
更新時間:2025-01-02 06:00:49 瀏覽次數:3 公司名稱: 虎振技工學校
| 產品參數 | |
|---|---|
| 產品價格 | 2980/個 |
| 發貨期限 | 不限 |
| 供貨總量 | 600 |
| 運費說明 | 自理 |
| 培訓方式 | 全日制線下脫產學習,以實踐為主 |
| 學期 | 1個月、4個月、8個月、1年、3年 |
| 學費 | 學期不同,收費不同,具體電話咨詢 |
| 授課地點 | 保定市南二環1956號 |
| 開課日期 | 隨到隨學 |
| 招生條件 | 面向全國,14周-60周不限男女,均可報名 |




| 產品參數 | |
|---|---|
| 產品價格 | 2980/個 |
| 發貨期限 | 不限 |
| 供貨總量 | 600 |
| 運費說明 | 自理 |
| 培訓方式 | 全日制線下脫產學習,以實踐為主 |
| 學期 | 1個月、4個月、8個月、1年、3年 |
| 學費 | 學期不同,收費不同,具體電話咨詢 |
| 授課地點 | 保定市南二環1956號 |
| 開課日期 | 隨到隨學 |
| 招生條件 | 面向全國,14周-60周不限男女,均可報名 |




所以,保護氣體應選用氬氣和二氧化碳的混合氣,氬氣的比例為75%,二氧化碳的比例為25%,這種混合氣在對車身板件焊接時效果 。
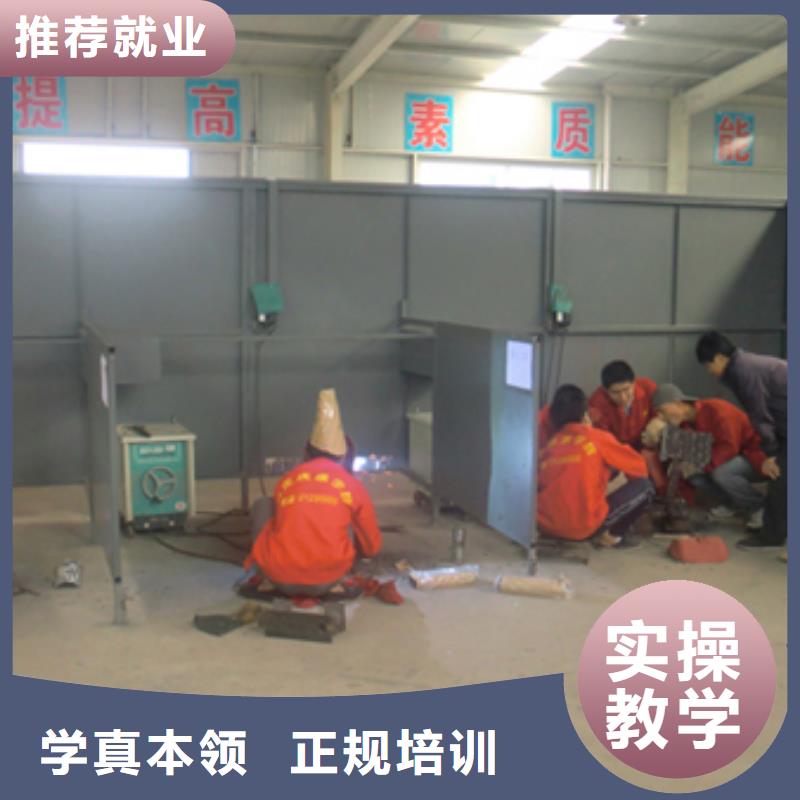
在車身焊接時,要按照制造廠提供的維修手冊作業,每個板件所要求的焊接方法各有不同。經常使用的焊接方法有搭接焊、對接焊和塞焊,對車身板件的焊接要注意電流盡量小,能用小電流焊接的不要用大電流焊接。焊接時要采用分段焊接,使每個焊縫都能夠得到充分的冷卻,以防止板件變形。
二、電阻點焊:
在車身制造中被大量應用的電阻點焊,現在在修理中也逐步開始應用了。
隨著汽車材料的發展,有些超高強度鋼不能采用氣體保護焊焊接。氣體保護焊焊接的熱量會破壞超高強度鋼的內部結構,使其強度降低。所以只能采用電阻點焊來修理。電阻點焊還有一個 的優點是受操作者的影響比較小,只要調整好焊接壓力、焊接電流和焊接時間后,每個焊點的焊接質量基本不會發生大的偏差,焊接質量比較穩定。
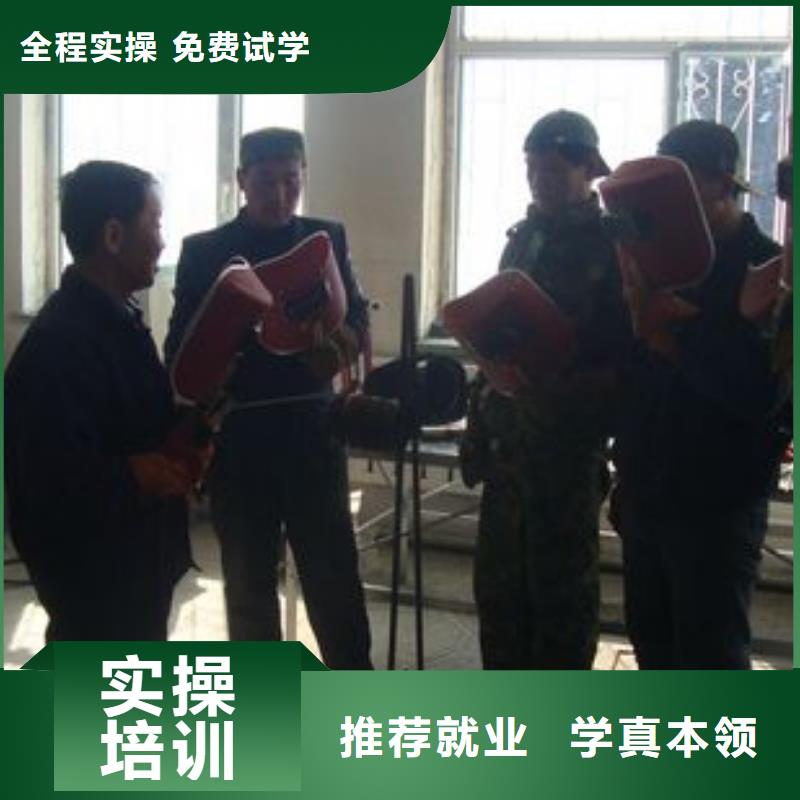
氬弧焊培訓專業 學制30天 學習平焊、角焊、立角焊、管對接、管板接等不銹鋼裝飾焊接、打磨、刨光表面處理技術。另學習鋁\銅橫焊的焊接技術。本階段完成后能夠獨常用的氬弧焊焊接工作。掌握焊接工藝及特點、氬弧焊工藝參數及特性、氬弧焊操作實訓、職業道德等。
氣焊專科(學期1個月) 學習氣焊的平焊、立焊、角焊、立解焊、管的滾動焊,管的橫焊,管的水平固定焊,管板的水平固定焊,管板的坐騎式焊接技術,并學習焊銅、焊鋁的技術。
金屬成品的三大制作要素是:下料、焊接、驗收,其中“下料”是合格產品的重要保障,也是成品加工中重要的一環。它能直接影響到產品的質量也直接影響著下一程序的能否進行,所以我校為了更好地履行職業技術學校“學以至用”的辦學宗旨,特別設置了管工專業,它包括:1、識圖、2、放樣、3下料、4校對、5分割、6矯正、7組裝等重要步驟。通過大量的理論結合實物操作,把焊接前相關的工序全部熟練地理解、掌握和應用。
1、槽鋼的對接與插接圖樣展開 2、工字鋼的對接與插接圖樣展開 3、三通的制作 4、不同角度彎頭的制作 5、天圓地方的制作工藝 6、同位異經管的對接工藝
1、槽鋼的對接與插接圖樣展開
2、工字鋼的對接與插接圖樣展開
3、三通的制作
4、不同角度彎頭的制作
5、天圓地方的制作工藝
6、同位異經管的對接工藝

WSM315逆變式直流脈沖氬弧焊機
1.功能豐富
具有直流氬弧焊、脈沖氬弧焊、直流手工電弧焊的功能。
2.技術先進
采用先進獨特的PWM脈寬調制技術,使逆變頻率高達25KHZ,動態響應速度快。
3.體積小,重量輕,節能比傳統焊接節電40%以上,高頻高壓引弧,引弧成功率高 


