





彎管中頻彎管實力見證視頻展示,產品更生動!讓您親眼見證其優點和特點,為您的購買決策提供有力支持。
以下是:彎管中頻彎管實力見證的圖文介紹
管件常見彎管方法及其7種彎管方式詳解。管件常見彎管方法及其7種彎管方式詳解 接頭常見的彎頭方法有壓力管、軋輥彎曲、軋輥彎曲、擠壓4種,實際彎頭方法有以下幾種 簡潔明了折彎:這類折彎無需專用型磨具,在沖壓機上就可以進行。 輥:四輥壓機或通道壓機,用帶槽輥彎曲,折射率均勻。 輾壓式旋轉:用豎柱式或豎式彎曲機彎曲 模式擠壓彎曲:這種擠壓彎曲方法水管橫截面情況標準。擠壓加工的一般選擇。 帶糾正的折彎:這類折彎方式水管不容易擠扁。 芯軸式擠彎:這類擠彎一般為熱擠 拉彎:縱柱式和縱柱式的彎曲機也彎曲,但是夾著關鍵部分抵抗縱向的拉力。


彎管彎曲方法加工怎樣完成的。目前的彎頭加工通常采用彎曲的方法加工,生產過程中使用的設備多為通用機械壓力機和液壓機,有時有效使用專用彎曲壓力機,彎頭加工通常使用該液壓設備,該設備用三輥軋機確定圓三點,有效地使平板連續彎曲,使兩個驅動輥和壓力機. 彎管彎曲方法加工怎樣完成的 在彎頭加工時,調節生產中的中壓輥的上下位置,使其與驅動輥的相對距離在一定程度上有效變化,產品的實用化正在迅速提高。 目前使用的彎管加工設備在玻璃成形機械領域解決了加工中的火焰溫度,解決了控制問題。 如今了解到彎管加工設備,包括殼體左側頂部和底部與支撐板固定連接,由于支撐板數量為兩個,可以方便地調節裝置彎管的直徑,減少大量的人力物力,提彎管高調節效率,從而有效提高彎曲管機械的工作效率,以至在實際應用中發揮出獨特的優勢,因此滿足了應用需求。 在加工彎頭時,對彎曲有一定的要求。 并在加工彎管過程中,有效降低了生產成本,由于不需要特殊設備,因此特別適合,現場加工大彎頭其中的管道加工設備,如今的彎管機,其設置在機床上的彎管加工設備結構,設置在機床上的送料裝置,機頂一端設有頂圓筒,其中彎管加工設備結構的工具,用于在插入管狀構件之后,以固定管狀構件的心軸,并固定到氣缸的活塞桿上,目前具有許多優點和效果,已得到了實際的應用。 現在使用的導向式新型彎頭加工設備,氣缸基座固定在殼體的尾部,氣缸體安裝在氣缸基座上,氣缸芯安裝在氣缸體上,導軌沿軸向固定在底盤的上表面的兩側,支架的底部能夠移動到導軌上導軌固定在手推車地板上表面兩側的垂直導軌上,與導軌平行的調節螺釘固定在滑車底板上,端蓋安裝在滑車外殼的前側和后側,活動通過轎車主軸,現在的導向新型彎頭加工能夠實現自動進給。



彎管在加工的過程中經常會采用其壓彎使其彎管進行彎曲的方法,在進行制作的過程中所采用的設備大多數都是為通用的機械壓力機以及液壓機,有時候也會有效的采用其專用的折彎壓力機。 彎管在加工的過程中通常情況下會使用其卷板機,設備采用其三輥卷板機按三點決定一圓的道理,有效的對板坯進行其連續的彎曲,這樣三輥其卷板機在使用的過程中會具有兩個傳動輥和一個壓下輥。 彎管在制作是可以有效的調節其壓下輥的上下位置這樣就可以在一定程度上有效的改變它和傳動輥之間的相對距離,今年彎管社會庫存呈迅速上升態勢,這樣對于其彎管的加工市場會形成比較大的壓力。 彎管在進行拉彎的過程中,其板材會有效額置于傳動軸以及壓下輥之間,在運行時其傳動輥的正反方向是交換轉動的,這樣就會使得板材往復運動,調節其壓下輥使之逐步壓下。 這樣就可以將板材彎曲成所需要曲率的圓柱面、曲率較小的雙曲面以及圓錐面,彎管的壓下輥一端可直接升起,這樣便于卸出工件,產品的另外還會有四輥以及多輥卷板機。 彎管在進行加工的過程中會對其精度的要求是比較高的,產品的長度以及曲率半徑要求比較大橫向尺寸要求較小的彎曲件,可在專用的拉彎機上進行拉彎。彎管加工時,板材全部厚度上都受拉應力的作用。



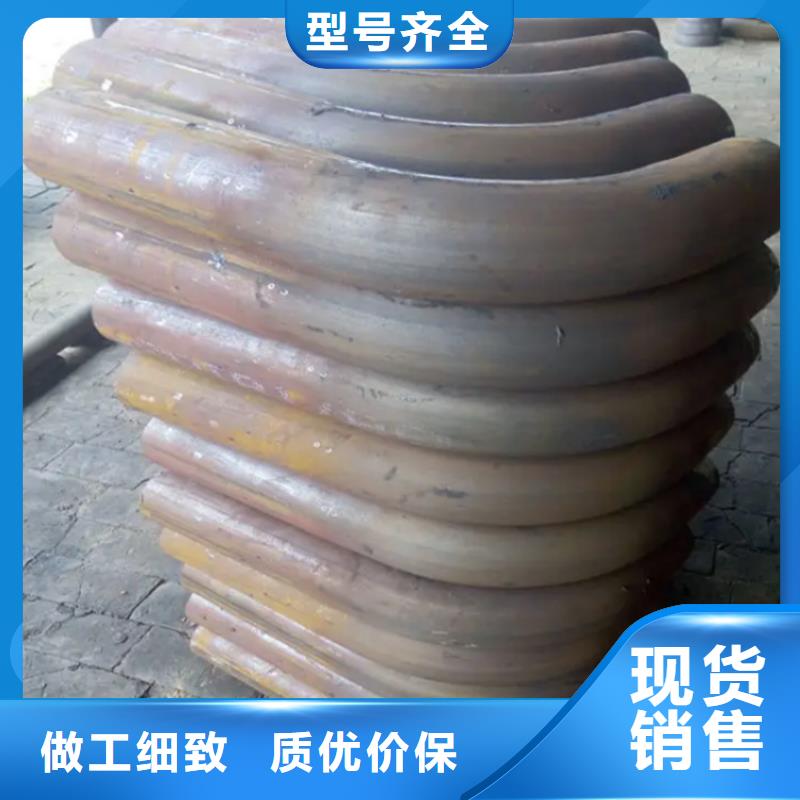
航蕭管件有限公司主要產品有: 河源紫金中頻彎管,公司所有產品質量可靠,達到、國際標準。
秉承服務社會的經營理念,本著以品質贏天下、以誠信服務為宗旨,力爭提供工藝先進、品質可靠、價格合理的 河源紫金中頻彎管產品來回饋大眾。


數控液壓彎管機的工作原理 1.數控液壓彎管機機械部分主要由專管夾緊裝置.彎管傳動裝置.助推裝置.床身以及彎管模等組成。 2.彎管原理如下:彎管模固定在在主軸上并隨主軸一起轉動,管子就被纏繞在彎管模的周向上,彎管模的旋轉角度 即為彎曲角度,在同一根管件上可以實現同半徑三維多彎,主要有直線送料.空間轉角以及彎管三大動作,在完成個彎管角度后,管件送到下一個彎曲位置并連過一空間轉角,在進行下一個彎,即可得到相同彎曲半徑的空間彎管,彎管模決定了管件的彎曲半徑。 3.PLC在液壓彎管機控制系統的應用,克服了由繼電接觸器控制系統容易受環境干擾.故障率高和維修困難等缺陷。



