

想要更直觀地了解鋼板【鋼板切割】現貨滿足大量采購產品的特點和功能嗎?我們為您準備了視頻介紹,相較于圖文,視頻更能讓您輕松掌握產品的核心賣點。
以下是:鋼板【鋼板切割】現貨滿足大量采購的圖文介紹
新弘揚特鋼有限公司將在實踐中不斷的深化學習、總結、借鑒同行 衢州衢江合金鋼板切割的先進技術經驗,完善自身發展,制造更加完善的 衢州衢江合金鋼板切割產品,以滿足新老客戶的需求使用。


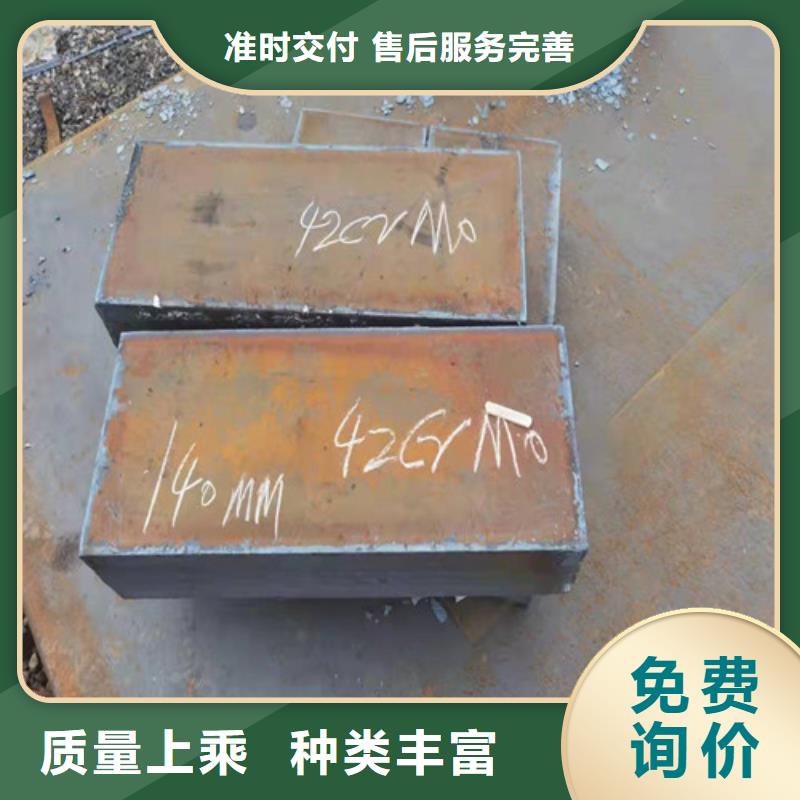
化學元素含量NM13耐磨鋼板 mn13各化學元素含量 單位% 牌號 C Si Mn P S Mn13 0.90-1.20 0.30-0.80 11.00-14.00 ≤0.035 ≤0.030 折疊編輯本段機械性能 牌 號 抗拉強度 延伸率 沖擊性能20℃ 初始硬度值(HB) 硬化后硬度值(HB) 冷 彎 180° Mn13 ≥800MPa ≥40% ak≥90(J) 200-250 >300 合格 搜索發現



? 中厚板 中厚鋼板 工程中常用的一類厚度遠小于平面尺寸的板件。厚度雖小,但橫向剪力所引起的變形和彎曲變形屬同一量級,在分析靜載荷下的應力和變形時,仍須考慮橫向剪切效應,垂直于板面方向的正應力則可忽略。在分析動載荷下的應力和變形時,除考慮橫向剪切效應外,還須考慮微段的慣性力和阻尼力矩。中厚板在機械工業中早已有廣泛應用。近年來由于高壓、高溫和強輻射的環境要求,工程中板的厚度有所增加,很多板件均改用中厚板理論進行分析。 若中厚板位于xy平面內,在考慮橫向剪力影響并忽略垂直于板面方向(z方向)的正應力情況下,中厚板受z方向分布載荷p的作用的彎曲微分方程式為: 式中ω為板的撓度;t為板厚;ν為泊松比;Qx、Qy分別為x、y方向的橫向剪力;Δ為拉斯算符(即);為彎曲剛度,其中E為彈性模量。理論上可從 個方程求得ω,再由后兩個方程求得Qx、Qy,然后進一步求得彎矩、扭矩。但這一偏微分方程不能直接積分,所以通常用納維法、瑞利-里茲法、有限差分方法等方法求解。近年來,由于有限元法的發展,出現不少計算中厚板的程序,通過它們可以很方便地求得解答。從結果看,在考慮橫向剪切效應后,撓度ω有所增大,自振頻率和失穩臨界載荷有所降低,板件中內力的變化趨于平緩。這些變化的程度都與板的厚跨比的平方成比例。 20世紀20年代,S.P.鐵木辛柯在一維梁的分析中首先考慮了橫向剪切效應。1943年E.瑞斯納將它推廣到二維問題并導出了中厚板的微分方程。由于數學上仍有困難,目前中厚板理論應用得還不夠廣泛。


Mn13高錳耐磨鋼板的切割,建議采用等離子切割。 等離子切割分為水下等離子和空氣等離子切割兩種。采用水下等離子切割時,等離子氣體可產生幾千度的高溫,高錳鋼板切口處迅速熔化,并因水的阻隔避免了氧化,水又對鋼板及時進行冷卻,阻止碳化物析出,使鋼板切割面光滑平整,無熱影響區,切割質量 ,是切割高錳鋼的 。也可采用空氣等離子切割。 2、Mn13高錳耐磨鋼板也可采用傳統的火焰切割。 采用火焰切割時,建議采用切割小車,根據鋼板厚度不同,采用不同規格的槍頭,燃氣和氧氣配比調整適當( 是中性火焰), 是全部調整好后再開始下料,防止因中途熄火引弧造成斷面缺口,影響切割質量。 3、Mn13高錳耐磨鋼板的焊接: 高錳耐磨鋼板的焊接可采選用手工電弧焊的方法。 焊條選用D256(堆256)或D266(堆266)焊條;焊接前應打磨焊縫,要徹底清理工件坡口及邊緣,去除鐵銹、油污,同時將焊條烘干;焊接時,應選擇小直徑焊條(一般為3mm-3.5mm),小電流、高電壓、多焊層、多焊道、快速焊接;如采用直流焊接,焊條接正極;焊接每層后要錘擊焊縫,以提高其抗熱裂紋能力。也可使用流動水快速降溫。 折疊編輯本段化學元素含量 mn13各化學元素含量 單位% 牌號 C Si Mn P S Mn13 0.90-1.20 0.30-0.80 11.00-14.00 ≤0.035 ≤0.030



產品特點: (1)有良好的耐久性,與鍍鋅鋼板相比壽命更長; (2)有良好的耐熱性,與鍍鋅鋼板相比在高溫下更不容易變色; (3)具有良好的熱反射性; (4)具有銀白色的華麗表面; (5)具有與鍍鋅鋼板相近的加工性能和噴涂性能; (6)具有良好的焊接性能。 應用范圍:要求很高的在用鍍鋅板的行業。 6、電鍍錫(馬口鐵):采用弗羅斯坦式不溶性陽極電鍍錫工藝加工。 7、彩涂; 8、電工鋼(矽鋼片)。 折疊編輯本段性能規格 冷軋板具有良好的性能,即通過冷軋,可以得到厚度更薄、精度更高的冷軋帶鋼和鋼板,平直度高、表面光潔度高、冷軋板表面清潔光亮、易于進行涂鍍加工、品種多,用途廣,同時具有沖壓性能高和不時效、屈服點低的特點,所以冷軋板具廣泛的用途,主要應用于汽車、印制鐵桶、建筑、建材、自行車等行業,同時還是生產有機涂層鋼板的 選材。

