

【直縫管無縫鋼管從源頭保證品質】視頻中的每一個細節,都仿佛在訴說著產品的故事,讓你在欣賞的同時,也能深深地感受到它的價值與意義。
以下是:【直縫管無縫鋼管從源頭保證品質】的圖文介紹

鋼管焊縫檢查工作及形成焊縫缺陷原因
1、焊縫檢查
焊接工序完成后,要檢查焊縫的外觀,一般來說,鋼管焊縫的表面應該是光滑的,不得有裂紋,此外,焊縫的融合狀況也是檢驗焊縫的一個標準,如果焊縫上有氣孔、夾渣等,則證明焊縫的融合狀況不理想,即焊縫存在缺陷。
2、焊縫缺陷形成原因分析
焊縫缺陷的形成原因有很多方面,主要有: ,焊接時,未將兩個工件焊透,這很大程度上時由于焊接物表面有雜質,或者是焊接物開日太大以及焊接的速度過快等原因形成的。第二,氣孔,焊接時的速度和電流大小都對氣孔的形成有影響,焊條沒有擺正方位也會造成焊接氣孔的產生。第三,在焊縫中,如果存在一些化學雜質如磷、硫等,會形成焊縫,并且,焊接時熱力太過幾種,焊接完成后冷卻過快都會造成工藝缺陷。
1、焊縫檢查
焊接工序完成后,要檢查焊縫的外觀,一般來說,鋼管焊縫的表面應該是光滑的,不得有裂紋,此外,焊縫的融合狀況也是檢驗焊縫的一個標準,如果焊縫上有氣孔、夾渣等,則證明焊縫的融合狀況不理想,即焊縫存在缺陷。
2、焊縫缺陷形成原因分析
焊縫缺陷的形成原因有很多方面,主要有: ,焊接時,未將兩個工件焊透,這很大程度上時由于焊接物表面有雜質,或者是焊接物開日太大以及焊接的速度過快等原因形成的。第二,氣孔,焊接時的速度和電流大小都對氣孔的形成有影響,焊條沒有擺正方位也會造成焊接氣孔的產生。第三,在焊縫中,如果存在一些化學雜質如磷、硫等,會形成焊縫,并且,焊接時熱力太過幾種,焊接完成后冷卻過快都會造成工藝缺陷。


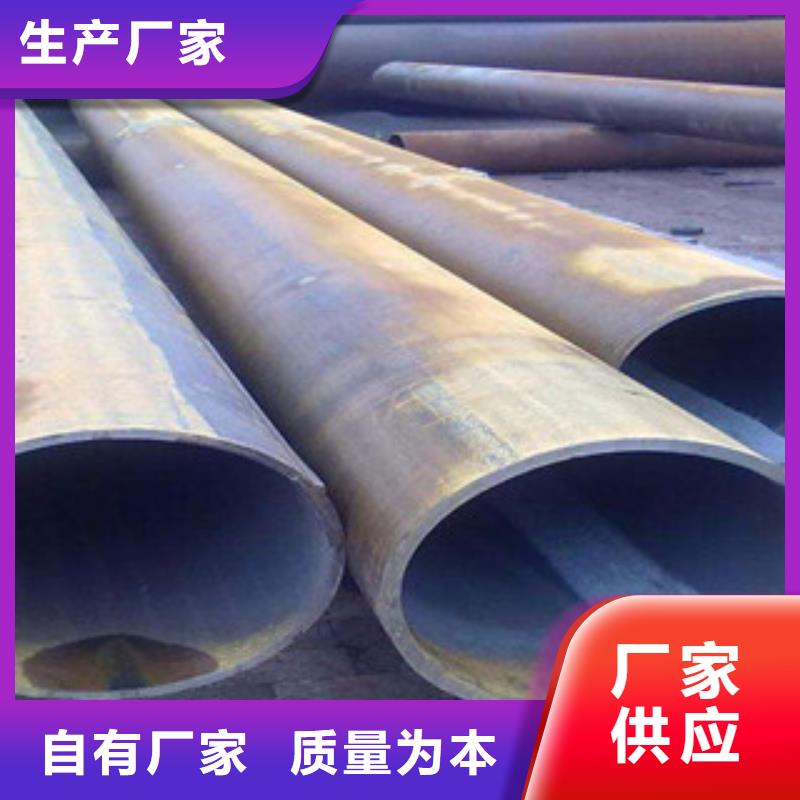
直縫焊管的成型工藝分類與成型質量控制
直縫電焊鋼管以帶鋼為原料,通過一組成型機架連續成型為管狀,然后用電阻加熱或感應加熱使帶鋼邊緣部位處于熔融狀態,在壓力的作用下將接縫焊合而得到鋼管。它能生產的產品 為Dmax<660.4mm,Smax<16mm,D/S>100。連續輥式成型是將管坯在具有一定軋輥孔型的多機架軋機上進行連續塑性彎曲而成管筒狀,是一種應用廣泛、優質的中、小口徑電焊管成型方法。
(1)軋輥對帶鋼成型中縱向的拉伸作用小,使邊部拉伸處于小狀態。
(2)立輥組可以用來成型各種規格的管材而不必換輥,共用性好。
(3)立輥組均為被動輥,摩擦消耗小,故成型所需功率小。



鋼興鋼管 有限公司成立于2016年,是一家集生產銷售 山西大同20G無縫鋼管于一體的商貿公司,本公司主營 山西大同20G無縫鋼管等產品,擁有完整、科學的質量管理體系.本公司可以根據客戶需求定制各種尺寸的 山西大同20G無縫鋼管。鋼興鋼管 有限公司的誠信、實力和 山西大同20G無縫鋼管產品質量獲得業界的認可。歡迎各界朋友蒞臨參觀、指導和業務洽談。




