
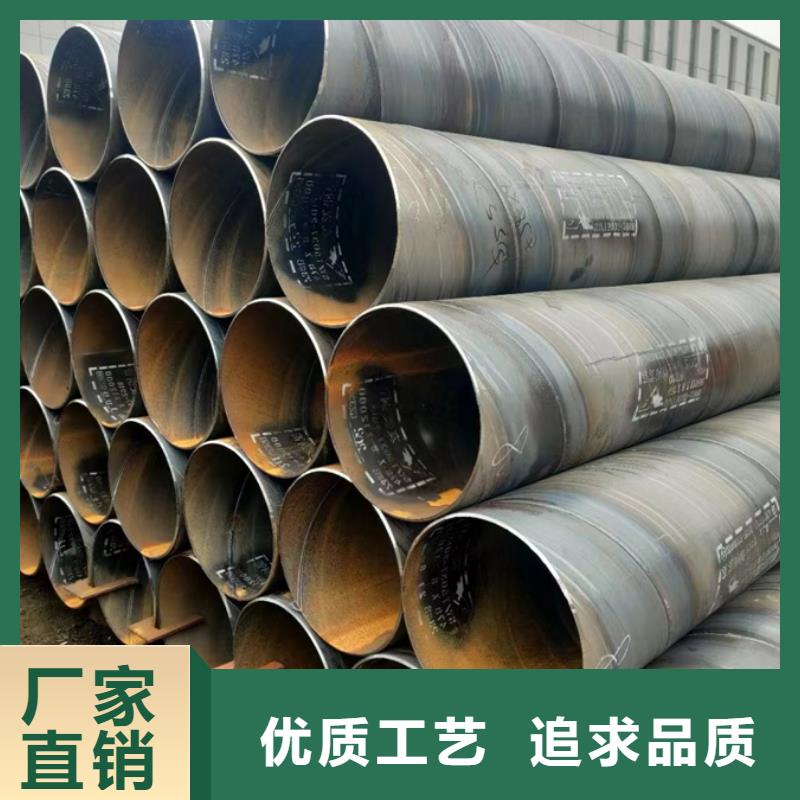
別再錯(cuò)過任何細(xì)節(jié)!花費(fèi)一分鐘觀看螺旋管,DN32【鍍鋅鋼管】海量現(xiàn)貨產(chǎn)品視頻,讓您的購買決策更加明智。
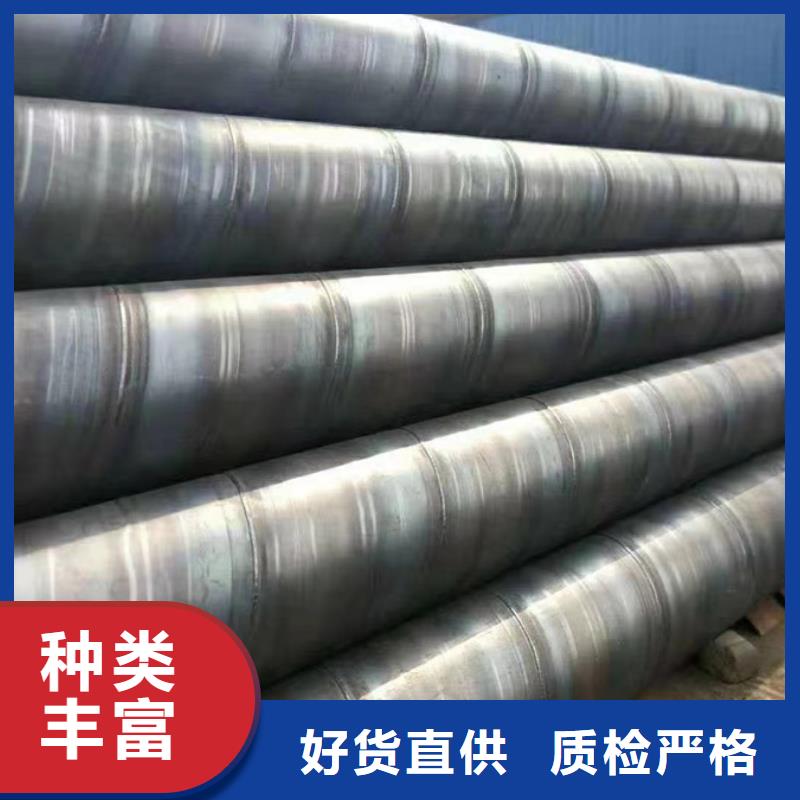
以下是:螺旋管,DN32【鍍鋅鋼管】海量現(xiàn)貨的圖文介紹
貨")
貨")
華爾網(wǎng)螺旋管廠介紹核燃料再處理時(shí)為什么會(huì)用到螺旋管?
將反應(yīng)堆用管的乏燃料,或?qū)⑸a(chǎn)堆照輻的核燃料,經(jīng)化學(xué)處理分離U和Pu,并將危險(xiǎn)的核分裂生成物,分離的化學(xué)加工過程稱核燃料再處理。核燃料再處理,當(dāng)前成熟的工藝是水法,其回收過程由燃料元件脫殼、燃料溶解和燃料分離和回收三部分組成。之后一部分的材料問題可參加鈾的精制部分。在前兩部分,其工藝介質(zhì)具有強(qiáng)烈的腐蝕性,因此核燃料后處理工廠的裝置和管線、泵、閥門幾乎是由螺旋管和耐蝕合金堆砌而成。
燃料芯的溶解通常采用與脫殼相同,或相似的溶液進(jìn)行溶解。在溶解金屬鈾、氧化鈾和鈾鋁燃料時(shí),廣泛使用硝酸,溶解器材料一般使用:0Cr23Ni13Nb,00Cr19Ni10和Car-penter20合金。
華爾網(wǎng)螺旋管作為鋼管鋼鐵產(chǎn)品的重要組成部分,在國民經(jīng)濟(jì)發(fā)展中發(fā)揮著重大作用。目前全世界鋼管行業(yè)發(fā)展的總趨勢(shì)是:螺旋管產(chǎn)量增長速度,要快于無縫鋼管的增長速度;螺旋管產(chǎn)量在比例上要遠(yuǎn)遠(yuǎn)大于無縫鋼管;在各個(gè)領(lǐng)域爭奪無縫管的市場(chǎng)。熱鍍鋅管在螺旋管管型中,ERW螺旋焊管在產(chǎn)量上占主導(dǎo)地位,而且在油氣長輸管線、城市燃?xì)夤芫€的使用領(lǐng)域內(nèi),向直縫埋弧焊管和螺旋埋弧焊管爭奪市場(chǎng)。
貨")
貨")
貨")
自鑫豪管業(yè)有限公司創(chuàng)建以來,就確定了自己的經(jīng)營方陣,以成熟可靠的技術(shù),誠實(shí)嚴(yán)謹(jǐn)?shù)膽B(tài)度,豐富精湛的工程經(jīng)驗(yàn),向客戶提供優(yōu)質(zhì)、性價(jià)比高的 陜西安康DN20-27mm鍍鋅管產(chǎn)品與服務(wù),幫客戶增長效益、價(jià)值。本著“以人為本,以質(zhì)取勝”的服務(wù)理念,積j i借鑒并急用當(dāng)今國內(nèi)外成果,不斷吸收有能力工程技術(shù)人員,憑借“待人實(shí)在、工作實(shí)干、講求實(shí)績”的工作作風(fēng),公司 陜西安康DN20-27mm鍍鋅管產(chǎn)品及服務(wù)得到社會(huì)廣泛好評(píng),公司品牌形象也不也不斷。
貨")
貨")
華爾網(wǎng)螺旋管的強(qiáng)度是指金屬材料在靜荷作用下抵抗破壞(過量塑性變形或斷裂)的性能。由于載荷的作用方式有拉伸、壓縮、彎曲、剪切等形式,所以強(qiáng)度也分為抗拉強(qiáng)度、抗壓強(qiáng)度、抗彎強(qiáng)度、抗剪強(qiáng)度等。各種強(qiáng)度間常有一定的聯(lián)系,使用中一般較多以抗拉強(qiáng)度作為基本的強(qiáng)度指針。
華南螺旋管市場(chǎng)出貨壓力有所增大,中部鄭州、長沙等地區(qū)價(jià)格偏上,西南西北地區(qū)跌幅較大,市場(chǎng)庫存繼續(xù)下降,但是商家表示出貨量依然不大,短期內(nèi)鋼廠手持訂單量可以支撐一些日子,但是后續(xù)接單壓力較大,外加鋼廠利潤空間尚可,后期中厚板出廠價(jià)格有待調(diào)整。后期中板市場(chǎng)或繼續(xù)盤整。此番調(diào)價(jià)信息一出,市價(jià)倒掛依然明顯,一方面下游需求依舊不佳,整體出貨不暢,市場(chǎng)觀望氛圍濃厚,多是按需拿貨為主。另一方面,臨近月底,商家資金壓力來襲,為求回籠資金,市場(chǎng)拋貨現(xiàn)象明顯,對(duì)主流價(jià)格造成沖擊。
貨")
貨")
貨")
3、華爾網(wǎng)螺旋管生產(chǎn)過程中,對(duì)于環(huán)氧粉末和膠粘劑,要比平時(shí)用量大1%,這樣才能達(dá)到實(shí)際要求的厚度。
4、華爾網(wǎng)螺旋管下線后不要高溫暴曬,暴曬很容易導(dǎo)致PE層膨脹,從而脫離鋼管外壁,達(dá)不到防腐效果。
華爾網(wǎng)螺旋管教您在生產(chǎn)中如何操作可提高生產(chǎn)質(zhì)量?
1、華爾網(wǎng)螺旋管焊接溫度:低碳鋼材質(zhì),焊接溫度控制在1250~1460℃,可滿足管壁厚3~5mm焊透要求。焊接溫度主要通過調(diào)節(jié)高頻渦流熱功率和焊接速度來控制。當(dāng)輸入熱量不足時(shí),被加熱的焊縫邊緣達(dá)不到焊接溫度,金屬組織仍然保持固態(tài),形成未熔合或未焊透;當(dāng)輸入熱量過大時(shí),被加熱的焊縫邊緣超過焊接溫度,產(chǎn)生過燒或熔滴,使焊縫形成熔洞。
貨")
點(diǎn)擊查看鑫豪管業(yè)有限公司的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
