



鍍鋅鋼板卷管加工309S錐形鋼板卷筒歡迎訂購視頻中的每一個細節,都仿佛在訴說著產品的故事,讓你在欣賞的同時,也能深深地感受到它的價值與意義。
以下是:鍍鋅鋼板卷管加工309S錐形鋼板卷筒歡迎訂購的圖文介紹

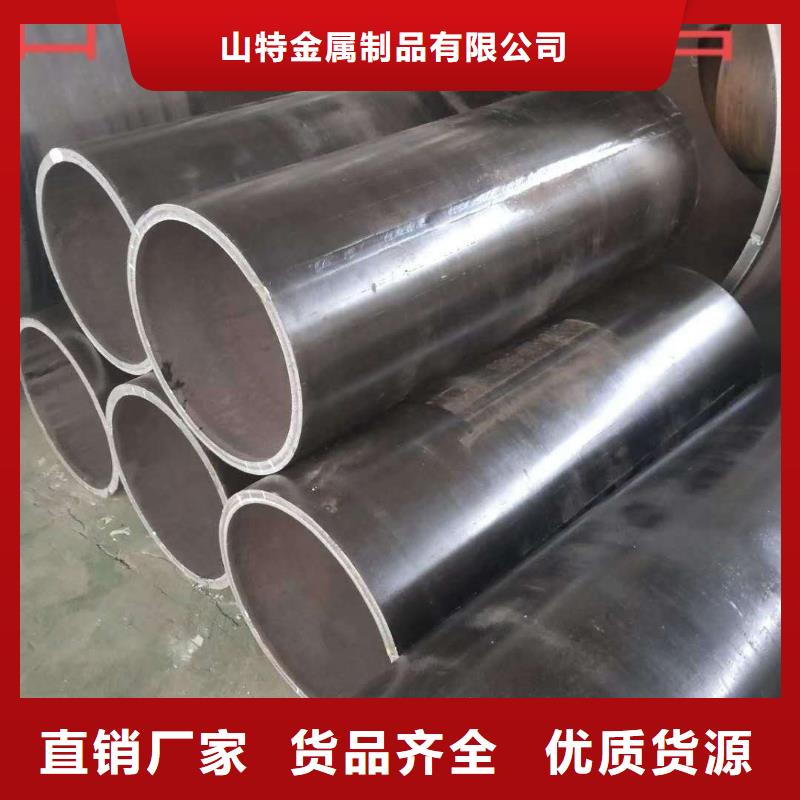
鋼板卷管管節的卷制 在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定: 1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。 2離管端200mm的對接縱縫處不得大于2mm。 3其他部位不得大于1mm。 4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。


焊接方法分類 螺旋焊接鋼管 螺旋焊接鋼管 按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。 電焊鋼管:用于石油鉆采和機械制造業等。 爐焊管:可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。按焊縫形狀分類可分為直縫焊管和螺旋焊管 直縫焊管陽春直縫鋼板卷管加工廠家 生產工藝簡單,生產效率高,成本低,發展較快。 螺旋焊管 強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。 螺旋縫焊接鋼管分為自動埋弧焊接鋼管和高頻焊接鋼管兩種。



山特金屬制品有限公司服務與承諾:
服務三保:保證質量、保證時間、保證數量。
服務宗旨:雄厚的實力、 齊全的 上海橋式濾水管產品、低廉的價格、 優質的服務來答謝新老顧客的信賴。
經營原則:顧客至上、質量優良、 上海橋式濾水管品種齊全、 上海橋式濾水管價格合理。



