

想要更直觀地了解精密無縫管30Cr無縫鋼管用品質說話產品的細節和特色?我們為您制作了視頻,它將帶您進入一個比文字更加鮮活的世界。
以下是:精密無縫管30Cr無縫鋼管用品質說話的圖文介紹
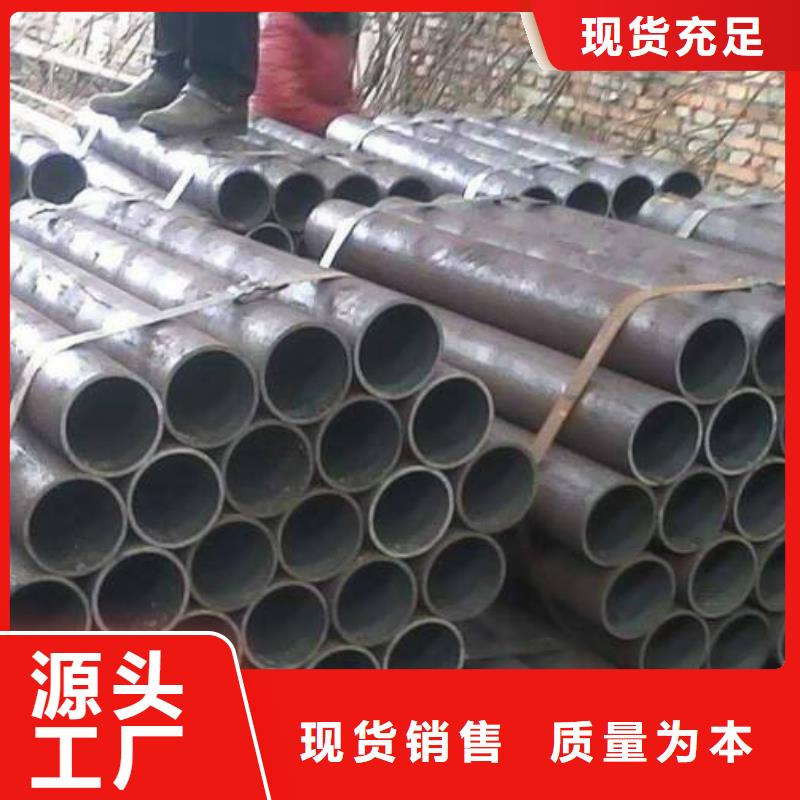
精軋管是一種通過冷拔或熱軋處理后的一種高精密的鋼管材料。由于精軋管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓元件的產品,如氣缸或油缸,可以是無縫管,也有焊接管。精軋管的化學成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。
常用材質:精軋管的常用材質為10 、20 、35 、45 。可生產的材質則很多,鋼只要是不太硬,基本都可根據需要進行生產。如:10 ,35 ,16Mn,40Cr.精軋管的制作程序是比較繁瑣的,生產的狀況也是比較好的,性能是比較優越的,在使用上也是不斷地進行發揮出來良好地作用的,因此的話精軋管從某種意義上來說是一種良好的鋼材類型。
大多數的精軋管是可以進行加工的,在加工的時候一定要和廠家說清楚您的用途是什么,需要什么規格和型號的,加工的方式和溫度都要說清楚,這樣的話廠家可以根據您的描述進行自由去選擇加工的方法和方式以及結構。精軋管是我們比較熟悉的,在加工的時候一定要附帶您的聯系方式,還有相關的精軋管的郵寄地址等等。
常用材質:精軋管的常用材質為10 、20 、35 、45 。可生產的材質則很多,鋼只要是不太硬,基本都可根據需要進行生產。如:10 ,35 ,16Mn,40Cr.精軋管的制作程序是比較繁瑣的,生產的狀況也是比較好的,性能是比較優越的,在使用上也是不斷地進行發揮出來良好地作用的,因此的話精軋管從某種意義上來說是一種良好的鋼材類型。
大多數的精軋管是可以進行加工的,在加工的時候一定要和廠家說清楚您的用途是什么,需要什么規格和型號的,加工的方式和溫度都要說清楚,這樣的話廠家可以根據您的描述進行自由去選擇加工的方法和方式以及結構。精軋管是我們比較熟悉的,在加工的時候一定要附帶您的聯系方式,還有相關的精軋管的郵寄地址等等。



規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋管外徑5~200mm。壁厚2.5~12mm。 外觀質量:鋼管的內外表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完全掉,后不得使壁厚和外徑超過負偏差。 鋼管的兩端應切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。 冷拔或冷軋精密 P91精軋管《表面質量》參照GB3639-83。
精軋管是用實心管坯經穿孔后軋制的,按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
精軋管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。 經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產精軋管是較先進的方法。
若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。



這是 內蒙古錫林郭勒合金鋼板的詳細頁面,生產企業:融拓金屬材料有限公司,10年行業經驗,致力于為客戶提供優質的產品,具體可以參看本文中的圖片,參數,視頻信息,如對購買 內蒙古錫林郭勒合金鋼板有任何疑問,請隨時致電頁面上的聯系方式,我們將為您提供優質的的服務。


