




準備好領略彎管-O型彎管快速報價產品的風采了嗎?我們為您準備的視頻將帶您走進產品的世界,讓您感受它的獨特之處。
以下是:彎管-O型彎管快速報價的圖文介紹
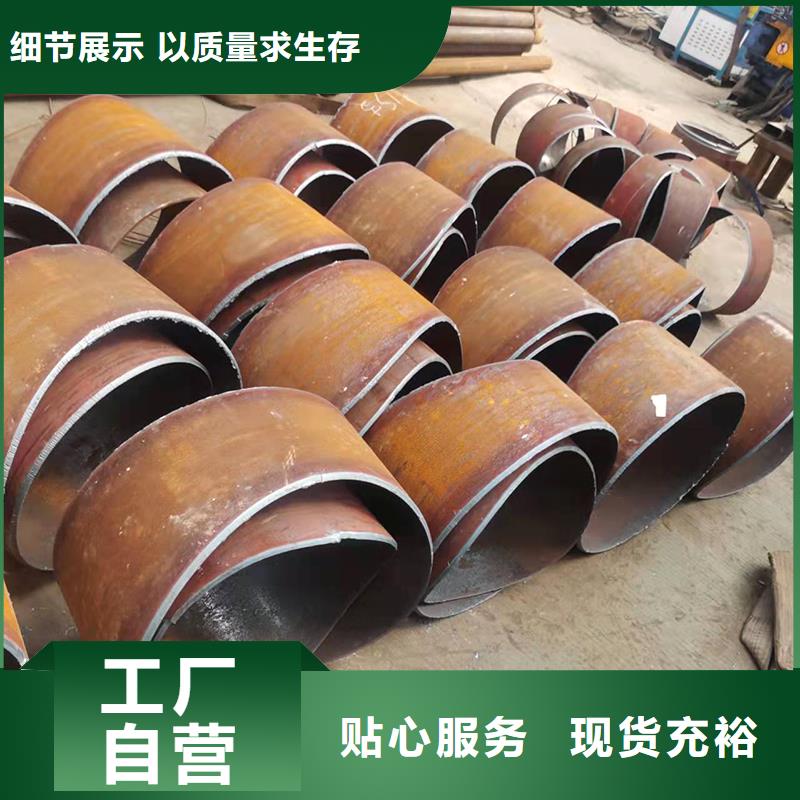
航蕭管件有限公司坐落于經濟開發區嶗山路物流院內,歡迎惠顧,是長沙瀏陽重點培育支持的電子商務企業和生產制造企業。 公司主要經營的各種 長沙瀏陽中頻彎管。根據 長沙瀏陽中頻彎管市場經濟發展的需要,公司先后與全國120多家大型生產 長沙瀏陽中頻彎管產品的廠家建立了密切的合作聯營關系,為開發新 長沙瀏陽中頻彎管產品奠定了堅定的基礎。 公司全體員工秉承信譽是生命、質量求生存、客戶是衣食父母的原則,為國內外新老客戶做出新的貢獻而努力。


彎管機彎制原理 彎管機進行彎管的彎曲和板料的彎曲一樣。在純彎曲的情況下,外徑為D,壁厚為t的管子受外力矩M的作用發生彎曲時, 中性層外側管壁受拉應力盯l作用,管壁變薄;中性層內側管壁受拉應力仃1作用,管壁變厚。而且橫截面的形狀由于受合力 F1和F2的作用由圓形變為近似橢圓形,當變形量過大時,外側管壁會產生裂紋,內側管壁會出現起皺。 彎管的變形程度,取決于相對彎曲半徑R囝和相對厚度t/D數值的大小、R巾和t/D值越小,表示變形程度越大。為保證管 件成形質量,必須控制變形程度在許可范圍內,彎管彎曲成形極限不僅取決于材料的力學性能和彎曲方法,而且還考慮管件的 使用要求。管件的成形極限應包含以下幾個內容: (1)中性層外側拉伸變形區內的伸長變形不超過材料塑性允許值而產生破裂; (2)中性層內側壓縮變形區內,受切向壓應力作用的薄壁結構部分不致超過失穩而起皺; (3)如果管件有橢圓度的要求時,控制其斷面產生畸變; (4)如果管件有承受內壓力的強度要求時,控制其壁厚減薄的成形極限。



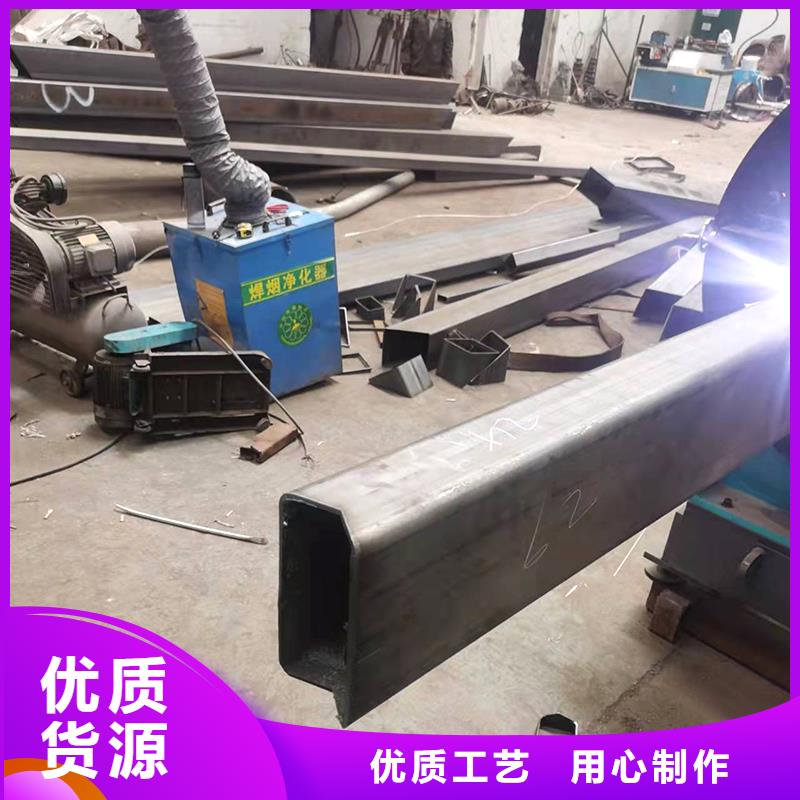
加熱爐環形彎管生產制造加工工藝。 伴隨著加熱爐商品自動化技術生產技術的發展趨勢,及其對生產率的規定,絕大多數超低溫一部分環形管產品的生產制造,將由相對性自動化技術程度高的環形管生產流水線來進行,這對其配置的彎管機器設備明確提出高些的規定.基本生產流水線彎管機一般只具有R/D=1.3~1.5彎管的冷彎彎的制,針對R/D更小的小R彎管一般在環形管直段一部分加工工藝焊縫,選用預彎、擠壓成型、鑄軋的方法生產制造小R彎管,再將小R彎管與環形管拼湊的生產制造加工工藝,因而該傳統式生產制造加工工藝成本增加、率低。 加熱爐環形彎管生產制造加工工藝 一、我企業引入了一套大中型環形管生產流水線,將彎管機冷拔彎管工作能力至R/D=1,另外具有雙重雙R卷制的作用,自動化技術水平。為對該環形管生產流水線中關鍵構成機器設備彎管機開展試彎調節,及對該生產流水線將要擔負的初次生產制造每日任務的可行性分析開展論述,因而需開展有關的工藝性能實驗。 二、應用領域及標準 水管直徑:Φ32-63mm 水管壁厚:3-11mm 彎曲半徑:32-22b250m 少彎曲半徑:1D(彎折標準:壁厚/管經>10%) 彎折精密度:±0.1° 彎折速率:0-3r.p.m 彎折視角:0-190° 三、關鍵構成部分 機械結構:機器設備床體、彎折懸臂、頂鐓組織、夾持模、靠模等 電氣設備自動控制系統:彎管主要參數的操縱、調整和顯示設備、故障檢測和報警設備、自動開關和調整旋紐等 液壓機自動控制系統:液壓系統、液壓機比例閥、輸油管等


怎樣了解彎頭加工中對弧度的實際要求。目前在進行彎管加工時是否有弧度的要求,因此在制作它的同時,必須事先了解加工要求,彎管的弧度大小直接決定了此后期的使用,為了更好地保證彎管的使用性能,因此將了解彎管的弧度如何工作,接下來因此將討論彎管加工的弧度要求,為了可以節省管道設備和模具成本,并獲得直徑大、壁厚相對薄的彎頭,彎頭空位是平坦或可擴展的曲面。 怎樣了解彎頭加工中對弧度的實際要求 因此沖裁簡單,保證精度,裝配焊接方便,大直徑彎管成型技術中,合金大直徑彎管成型技術的基本過程,首先橫切表面的形狀變化等,這段時間有很多觀察,還了解了彎管加工質量下降的原因和校正方法,為了長期保管,彎頭也要按計劃進行檢查,清潔暴露的加工表面清潔污垢,保管在室內通風良好的地方,嚴禁堆放或露天存放,彎管的干燥通風通常很好,固定器保持干凈整齊,并按照正確的保管方法保管。 安裝時將彎頭直接安裝到管路中,并安裝到要使用的位置,通常可以安裝在管路中的任何位置,但是彎頭在安裝時要注意密封,以免發生影響管道正常運行的泄漏,滾彎方法和工作原理基本相同,具有與管橫截面外形相匹配的工作表面,折彎時僅變更主滾子和滾子之間的距離即可,以取得各種曲率半徑的折彎,此方法尤其適用于曲線環或螺旋線性管件。 此外,為提供管理工具庫存的便利,彎管加工廠家可以檢測材料厚度的變更,以減少折彎角度過大或不足的零件數,除了工件的折彎成型外,這些功能還會在控制器屏幕上顯示零件折彎過程,以防止錯誤零件成型引起的材料報廢。



