
想一睹直縫管,工業焊管工廠自營產品的真實風采嗎?我們的現場實拍視頻將帶您親臨現場,感受產品的卓越品質和創新設計,不容錯過!
以下是:直縫管,工業焊管工廠自營的圖文介紹

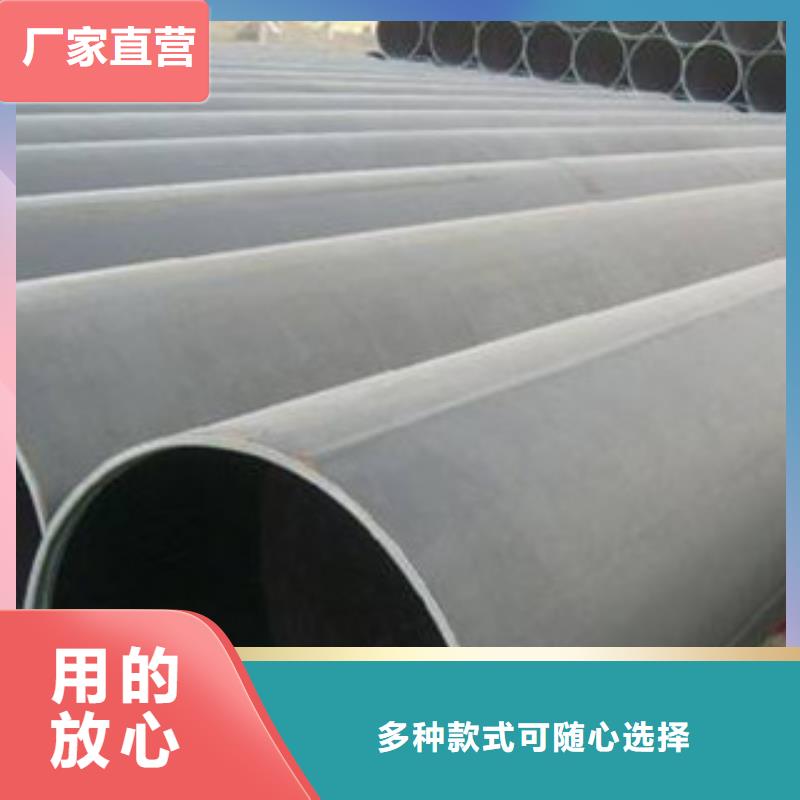
螺旋縫焊管一般是以熱軋鋼帶卷作管坯,經螺旋成型,再采用高頻電阻焊法或埋弧焊接成型。該工藝能用較窄的坯料生產較大管徑的焊管,還可以用同樣寬度的坯料生產不同管徑的焊管。焊縫長度比直縫焊管焊縫長增加30%~100%。焊管的缺陷主要體現在焊縫上,焊縫長就意味著可靠性差,并且成型與焊接同時進行,焊縫缺陷幾率明顯偏高,焊縫質量不易保證。螺旋縫焊管生產線普遍不具有擴徑工序,無法降低成型和焊接殘余應力,致使焊管內部具有較大的殘余應力,其殘余應力為拉應力(可達200~300 MPa)。而焊管受內壓后,管壁亦產生環向拉應力,二者疊加,使焊管承壓能力減弱。并且殘余拉應力,特別是焊縫位置殘余拉應力的存在也大大降低了焊管抗應力腐蝕的能力,在酸性油氣輸送管線中必須嚴格限制殘余拉應力。螺旋縫焊管在曲面上進行焊接,焊縫形狀欠佳,內焊縫的馬鞍形和外焊縫的脊背形難以克服,應力集中難以避免。螺旋縫焊管焊縫熱影響區大,且硬度高,韌性和抗應力腐蝕能力下降。


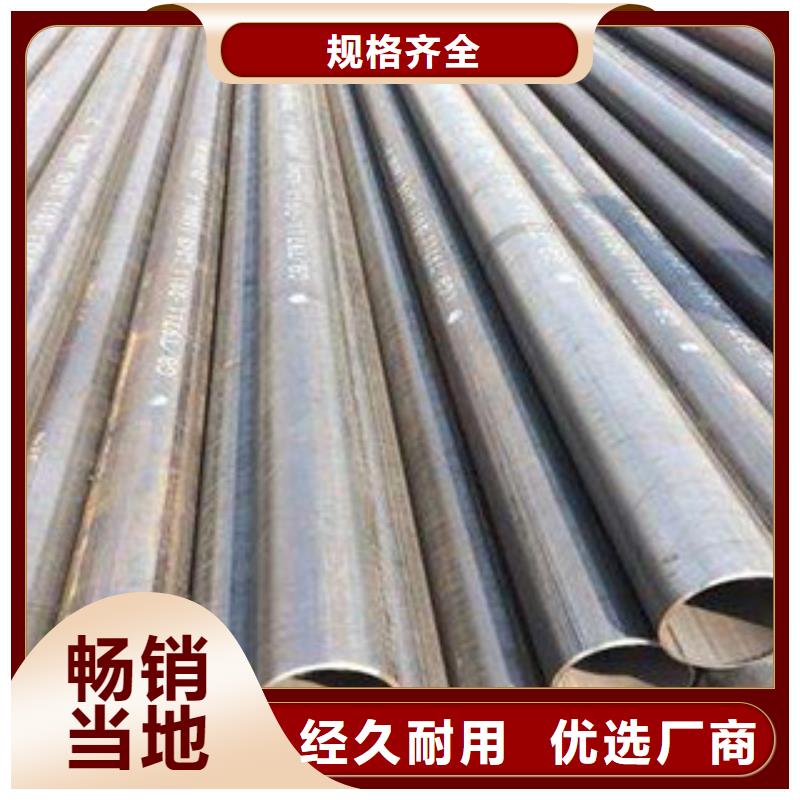
大直縫焊管機組的生產原料主要是中厚板軋機生產的寬鋼板(除小于600mm的鋼管可用熱連軋機生產的鋼板外),要求供應優質鋼板。油氣輸送管線用鋼管在強度、韌性、焊接性能、耐H2S腐蝕等方面需要有較高的性能,一般采用低碳合金控軋鋼板因此,要求中厚板廠具有先進的冶煉設備(尤其是精煉設備)和具有完善控軋性能的寬板軋機,生產出X60~X75或更高鋼級的熱軋寬鋼板,供給大直縫焊管機組作原料,這樣才能生產出符臺API標準的管線鋼管,滿足管道工業建設和發展的需要。
CFE(排輥成型)工藝排輥成型有全排輥成型和半排輥成型之分。所謂半排輥成型就是只將一般輥式成型機中傳動輥機架(即平輥機架)之間的空轉輥用成排小輥代替以改善成型條件。小輥可以調整位置,適用一定范圍的鋼管尺寸,不必更換。而全排輥成型則是除了留下一一般輥式機中 架傳動輥機架外,其他機架全部代以小排輥、小輥,特別是外面的小輥,可適用于所有的鋼管,不必更換,所以這種方法對提高生產率有利。



鋼興鋼管 有限公司創立于2012年,以生產 河北衡水20G無縫鋼管聞名于行業。其 河北衡水20G無縫鋼管產品質量過硬、性價比高,尤其在 河北衡水20G無縫鋼管產品研發設計方面,聘請頂尖設計師,堅持品牌個性化路線,結合現代潮流。在營銷方面,企業充分發揮自己的人才優勢、技術優勢、質量優勢和市場優勢,建立起完善的營銷網絡和服務體系。目前,出品的 河北衡水20G無縫鋼管產品,不僅暢銷國內,更遠銷國外,在消費者當中享有j i高的認可度和美譽度。