




想要了解護欄不銹鋼欄桿優質原料產品嗎?點擊觀看我們上傳的視頻介紹,它將用更直觀的方式展現產品的特點和優勢,讓您對產品有更深入的了解。
以下是:護欄不銹鋼欄桿優質原料的圖文介紹


2018年是化解內襯不銹鋼復合管過剩產能攻堅年,內襯不銹鋼復合管行業優異,價格大幅上漲,優質內襯不銹鋼復合管產能得到充分釋放,內襯不銹鋼復合管產能利用率基本恢復至合理區間,行業效益呈恢復性增長,行業面貌發生根本性變化。 臨近春節,在銷售淡季,內襯不銹鋼復合管期價相對強勢,呈現淡季不淡、溫和上漲的格局。結合節前基本面,筆者認為,受去產能影響,內襯不銹鋼復合管將繼續上行。 去產能,將支持市場,節后內襯不銹鋼復合管上漲趨勢將。 據了解,11月7日凌晨4時30分許,有市民駕車經過該路段時,發現道路的護欄被撞爛,護欄的殘骸倒了一地,給過往的車輛造成了隱患。剛上班的環衛工人見破碎護欄散落路面,便撿放到路邊。筆者在現場看到,被撞壞的護欄至少有二百米長,破護欄中還有疑似車輛損壞物,由于怕破裂粉碎散落路面的護欄刺破車輛輪胎,引發交通事故,有熱心市民已。 護欄按其在道路上的縱向設置位置可分為路基護欄與橋梁護欄兩種;護欄按其在道路上的橫向設置位置可分為路側護欄和分隔帶護欄;根據碰撞后護欄的變形程度,可分為柔性護欄、半剛性護欄和剛性護欄。其中,柔性護欄變形較大,剛性護欄變形較小,半剛性護欄變形居中。 一些城市常常因為經濟和條件的,采用了水泥護欄、鋼管護欄等,但由于詳細設計,美觀性很差,護欄的作用發揮得較差,也影響了城市;有些城市偏面強調裝飾性,而忽略了護欄固有的功能:如有些城市采用。



金立恒金屬制品有限公司設備,精益制造。公司完成了【貴州銅仁【波形護欄】】產業化生產基地戰略布局,現擁有總規模達10萬平方米的生產基地,目前是全國生產能力強、規格高的【貴州銅仁【波形護欄】】生產基地之一。
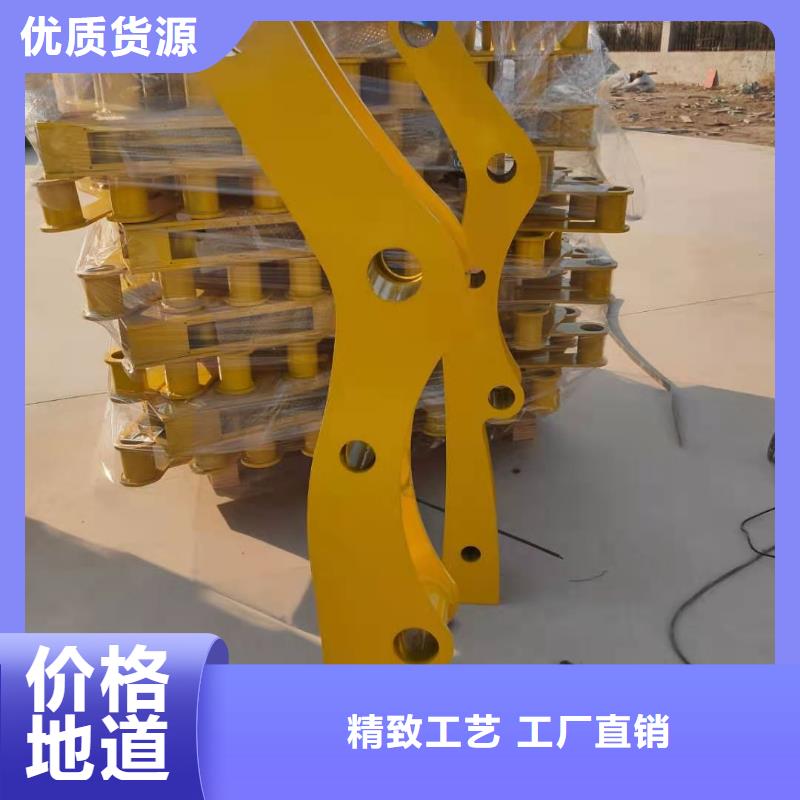
護欄不銹鋼欄桿優質原料


不銹鋼欄桿原料分為多種類型,不一樣的類型的不銹鋼欄桿適用規模不一樣,報價不一樣。
不銹鋼欄桿的挑選從四個方面進行:
1、挑選條件
不銹鋼欄桿扶手所處環境的溫度、濕度,欄桿受力狀況和預期壽命等, 是挑選適用不銹鋼原料的先決條件。充沛了解不銹鋼欄桿需求到達的規范,這是合理挑選不銹鋼原料的首要條件。
2、工程實踐經歷
同類條件下,不銹鋼資料實際運用經歷是合理選材的重要依據,應特別予以注重。 工程類用材根本都是規范化的原料,堆集工程實踐經歷有利于對不銹鋼資料選用。
3、模仿實驗數據
在很多腐蝕環境下,或沒有實際運用經歷的條件下,實驗室模仿實驗數據或現場掛片數據往往是合理選用不銹鋼資料的要害數據。
4、深化了解不銹鋼功能
應根據部件或設備的工作條件挑選不銹鋼資料,選材者應對各類不銹鋼功能、約束其運用的環境要素,是不是易于購得等常識有較全部的了解,方能有對于性地進行挑選。搜集相關數據進行剖析能夠明確選用的規模 。
不銹鋼欄桿的挑選從四個方面進行:
1、挑選條件
不銹鋼欄桿扶手所處環境的溫度、濕度,欄桿受力狀況和預期壽命等, 是挑選適用不銹鋼原料的先決條件。充沛了解不銹鋼欄桿需求到達的規范,這是合理挑選不銹鋼原料的首要條件。
2、工程實踐經歷
同類條件下,不銹鋼資料實際運用經歷是合理選材的重要依據,應特別予以注重。 工程類用材根本都是規范化的原料,堆集工程實踐經歷有利于對不銹鋼資料選用。
3、模仿實驗數據
在很多腐蝕環境下,或沒有實際運用經歷的條件下,實驗室模仿實驗數據或現場掛片數據往往是合理選用不銹鋼資料的要害數據。
4、深化了解不銹鋼功能
應根據部件或設備的工作條件挑選不銹鋼資料,選材者應對各類不銹鋼功能、約束其運用的環境要素,是不是易于購得等常識有較全部的了解,方能有對于性地進行挑選。搜集相關數據進行剖析能夠明確選用的規模 。



不銹鋼復合管護欄焊接進程
如果因液態縮短和凝結縮短形成的體積縮短等于因外殼尺度縮小所形成的體積減縮,則凝結的外殼仍和內部液態金屬緊密觸摸,不會發生縮孔。可是,因為合金的液態縮短和凝結縮短超過硬殼的固態縮短,因而液體將與硬殼的頂面脫離。順次進行下去,合金管硬殼不斷加厚,液面將不斷下降,待金屬全部凝結后,在鑄件上部就形成了一個倒錐形的縮孔。整個鑄件的體積因溫度下降至常溫而不斷縮小,使縮孔的 體積有所減小,但其值變化不大。如果鑄件頂部設置冒口,縮孔將移至冒口中。以上對合金縮短規矩的剖析,僅涉及合金管成分、溫度等自身因素對縮短的影響,沒有考慮縮短進程中遇到的各種阻止,這種縮短稱為自在縮短。實際上,合金管鑄件在鑄型中縮短時,要遭到各種阻止而使縮短不能自在進行,這時發生的縮短稱為受阻縮短。受阻縮短率總小于自在縮短率,阻力更大時將出現裂紋。
焊接進程:先焊復合層,后焊底層,流程:封焊層——打底焊——過渡層——填充層——蓋面層。管子對焊組對時,其內壁應齊平,內壁錯邊量不宜超過管壁厚度的10%,且應≤2mm。焊接時,應盡量選用多層焊,各焊層焊道的接頭應盡量錯開,焊道不宜太寬太厚。點固焊時管內有必要充氬,以保證點固焊焊縫質量。打底焊時,仰焊方位選用內填絲,立焊、平焊方位選用外填絲法進行焊接。應在坡口內引弧,禁止在非焊接部位引弧,接弧處應保證焊透與熔合,熄弧時應填滿弧坑,焊接即將結束時,應減小氬氣流量,避免氣壓過大使焊縫發生凹陷。焊絲不能與鎢級觸摸或直接深化電弧的弧柱區,避免損壞電弧的安穩和發生夾鎢缺點,焊絲端部不得退出保護區,避免焊絲氧化。
如果因液態縮短和凝結縮短形成的體積縮短等于因外殼尺度縮小所形成的體積減縮,則凝結的外殼仍和內部液態金屬緊密觸摸,不會發生縮孔。可是,因為合金的液態縮短和凝結縮短超過硬殼的固態縮短,因而液體將與硬殼的頂面脫離。順次進行下去,合金管硬殼不斷加厚,液面將不斷下降,待金屬全部凝結后,在鑄件上部就形成了一個倒錐形的縮孔。整個鑄件的體積因溫度下降至常溫而不斷縮小,使縮孔的 體積有所減小,但其值變化不大。如果鑄件頂部設置冒口,縮孔將移至冒口中。以上對合金縮短規矩的剖析,僅涉及合金管成分、溫度等自身因素對縮短的影響,沒有考慮縮短進程中遇到的各種阻止,這種縮短稱為自在縮短。實際上,合金管鑄件在鑄型中縮短時,要遭到各種阻止而使縮短不能自在進行,這時發生的縮短稱為受阻縮短。受阻縮短率總小于自在縮短率,阻力更大時將出現裂紋。
焊接進程:先焊復合層,后焊底層,流程:封焊層——打底焊——過渡層——填充層——蓋面層。管子對焊組對時,其內壁應齊平,內壁錯邊量不宜超過管壁厚度的10%,且應≤2mm。焊接時,應盡量選用多層焊,各焊層焊道的接頭應盡量錯開,焊道不宜太寬太厚。點固焊時管內有必要充氬,以保證點固焊焊縫質量。打底焊時,仰焊方位選用內填絲,立焊、平焊方位選用外填絲法進行焊接。應在坡口內引弧,禁止在非焊接部位引弧,接弧處應保證焊透與熔合,熄弧時應填滿弧坑,焊接即將結束時,應減小氬氣流量,避免氣壓過大使焊縫發生凹陷。焊絲不能與鎢級觸摸或直接深化電弧的弧柱區,避免損壞電弧的安穩和發生夾鎢缺點,焊絲端部不得退出保護區,避免焊絲氧化。

