




文字或許能描繪【不銹鋼管】,904L不銹鋼管源頭廠家直銷產(chǎn)品的輪廓,但視頻卻能賦予它生命。每一幀都是一次全新的體驗(yàn),每一次點(diǎn)擊都是一次心靈的觸動。快來觀看,讓產(chǎn)品活起來!
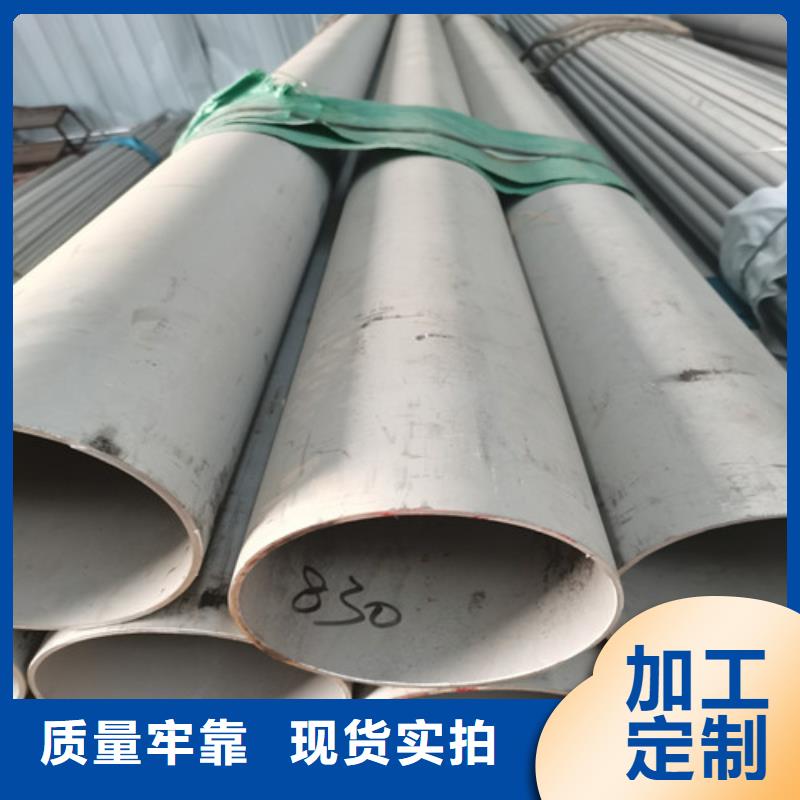
以下是:【不銹鋼管】,904L不銹鋼管源頭廠家直銷的圖文介紹

福偉達(dá)管業(yè)有限公司自成立以來,始終堅(jiān)持以人才為本、誠信立業(yè)的經(jīng)營原則,薈萃業(yè)界精英,將國外先進(jìn)的信息技術(shù)、管理方法及企業(yè)經(jīng)驗(yàn)與國內(nèi)企業(yè)的具體實(shí)際相結(jié)合,為客戶提供【重慶墊江不銹鋼管】,使企業(yè)在激烈的市場競爭中始終堅(jiān)持競爭力,實(shí)現(xiàn)企業(yè)快速、穩(wěn)定地發(fā)展。


山東福偉達(dá)管業(yè)有限公司主營產(chǎn)品有:不銹鋼管、316L、321、304、304L、309S、310S、410S、410、420、430,310S、309、347H、 317L、904L、2520等(外徑6*1-630*30mm)316l不銹鋼管, 304不銹鋼管, 304l不銹鋼管, 產(chǎn)品主要 用于化工、紡織、印染、釀造、耐高溫不銹鋼管制藥、 汽車制造、不銹鋼板制品等諸多行業(yè)。 通過引進(jìn)不銹鋼行業(yè)的先進(jìn)設(shè)備、技術(shù)、人才,不斷改良冷軋、退火設(shè)備,軋制工藝水平,配合精平拉矯、 表面板紋印光處理工藝,確保鋼管的平整度和表面的細(xì)膩光滑度,使得鋼管的機(jī)械**能、化學(xué)**能達(dá)到優(yōu)良水平,材料用途廣泛。我公司堅(jiān)持“質(zhì)優(yōu)價廉 ”的宗旨,愿與國內(nèi)外 客戶、經(jīng)銷商攜手并進(jìn),保證幫助合作伙伴降低(1%-5%)采購成本, 產(chǎn)品名稱:不銹鋼管、310s不銹鋼管管件水暖件、 法蘭盤、閥門、標(biāo)準(zhǔn)件。 執(zhí)行標(biāo)準(zhǔn):GB/T423T-92、GB/T14975-2002 、GB/T14976-2002 、GB/T13296-91、GB/T12770-91 、 GB/T12771-91 , ASTM A213/A213-99a 、ASTN312/A312M -00b 、ASTM A269-00 、ASTMA511-96。 滿足客戶的期望是我們的首要任務(wù); 不斷提高質(zhì)量是我們對不銹鋼管產(chǎn)品的要求;不銹鋼管價格表提供,改進(jìn)質(zhì)量是我們每一位員工的責(zé)任;為創(chuàng)造明天的 共同事業(yè), 我們將更加努力地為所有客戶竭誠服務(wù)。 “質(zhì)優(yōu)價廉、衷心服務(wù)”是我公司的經(jīng)營理念,“誠實(shí)守信、持續(xù)經(jīng)營”是我公司的發(fā)展精神。 通過品質(zhì)贏得未來,守住誠信經(jīng)營終身,愿您與我們的合作不是開始的結(jié)束,而是永續(xù)的未來。



對于不銹鋼管的熱輸入,Young-Pyo Kim等人[38]對不同壁厚的X65管進(jìn)行了電極電弧焊和鎢弧焊試驗(yàn)。研究表明:8mm厚鋼管電極電弧焊的熱輸入范圍為11.0kJ/cm~21.8kJ/cm,10mm厚不銹鋼鋼管的熱輸入范圍為18.0kJ/cm~29.5kJ/cm。8mm厚管的熱輸入為22.2kJ/cm~41.7kJ/cm,10mm厚不銹鋼管的熱輸入為19.5kJ/cm~47.6kJ/cm。國內(nèi)Zhang Dehmatsu[39]對厚度為10mm的X65管線鋼進(jìn)行了自動埋弧焊對焊接,研究了熱輸入對金屬組織和性能的影響。他發(fā)現(xiàn)當(dāng)熱輸入達(dá)到2022J/mm時,管線鋼的低溫沖擊吸收能達(dá)到 。對于熱輸入的計(jì)算公式,Carl E.Jaske研究得出了60/1000Hvis的熱輸入計(jì)算公式(其中:H——熱輸入,kJ/mm;V——電壓,V;I-電流,A;S——焊接速度,mm/min)。國內(nèi),曹崇珍等[41]將其總結(jié)為/IHKVAS=(其中:Ih——熱輸入,J/mm;K-系數(shù),對焊K=0.85,角焊K=0.57;V——焊接電壓,取平均值,V;A——焊接電流,取平均值,A;S——焊接速度,取平均值,mm/S)。可以看出,國內(nèi)外的熱輸入計(jì)算公式存在差異。可采用常規(guī)設(shè)備(安培鉗、電壓表、秒表等)或?qū)S秒娀”O(jiān)測設(shè)備,實(shí)現(xiàn)對熱輸入電平的測量。熱輸入水平也可以通過消耗比(一段時間內(nèi)沉積的長度與電極消耗的長度之比)方案來控制。無論選擇何種方法來控制熱輸入,焊機(jī)在操作前都應(yīng)該使用試板進(jìn)行電極沉積試驗(yàn),以確保熱輸入是合理的。熱輸入的指標(biāo)是焊接線能量。隨著線能的增加,熱影響區(qū) 硬度降低,可降低產(chǎn)生硬化組織的傾向,更有利于防止氫致開裂。然而,線能量的增加會導(dǎo)致焊透的增加,而焊透有可能導(dǎo)致焊透。因此,需要平衡焊接熱輸入,在不燒透不銹鋼管的情況下,提高焊接熱輸入。


點(diǎn)擊查看福偉達(dá)管業(yè)有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
