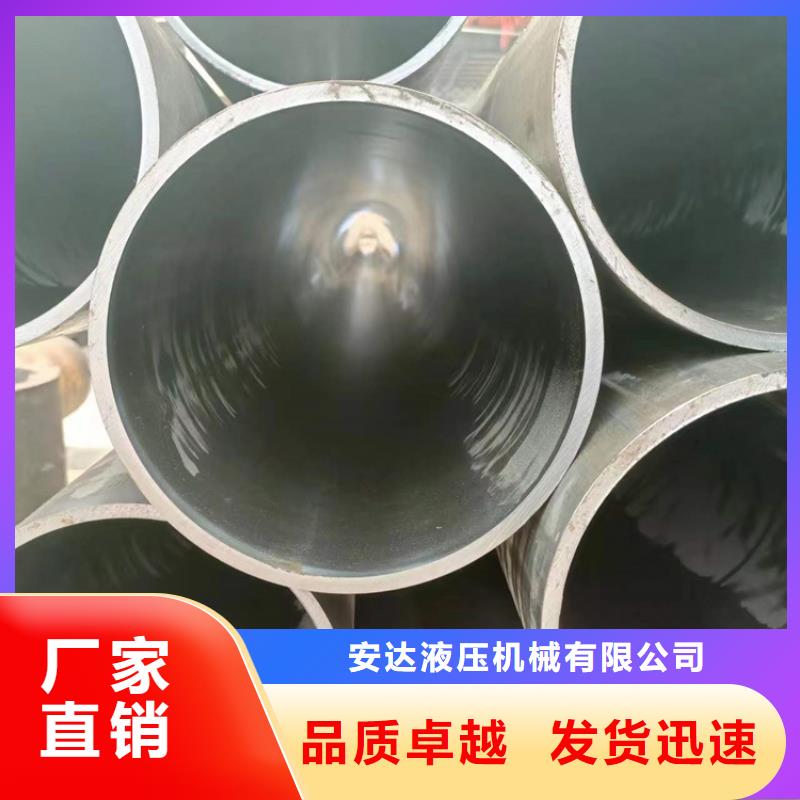
寧夏企業(yè)旺旺珩磨管絎磨管油缸管絎磨管是一種通過(guò)冷拔或熱軋?zhí)幚砗蟮囊环N高精密的鋼管材料。由于小口徑珩磨管內(nèi)外壁無(wú)氧化層、承受高壓無(wú)泄漏、高精度、高光潔度、冷彎不變形、擴(kuò)口、壓扁無(wú)裂縫等有點(diǎn),所以主要用來(lái)生產(chǎn)氣動(dòng)或液壓 元件的產(chǎn)品,如氣缸或油缸,可以是無(wú)縫管。絎磨管的化學(xué)成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。 鍍鉻液壓珩磨管存放要注意哪些事項(xiàng)以及后期怎樣保養(yǎng) 、如何對(duì)鍍鉻液壓珩磨管進(jìn)行酸洗1.對(duì)鍍鉻液壓珩磨管進(jìn)行酸洗,在對(duì)鍍鉻液壓珩磨管進(jìn)行酸洗時(shí)一都會(huì)用化學(xué)和電解兩種方法,這兩種方法可有將鍍鉻液壓珩磨管管道的氧化皮去除掉。2.之所以會(huì)將其分成兩種方法進(jìn)行原因是由于化學(xué)清洗只可以將表面清潔的非常徹底,對(duì)于一些細(xì)縫中就很難達(dá)到人們所想的結(jié)果了。鍍鉻液壓珩磨管怎樣保養(yǎng)能夠延長(zhǎng)使用壽命
品")
品")
品")
寧夏企業(yè)旺旺珩磨管絎磨管油缸管小口徑絎磨管磨管尺寸偏差的計(jì)算方法1.小口徑珩磨管檢查臺(tái)作用在成品檢查臺(tái)上,對(duì)稱品合金鋼管要逐支進(jìn)行管徑、壁厚的測(cè)量,精密管,同時(shí)進(jìn)行內(nèi)外表面質(zhì)量的檢查。2.小口徑珩磨管尺寸偏差的計(jì)算方法—小口徑珩磨管外徑偏差的計(jì)算正偏差=(D 大-D 公)/D 公×100%負(fù)偏差=(D 小-D 公)/D 公×100%外徑公差范圍=正偏差+負(fù)偏差3.小口徑珩磨管壁厚偏差計(jì)算正偏差(+△S)= S max ? S公 ×100% S公 S max ? S公 S公 ×100%負(fù)偏差(-△S)= 壁厚公差范圍=正偏差+負(fù)偏差
品")
品")
寧夏企業(yè)旺旺珩磨管絎磨管油缸管27simn調(diào)質(zhì)絎磨管 先進(jìn)的生產(chǎn)和檢測(cè)設(shè)備是制造優(yōu)質(zhì)產(chǎn)品的必要保證,因此公司十分重視生產(chǎn)裝備的現(xiàn)代化確保在行業(yè)的領(lǐng)先水平。采用國(guó)外先進(jìn)技術(shù)制造的生產(chǎn)設(shè)備,軌機(jī)精密度高,生產(chǎn)品種規(guī)格廣泛且規(guī)格靈活,較一般自動(dòng)軌管機(jī)組更為先進(jìn),同時(shí)并配置先進(jìn)的自動(dòng)化控制系統(tǒng)及在線質(zhì)量檢測(cè)系統(tǒng)。確保了產(chǎn)品質(zhì)量的穩(wěn)定和可靠精密無(wú)縫鋼管是一種通過(guò)冷拔或熱軋?zhí)幚砗蟮囊环N高精密的鋼管。由于精密無(wú)縫鋼管內(nèi)外壁無(wú)氧化層,精密無(wú)縫鋼管承受高壓無(wú)泄漏、高精度、高光潔度、冷彎不變形、擴(kuò)口、壓扁無(wú)裂縫等優(yōu)點(diǎn),所以精密鋼管、精密無(wú)縫鋼管、精密光亮管、冷軋精密鋼管主要用來(lái)生產(chǎn)氣動(dòng)或液壓元件的產(chǎn)品,如氣缸或油缸,都是用精密無(wú)縫鋼管
品")
品")
品")
寧夏企業(yè)旺旺珩磨管絎磨管油缸管 質(zhì)量是產(chǎn)品的前提,只有質(zhì)量好了,才是服務(wù)客戶的根本,所以,對(duì)液壓油缸管 表面的缺陷進(jìn)行完美的修復(fù),是我們對(duì)客戶的 承諾 45#絎磨管在淬火后加高溫回火是調(diào)質(zhì) 調(diào)質(zhì)處理是熱處理的一種工藝,是指絎磨管在淬火后加高溫回火.目的是使45#絎磨管調(diào)質(zhì)后的零件具有優(yōu)良的綜合機(jī)械性能.關(guān)于調(diào)制處理工藝的加溫時(shí)間保溫時(shí)間冷卻速度冷卻介質(zhì)等,要看具體的材料,具體零件的技術(shù)要求來(lái)決定。耐磨鑄鐵、合金鑄鐵由于鑄件壁厚不均勻,在加熱,冷卻及相變過(guò)程中,會(huì)產(chǎn)生效應(yīng)力和組織應(yīng)力。另外大型零件在機(jī)加工之后其內(nèi)部也易殘存應(yīng)力,所有這些內(nèi)應(yīng)力都必須。去應(yīng)力退火通常的加熱溫度為500~550℃保溫時(shí)間為2~8h,然后爐冷(灰口鐵)或空冷(球鐵)。采用這種工藝可鑄件內(nèi)應(yīng)力的90~95%,但鑄鐵組織不發(fā)生變化。若溫度超過(guò)550℃或保溫時(shí)間過(guò)長(zhǎng),反而會(huì)引起石墨化,使鑄件強(qiáng)度和硬度降低。
品")
點(diǎn)擊查看安達(dá)液壓機(jī)械有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】