



")
如何調(diào)控異形鋼管高頻感應(yīng)圈的位置
影響異型管高頻焊接質(zhì)量的因素很多,今天我們就先為大家介紹一下如何調(diào)控高頻感應(yīng)圈的位置,它主要受以下六點(diǎn)因素影響:
(一)高頻感應(yīng)圈應(yīng)盡量接近擠壓輥位置。若感應(yīng)圈距擠壓輥較遠(yuǎn)時(shí),有效加熱時(shí)間較長,熱影響區(qū)較寬,方矩管,焊縫強(qiáng)度下降;反之,焊縫邊緣加熱不足,鍍鋅方管,擠壓后使異型管成型不良;
(二)異型管坯的兩個(gè)邊緣在高頻感應(yīng)圈加熱到焊接溫度后,由擠壓輥擠壓形成共同的金屬晶粒互相滲透、結(jié)晶,***終形成牢固的焊縫。若擠壓力過小,形成共同晶體的數(shù)量就小,焊縫金屬強(qiáng)度下降,受力后會(huì)產(chǎn)生開裂。若擠壓力過大,將會(huì)使熔融狀態(tài)的金屬被擠出焊縫,不但降低了焊縫強(qiáng)度,而且會(huì)產(chǎn)生大量的內(nèi)外毛刺,甚至造成焊接搭縫等缺陷;
(三)激勵(lì)頻率與激勵(lì)回路中的電容、電感平方根成反比、或者與電壓、電流的平方根成正比,方管,只要改變回路中的電容、電感或電壓、電流即可改變激勵(lì)頻率的大小,從而達(dá)到控制高頻感應(yīng)圈焊接溫度的目的。對(duì)于低碳鋼異型管,焊接溫度控制在1250-1460℃,矩形方管,可滿足管壁厚3-5mm焊透要求;
")
")
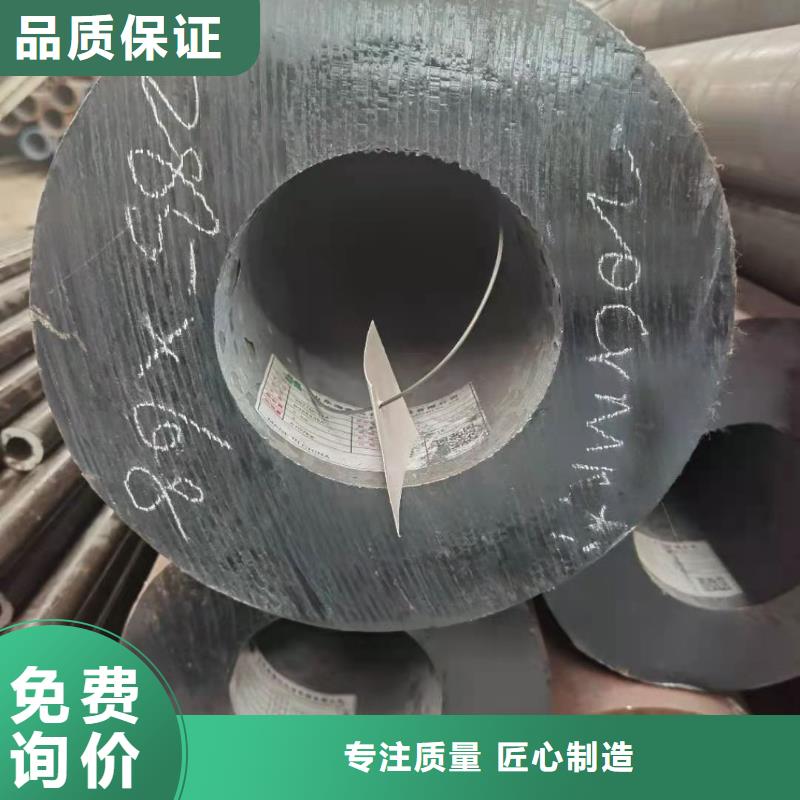
異形鋼管依照主要用途可分成:構(gòu)造、運(yùn)輸、加熱爐、加熱爐、有機(jī)肥機(jī)器設(shè)備、地質(zhì)學(xué)磚探、原油磚探、原油裂、船只、冷拉冷軋精細(xì)等各種各樣合金管。無縫管表明方式為直徑、壁厚,異型鋼管關(guān)鍵用以機(jī)械加工制造、媒礦、液壓機(jī)鋼等別的行業(yè)行業(yè)中。
異型鋼管是遠(yuǎn)距離管輸領(lǐng)域基礎(chǔ)的運(yùn)送管路,因壁厚偏厚,在野外有著強(qiáng)勁的抗撞擊,耐腐蝕特性,在長距離原油、燃?xì)膺\(yùn)送全過程中一直擔(dān)負(fù)著不能替代的功效,載當(dāng)代管輸行業(yè)上都在應(yīng)用異型鋼管。
但在遠(yuǎn)距離燃?xì)膺\(yùn)輸全過程中,異型鋼管的安裝確是一個(gè)非常大的難題尚需大家開展處理。管路一直有連接頭的,這兒也是安裝的根本所在。針對(duì)壁厚偏厚的管路,沿路基礎(chǔ)不用對(duì)環(huán)境污染問題開展解決,一般狀況下,立即挖一個(gè)充足容下管路的坑后,立即將管路放進(jìn)在其中。可是在連接頭部位,大家應(yīng)留意它是十分磨練技術(shù)性技巧的地區(qū)。
常見的異型鋼管在加工過程中,針對(duì)連接頭部位會(huì)解決的很細(xì)膩,每一個(gè)種類的管路都具有自身與眾不同的地腳螺栓。若強(qiáng)制應(yīng)用某一種類的管路,在影響管路特性的另外,還會(huì)繼續(xù)在運(yùn)送全過程中出現(xiàn)泄露難題。
異型鋼管的質(zhì)量更加重要,因?yàn)闊o縫管被大部分用以原油、燃?xì)獾倪\(yùn)輸全過程中,若汽體產(chǎn)生泄露,不良影響無法想象,因而在生產(chǎn)制造異型鋼管時(shí),要分外留意質(zhì)量隱患。
")
")
")
金海金屬材料有限公司是【安徽淮北結(jié)構(gòu)無縫鋼管】產(chǎn)品專業(yè)生產(chǎn)加工的廠家,公司總部設(shè)在開發(fā)區(qū)蔣管屯鎮(zhèn)杜丹江路東首100號(hào),金海金屬材料有限公司擁有完整、科學(xué)的質(zhì)量管理體系。金海金屬材料有限公司的誠信、實(shí)力和【安徽淮北結(jié)構(gòu)無縫鋼管】產(chǎn)品質(zhì)量獲得業(yè)界的認(rèn)可。歡迎各界朋友蒞臨我廠參觀、指導(dǎo)和業(yè)務(wù)洽談。
")
異形鋼管生產(chǎn)過程中碰到的難題
下邊大家給大伙兒匯總一下異型鋼管生產(chǎn)制造生產(chǎn)過程中普遍八大難題,主要內(nèi)容以下:
1、焊接缺點(diǎn):
焊接缺點(diǎn)較比較嚴(yán)重,選用手工制作機(jī)械設(shè)備打磨拋光解決方式來填補(bǔ),造成的打磨拋光印痕,導(dǎo)致表層不勻稱,影響美觀大方。只對(duì)焊接開展磷化處理,也導(dǎo)致表層不勻稱
2、刮痕難去除:
總體磷化處理,也不可以將生產(chǎn)過程中造成的各種各樣刮痕除掉,而且也不可以除去因?yàn)楣蝹㈦姾负附訛R出而黏附在異型鋼管表層的碳素鋼、濺出等殘?jiān)斐稍诮g物質(zhì)存有的標(biāo)準(zhǔn)下產(chǎn)生化學(xué)腐蝕或電化學(xué)反應(yīng)而銹蝕。
3、拋光處理鈍化處理不勻稱:
手工制作拋光處理后開展磷化處理解決,對(duì)總面積很大的產(chǎn)品工件,難以做到勻稱一致解決實(shí)際效果,不可以得理想化的勻稱表層。而且人工費(fèi)用,輔材花費(fèi)也較高。
5、酸洗鈍化能力有限:
酸洗鈍化膏并并不是全能的,對(duì)等離子切割機(jī)、數(shù)控火焰切割而產(chǎn)和灰黑色氧化皮,較難去除。
6、為要素導(dǎo)致的刮傷情況嚴(yán)重:
在起吊、運(yùn)送和構(gòu)造生產(chǎn)過程中,磕磕碰碰、拖拖拉拉、捶擊等人為失誤導(dǎo)致的刮傷情況嚴(yán)重,促使金屬表面處理難度系數(shù)增加,并且也是解決后造成生銹的關(guān)鍵緣故。
7、機(jī)器設(shè)備要素:
在鋁型材、板才卷彎、鈑金折彎全過程中,導(dǎo)致的刮傷和皺褶也是解決后造成生銹的關(guān)鍵緣故。
8、別的要素:
異型鋼管原料在購置、存儲(chǔ)全過程中,因?yàn)槠鸬酢⑦\(yùn)送全過程造成的磕磕碰碰和刮傷也情況嚴(yán)重,也是造成生銹的緣故之一。
")
