您的位置>首頁 >拉薩當(dāng)?shù)仡l道中心 >
焊管_鍍鋅方管款式新穎
更新時間: 2025-03-19 07:18:31 瀏覽次數(shù):5
以下是:焊管_鍍鋅方管款式新穎的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 232 |
|---|
| 發(fā)貨期限 | 電議 |
|---|
| 供貨總量 | 電議 |
|---|
| 運費說明 | 電議 |
|---|
以下是:焊管_鍍鋅方管款式新穎的圖文視頻
導(dǎo)讀 您是想要在西藏拉薩市采購高質(zhì)量的焊管_鍍鋅方管款式新穎產(chǎn)品嗎?億銘泰
有限公司是您的不二之選!我們致力于提供品質(zhì)保證、價格優(yōu)惠的焊管_鍍鋅方管款式新穎產(chǎn)品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:隋經(jīng)理-15222633686,QQ:477988842,地址:《大邱莊發(fā)貨到西藏 拉薩市 城關(guān)區(qū)、林周縣、當(dāng)雄縣、尼木縣、曲水縣、堆龍德慶區(qū)、達孜區(qū)、墨竹工卡縣》。 西藏自治區(qū),拉薩市 拉薩市,別稱邏些、日光城,是西藏自治區(qū)轄地級市、首府,是國務(wù)院批復(fù)確定的中國具有雪域高原和民族特色的國際旅游城市。全市下轄3個區(qū)、5個縣,面積2.964萬平方千米,截至2022年末,拉薩市戶籍人口58.12萬人。
想要更直觀地了解焊管_鍍鋅方管款式新穎產(chǎn)品的特點和功能嗎?我們?yōu)槟鷾?zhǔn)備了視頻介紹,相較于圖文,視頻更能讓您輕松掌握產(chǎn)品的核心賣點。
以下是:焊管_鍍鋅方管款式新穎的圖文介紹
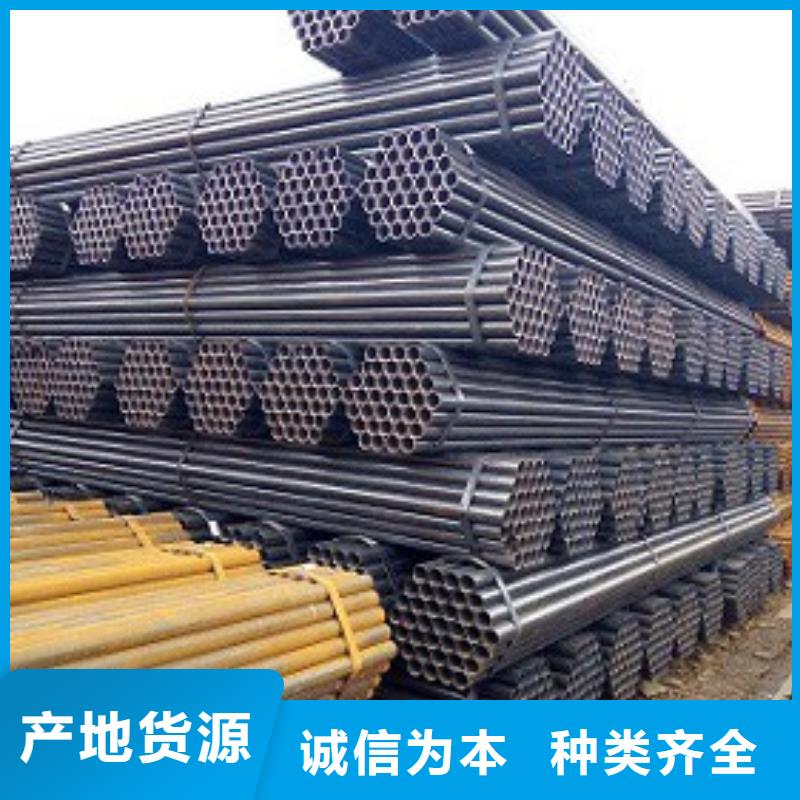
億銘泰
有限公司一直視 西藏拉薩鍍鋅圓管產(chǎn)品質(zhì)量為企業(yè)生存之本,并注重 西藏拉薩鍍鋅圓管產(chǎn)品的改良與創(chuàng)新。除了對質(zhì)量方面嚴(yán)格把關(guān),服務(wù)也是我們的一大特色,我們深信好的 西藏拉薩鍍鋅圓管產(chǎn)品加好的服務(wù),才能讓企業(yè)更穩(wěn)健地成長,成為客戶心中值得信賴的 西藏拉薩鍍鋅圓管品牌。 西藏拉薩鍍鋅圓管的尺寸、材質(zhì)、顏色均可定制,期待您的詳詢!


④再結(jié)晶退火用以金屬線材、薄板在冷拔、冷軋過程中的硬化現(xiàn)象(硬度升高、塑性下降)。加熱溫度一般為鋼開始形成奧氏體的溫度以下50~150℃,只有這樣才能加工硬化效應(yīng)使金屬軟化。
石墨退火用以使含有大量滲碳體的鑄鐵變成塑性良好的可鍛鑄鐵。工藝操作是將鑄件加熱到950℃左右,保溫一定時間后適當(dāng)冷卻,使?jié)B碳體分解形成團絮狀石墨。
擴散退火用以使合金鑄件化學(xué)成分均勻化,提高其使用性能。方法是在不發(fā)生熔化的前提下,將鑄件加熱到盡可能高的溫度,并長時間保溫,待合金中各種元素擴散趨于均勻分布后緩冷。
去應(yīng)力退火用以鋼鐵鑄件和焊接件的內(nèi)應(yīng)力。對于鋼鐵制品加熱后開始形成奧氏體的溫度以下100~200℃,保溫后在空氣中冷卻,即可內(nèi)應(yīng)力。完全退火加熱溫度在Ac1~Accm之間,冷卻速度:在500~600℃以上時,碳鋼是100~200℃/h,合金鋼是50~100℃/h,高合金鋼是20~60℃/h,主要用于過共析鋼。
焊后退火



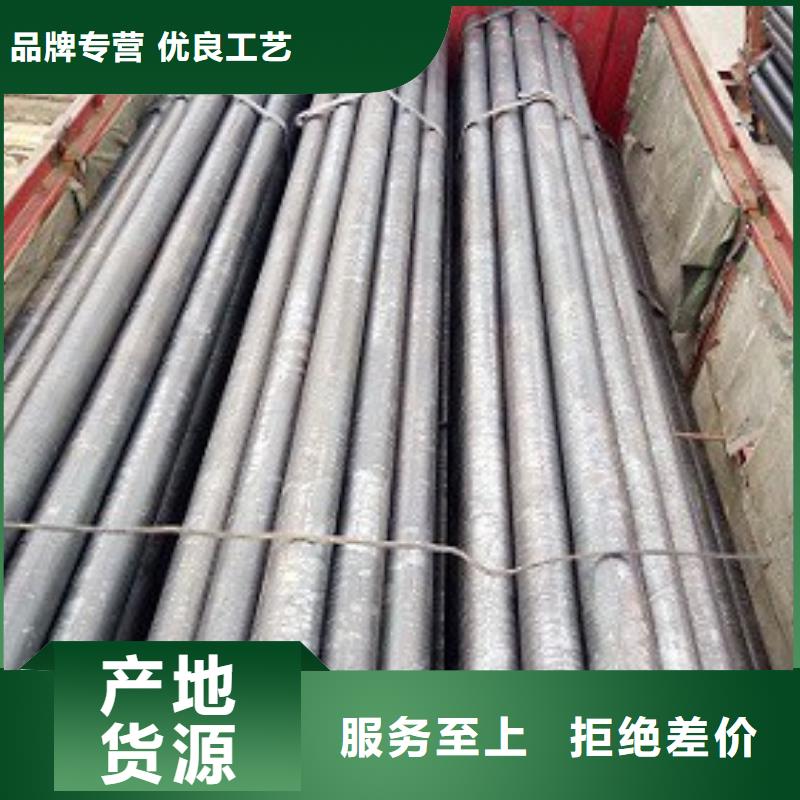
具體控制精度高、工作穩(wěn)定、抗污染、耐震動能力比較強、實際操作方便。退火鋼管可實現(xiàn)系統(tǒng)的管理,實現(xiàn)設(shè)備自動化的系統(tǒng)自調(diào)節(jié)。 退火鋼管 在圓形鋼管的橫截面上存在著外徑不等的現(xiàn)象,從而存在不一定是互相垂直的比較大外徑和小外徑,比較大外徑和小外徑之差為橢圓度或不圓度。為了能夠有效控制橢圓度,有的退火鋼管 標(biāo)準(zhǔn)中規(guī)定了橢圓度的指標(biāo),一般情況下規(guī)定是不超過外徑公差經(jīng)過供需雙方協(xié)商后執(zhí)行即可。彎曲的退火鋼管在長度方向上呈曲線狀,一般是鋼塑復(fù)合管大口徑涂敷鋼管鋼塑復(fù)合管實現(xiàn)熱浸鍍鋅鋼管作為基體,經(jīng)粉末熔融噴涂技術(shù)在內(nèi)壁可涂敷塑料、功能優(yōu)異的特點顯著。退火鋼管安裝使用方法,而且能代替鋁塑復(fù)合管在大口徑自來水輸送上發(fā)揮重要的作用。


現(xiàn)階段采用的酸洗工藝除去不銹鋼表面厚氧化皮,使用溫度高,酸洗時間長,導(dǎo)致加工成本居高不下;而常溫除氧化皮工藝對除去薄氧化皮效果好,對厚氧化皮效果不理想,特別是焊接處黑渣基本上除不掉。針對這種情況,筆者在總結(jié)不銹鋼前處理成功經(jīng)驗的基礎(chǔ)上,采用兩步酸洗綜合處理技術(shù),研究成功了不銹鋼常溫快速酸洗工藝。該工藝常溫下能快速去除不銹鋼表面厚氧化皮,特別是對焊接處黑皮及夾雜物去除效果好,酸洗處理后表面潔凈光亮,不易失光褪色,不泛黃。
工藝不銹鋼件上掛→化學(xué)除油(常規(guī)堿性化學(xué)除油或表面活性劑除油) →熱水洗→流水洗→ 步酸洗→流水洗→第二步酸洗→流水洗→轉(zhuǎn)入下道工序(如:化學(xué)著色→回收→流水洗→硬化處理→流水洗→封閉處理→流水洗→干燥→成品)
步
酸洗工藝
步酸洗的主要目的是除去焊接處和焊縫的黑皮和夾雜物及部分氧化皮,經(jīng)優(yōu)化篩選,確定的工藝規(guī)范如下:
鹽酸300 mL/L
磷酸60 mL/L
雙氧水120 mL/L
穩(wěn)定劑80 mL/L
表面活性劑2 mL/L
θ室溫
t 1~2 min第二步酸洗工藝 步酸洗處理后不能完全除盡氧化膜,表面附著一層灰色膜,光澤較差,必須經(jīng)過第二步酸洗,除去表面灰色膜,使其達到近似鏡面光亮,經(jīng)優(yōu)化篩選實驗驗證,采用如下工藝規(guī)范:



過去,精密電焊管主要采用直流即和方皺焊生產(chǎn)。由于直流煤電篦平穩(wěn),焊接內(nèi)毛朝小,更符合小口徑精密管的要求。因此,國外多采用,直流焊。但是,直蓖焊的電氣系統(tǒng)和焊接裝置結(jié)構(gòu)復(fù)雜,維修困難,費用高,而且焊接系統(tǒng)調(diào)整復(fù)雜,不易掌握。
方波煤是在直流焊的基礎(chǔ)上再經(jīng)過變流裝置產(chǎn)生方波電流和電壓,通過可旋轉(zhuǎn)輸出變壓器和與直流焊相似的1對直徑為610mm的電極輪系統(tǒng)進行焊接。與直流焊相比,整個系統(tǒng)仍很復(fù)雜,在使用、操作和維修方麗,并無大的改善。而且,雖比通常的低頻焊好,焊縫質(zhì)量仍不如直流焊。
高賴焊是一種的爆接方法,其特點是熱量集中、學(xué)接照度高、電氣系統(tǒng)和焊接工具結(jié)構(gòu)相對簡單、操作及調(diào)整易于掌握、維修方便、工具二改投入小、生產(chǎn)成本低。國外早已用高頻焊接生產(chǎn)高要求的演井臂.

總結(jié) 億銘泰
有限公司【022-26397788】在西藏拉薩市本地專業(yè)從事焊管_鍍鋅方管款式新穎,價格低,發(fā)貨快,效果好 ([城市群])可送貨上門。